

Федеральное агентство по образованию РФ
ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра ОТСП
УТВЕРЖДАЮ:
зав.кафедрой _____________________ Б.Ф. Советченко
“___”___________2006 г.
З А Д А Н И Е
на выполнение выпускной квалификационной работы
Студенту группы 4612 Ставскому Валентину Викторовичу
Тема выпускной квалификационной работы: ТЕХНОЛОГИЯ СБОРКИ И СВАРКИ ТРУБ ДИАМЕТРОМ 630х9мм, утверждена распоряжением декана от “ 14 ” апреля 2006 г. № 157
Срок сдачи готовой работы “___”___________2006 г.
Исходные данные к работе: материалы преддипломной практики на ОАО “Томскгазстрой”.
Содержание текстового документа (перечень подлежащих разработке вопросов): описание сварной конструкции, химический состав и механические свойства сварной конструкции, выбор способа сварки сварочных материалов и оборудования, технология сборки и сварки труб, экономическая оценка сравниваемых способов сварки, производственная и экологическая безопасность.
5 Перечень графического материала (с точным указанием обязательных чертежей)
5.1 Сварная конструкция – 1 лист А1;
5.2 Приспособление для сборки и сварки – 2 листа А1;
5.3 Узлы сборочного стенда - 1 лист А1;
5.4 Технологический лист – 2 листа А1;
5.5 Организационно-экономическая часть – 2 листа А1.
6 Консультанты по разделам выпускной квалификационной работы
(с указанием разделов)
6.1 Разделы № 1,2,3,4, – А.С. Киселёв
6.3 Раздел № 5 – Ю.С. Прокофьев
6.3 Раздел № 6 – М.В. Гуляев
7 Дата выдачи задания на выполнение выпускной квалификационной работы
“___”___________2006 г.
Руководитель
к.т.н., доцент кафедры ОТСП _____________________ А.С. Киселёв
“___”___________2006 г.
Задание принял к исполнению _____________________ В.В. Ставский
“___”___________2006
РЕФЕРАТ
Выпускная квалификационная работа содержит 90 с., 9 рис., 28 табл., 21 источников, 8 л графического материала, реферат - на немецком языке.
Ключевые слова: нефтепровод, сборка и сварка, труба диаметром 630Х9, трубная секция, стеллаж, сварка процессом STT, автоматическая сварка под флюсом.
Объект работы: автоматизированная сварка труб в секции.
Цель работы: Разработка технология сборки и сварки труб диаметром 630х9 мм.
Область применения: сварка нефтепроводов диаметром 630 мм
Значимость работы: автоматизация процессов сборки и сварки труб на стеллаже.
Выпускная квалификационная работа выполнена в текстовом редакторе Microsoft Word 2003, чертежи выполнены в графическом редакторе Koмпас 3D-V8
Das Referat
Die Abschlußqualifikationsarbeit enthält 90 mit., 9 Abb.en, 28 Tabl., 21 Quellen, 8 des graphischen Materials stoffs , das Referat – deutsch.
Die Erdölleitung, die Montage Und das Schweißen, das Rohrtrompete vom Durchmesser 6360Х9, das Regal, das Schweißen vom Prozess STT, das automatische Schweißen unter dem Flußmittel Zahngeschwür .
Das Objekt der Arbeit: das automatisierte Schweißen der Rohre Trompeten in der Sektion.
Das Ziel Zweck der Arbeit: die Erarbeitung die Technologie der Montage und des Schweißens der Rohre vom Durchmesser 630х9 Mm.
Das Gebiet der Anwendung: das Schweißen der Erdölleitungen vom Durchmesser 630 mm
Die Bedeutung der Arbeit: die Automatisierung der Prozesse der Montage und des Schweißens der Rohre auf dem Regal.
Die Abschlußqualifikationsarbeit ist im Texteditoren Microsoft Word 2003 erfüllt, die Zeichnungen sind im graphischen Redakteur Compas 3D-V8 erfüllt.
