

13. Предварительная термическая обработка стальных заготовок (нормализация, отжиг).
П
 редварительную
термическую обработку выполняют для
обеспечения требуемых технологических
свойств материала заготовок (отливок,
поковок, проката и т.п.) и подготовки
структуры к окончательной термической
обработке: 1) уменьшения твёрдости для
снижения усилий резания; 2) измельчения
зерна с целью повышения пластичности,
так как современные методы обработки
конструкционных сталей связаны в
основном с формообразованием за счет
пластической деформации; 3) устранения
различных дефектов структуры (строчечное,
ферритной сетки, видманштеповой
структуры); 4) получения равномерного
распределения структурных составляющих;
5) снятия внутренних напряжений.
редварительную
термическую обработку выполняют для
обеспечения требуемых технологических
свойств материала заготовок (отливок,
поковок, проката и т.п.) и подготовки
структуры к окончательной термической
обработке: 1) уменьшения твёрдости для
снижения усилий резания; 2) измельчения
зерна с целью повышения пластичности,
так как современные методы обработки
конструкционных сталей связаны в
основном с формообразованием за счет
пластической деформации; 3) устранения
различных дефектов структуры (строчечное,
ферритной сетки, видманштеповой
структуры); 4) получения равномерного
распределения структурных составляющих;
5) снятия внутренних напряжений.
В качестве предварительной термической обработки сталей проводят отжиг или нормализацию.
Отжиг - нагрев доэвтектоидной стали до температуры на 30-50 °С выше линии Ac3, выдержка и медленное охлаждение с печью (скорость охлаждения 20-30 град/ч).
При нормализации в отличие от отжига охлаждение производят на спокойном воздухе (скорость охлаждения 3 град/с).
Нагрев доэвтектоидных сталей при предварительной термической обработке выше линии Ac3 необходим для измельчения зерна в сплавах в результате полной перекристаллизации. При этом следует учитывать, что измельчение стали. Такой дефект структуры носит название перегрева. Нагрев же стали в межкритический интервал температур (ниже линии Ас3, но выше Ac1) не приводит к полной перекристаллизации (измельчается только зерно перлита). Нормализация приводит к несколько более высокой твёрдости, чем отжиг.
Для сталей, содержащих 0,25-0,5 % углерода, повышение твёрдости которых при нормализации невелико, выгоднее проводить нормализацию; для более высокоуглеродистых сталей, содержащих 0,55-0,75 % С - отжиг, но, возможно, и нормализацию - в зависимости от используемой в дальнейшем технологии.
Малоуглеродистые стали (до 0.25 % С) необходимо подвергать только нормализации, чтобы сталь, имея структуру феррит + перлит (небольшое количество), была пластичной. После отжига эти стали будут иметь структуру феррита и цементита, расположенного по границам ферритных зерен, что сильно охрупчивает стали.
Измельчение зерна при отжиге или нормализации доэвтектоидных сталей в результате перекристаллизации происходит как при нагреве, так и при охлаждении
14. Предварительная термическая обработка углеродистых инструментальных сталей.
Заэвтектоидные инструментальные стали имеют исходную структуру перлит + вторичный цементит, при этом в ряде случаев при некачественно проведенной горячей обработке давлением (ковке, прокатке и др.) вторичный цементит расположен в виде сетки по границам перлитных зерен.
Т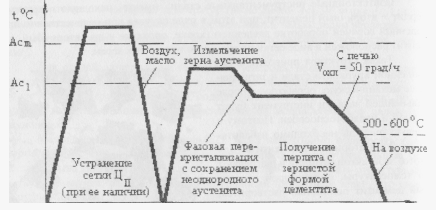 акая
структура приводит к повышенной
хрупкости стали и затрудняет ее
механическую обработку, а после дальнейшей
закалки инструмент будет хрупок и
неработоспособен. Поэтому в первую
очередь необходимо избавиться от
сетки вторичного цементита. Для этого
заэвтектоидную сталь нагревают до
температуры, при которой вторичный
цементит полностью растворится, т. е.
на 30-50 °С выше линииАс3
(но
обычно не выше 920-950 °С), выдерживают
при этой температуре и ускоренно
охлаждают на воздухе или в масле (в
зависимости от сечения заготовки).
Если же охлаждать медленно, например,
с печью, то вторичный цементит успевает
вновь выделиться избирательно по
границам перлитных зерен.
акая
структура приводит к повышенной
хрупкости стали и затрудняет ее
механическую обработку, а после дальнейшей
закалки инструмент будет хрупок и
неработоспособен. Поэтому в первую
очередь необходимо избавиться от
сетки вторичного цементита. Для этого
заэвтектоидную сталь нагревают до
температуры, при которой вторичный
цементит полностью растворится, т. е.
на 30-50 °С выше линииАс3
(но
обычно не выше 920-950 °С), выдерживают
при этой температуре и ускоренно
охлаждают на воздухе или в масле (в
зависимости от сечения заготовки).
Если же охлаждать медленно, например,
с печью, то вторичный цементит успевает
вновь выделиться избирательно по
границам перлитных зерен.
Главным условием образования перлита с зернистой формой цементита является фиксация при охлаждении неоднородного по углероду твердого раствора (аустенита). Из однородного (гомогенного) аустенита при медленном охлаждении всегда образуется цементит пластинчатой формы. На практике отжиг проводят путем нагрева стали выше точки Ac1 (до 740-770 °С) с последующей длительной изотермической выдержкой при температуре 660-700 °С (наиболее технологичный режим) или с последующим непрерывным охлаждением с печью со скоростью не более 50 град/ч до 500-600 °С и далее на воздухе (рис. 6.5). Для отдельных заготовок инструментов и небольших их партий возможен маятниковый отжиг, сокращающий время обработки.