

Хонингование отверстий
Сущность хонингования заключается в механической доводке предварительно развернутого, расшлифованного или расточенного отверстия специальной вращающейся головкой (хоном) с шестью (иногда и более) абразивными брусками, имеющей, кроме то-то, возвратно-поступательное движение. При хонинговании шероховатость На 0,4-0,1 и точность 6-7 квалигет. Охлаждение производится керосином, который удаляет абразивн. зерна
Притирка (доводка) отверстий Притирка удаляет шероховатость с поверхности отверстия после чистовой обработки, чугунными или медными притирами, создающими при помощи пружин давление на стенки отверстия. Притирка производится вращением притира попеременно в обоих направлениях на пол-оборота с одновременным перемещением его вдоль оси обрабатываемого отверстия. Охлаждается керосином
Получают шероховатость Ra 0,4-0,1, но она не выправляет геометрич, погрешности. Процесс слишком медленный, поэтому его заменяют доводкой с брусками из синтетических алмазов. Этот метод соче тает гцэеимущества притирки и хонингования, обес печивая точность (6-7 квалигет) и геометрической формы (овальность и конусность 1—2.мкм), шеро ховатость Rа0,2-0,05. 4
2.9. Отделочная обработка наружных поверхностей валов
Суперфиниширование является отделочным методом обработки абразивными брусками, которые совершают колебательные движения вдоль образующей обрабатываемой поверхности вращающейся детали (рис. 2.78). Этот метод применяется для безразмерной обработки, т.е. только для уменьшения шероховатости, которая достигает 0,012 - 0,1 мкм.
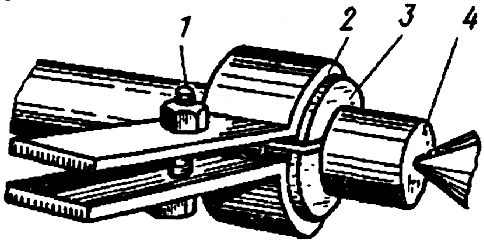
Притирка (доводка) является окончательной отделочной операцией предварительно отшлифованных поверхностей. Притиркой уменьшают не только шероховатость поверхности, но и погрешности её формы. Шероховатость поверхности после притирки составляет 0,008 — 0,08 мкм, а погрешность формы, например отклонение от круглости, снижается до 0,05 - 0,3 мкм. Притирка наружных цилиндрических поверхностей выполняется притиром из чугуна, бронзы или меди. Притирку ведут с использованием различных паст, в том числе алмазных. На рис. 2.79, а показано устройство для ручной притирки шеек вала, которое применяется в единичном и мелкосерийном производстве. Притиром 3 является разрезанная с одной стороны втулка, которая стягивается болтовым соединением. В процессе обработки деталь 4. вращается, а притир вручную перемещается вдоль образующей изделия. Процесс притирки шеек вала легко механизировать по схеме показанной на рис. 2.79, б. Притир 2, установленный на суппорте станка, прижимается к поверхности вала 1 , например пневмоцилиндром. Притирка осуществляется возвратно-поступательным движениями притира вдоль оси изделия. Механизация процесса повышает его производительность в 2 - 6 раз и обеспечивает стабильную точность формы и шероховатость поверхности.
Притирка (доводка)
Притирка служит для окончательной отделки отшлифованных поверхностей. Притирка цилиндрических поверхностей выполняется притиром, из чугуна, бронзы или меди, который предварительно шаржируется абразивным микропорошком с маслом или спец. пастой. Пасты состоят из абразивных порошков и химически активных веществ (пасты ГОИ с керосином и т.д.). Пасты ускоряют процесс притирки, т. к. окисляют обрабатываемую поверхность и образующаяся мягкая пленка удаляется абразивными зернами. В единичном производстве на наружных цилиндрических поверхностях, притирку производят на обычном токарном станке разрезными втулками-притирами. рис.3,
РисЗ
В крупносерийном и массовом производстве притирка ведется на специальных притирочных станках, которые применяются для притирки коротких цилиндрических деталей, например поршневых пальцев. В этом случае притирка осуществляется между двумя чугунными или абразивными дисками, расположенными эксцентрично друг к другу (рис. 4), что создает при вращении обоих дисков или только нижнего движения качения и скольжения, благодаря чему притирка происходит по кривой.
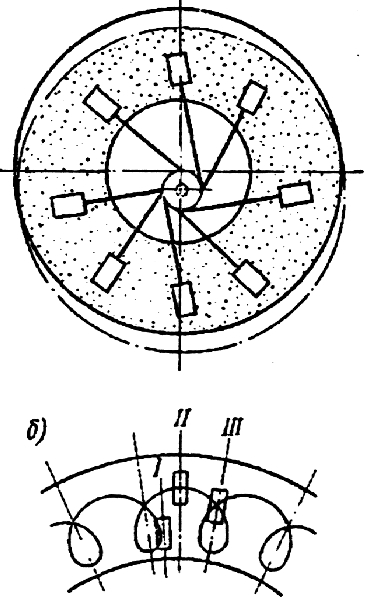
Рис.4
Притиркой достигается высокая точность (5-7 квалитет) и шероховатость Ra 0,05-0,025.
Механическая доводка абразивными колеблющимися брусками (суперфиниш)
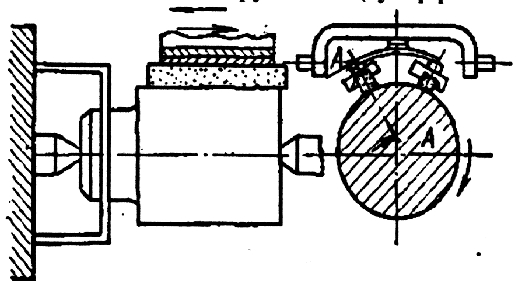
Рис.5
Суперфиниш - метод особо чистой до водки поверхностей , головкой с абразивными колеблющимися брус* ками. Осуществляются три, а иногда н более движений; вращение детали и продольного колебательными движениями брусков. Для охлаждение применяется керосин с маслом. Одна из задач суперфиниша-уничто-жнть, риски, оставшиеся от механической обработки. Шероховатость Ra 0.01.