СОДЕРЖАНИЕ
С.
ВВЕДЕНИЕ ……………………………………………………………….… ….9
1 ОБЩАЯ ЧАСТЬ…………………………………………………………..……10
Описание сварной конструкции………………………………………… 10
Химический состав и механические свойства… …………...………….11
ВЫБОР СПОСОБА СВАРКИ, СВАРОЧНЫХ МАТЕРИАЛОВ И ОБОРУДОВАНИЯ…………………………………………………………...13
Свариваемость металла сварной конструкции………………..……..….13
Выбор способа сварки…………………………………………………….15
Ручная дуговая сварка покрытыми электродами……………….…15
Полуавтоматическая сварка труб процессом STT…………….…..17
Автоматическая сварка под слоем флюса……………………….…22
Выбор сварочных материалов……… ……………………………….…25
Сварочные материалы для сварки процессом STT………………..25
Сварочные материалы для сварки под флюсом……………………25
Параметры режимов сварки…………….…………………..…………….27
Параметры режимов сварки процессом STT……………………....27
Параметры режимов сварки под флюсом ………………….………28
Выбор источников питания……… ………………………………………30
Выбор источника питания и оборудования для сварки процессом STT……………………………………………………………………31
Выбор источника питания и оборудования для сварки под флюсом………………………………………………………………..32
КОНСТРУКТОРСКАЯ ЧАСТЬ…………………………………….…..…..34
ТЕХНОЛОГИЯ СБОРКИ И СВАРКИ ТРУБ …… …………………..…...35
Входной контроль труб…………..…………………………………….…35
Технологический процесс сборки и сварки………………………..…...36
Технический контроль качества …………………………………………40
Визуальный контроль качества …………….……………………....40
Радиографический контроль качества ………………….…………41
Исправление брака………………………………………………………..44
ЭКОНОМИЧЕСКАЯ ОЦЕНКА СРАВНИВАЕМЫХ СПОСОБОВ СВАРКИ…………………..…………………………………………….……46
Техническое нормирование сварочных работ………………..………….47
Экономическая оценка сравниваемых способов……………………..…56
ПРОИЗВОДСТВЕННАЯ И ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ....….69
Анализ сварочного производства………………………….……………..69
Охрана труда и техника безопасности…………………………………...70
Электробезопасность……………………………………………......71
Защита зрения и открытой поверхности кожи…………………….73
Правила обращения с баллонами для сжиженных газов …………74
Воздушная среда и микроклимат. Вентиляция………………………….76
Расчет защитного заземления……..…………………………….………..79
Противопожарная безопасность………………………………………….81
Освещение……………………………………………………………….…83
Шумы и вибрация…………………………………………………………84
Чрезвычайные ситуации…………………………………………………..86
Охрана окружающей среды………………………………………….…...89
ЗАКЛЮЧЕНИЕ…………………………………………………………………..91
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ…………………….………92
ПРИЛОЖЕНИЯ
ФЮРА.561221.001 Сварная конструкция
ФЮРА.451164.001 Приспособление для сборки и сварки
ФЮРА.451164.002 Приспособление для сборки и сварки
ФЮРА.654124.001 Узлы сборочного стенда
ФЮРА.402475.001 Технологический лист
ФЮРА.402475.002 Технологический лист
ФЮРА.741852.001 Организационно-экономическая часть
ФЮРА. 741852.002 Организационно-экономическая часть
ВВЕДЕНИЕ
В связи с тем, что нефтепроводы являются связующим звеном между районами добычи и пунктами переработки нефти, то от четкой и безаварийной работы их зависит бесперебойная деятельность многих отраслей экономики. В свою очередь эксплуатационная работа магистральных нефтепроводов зависит от правильного выбора способа сварки и правильной организации сварочно-монтажных работ.
В выпускной квалификационной работе предложены меры по совершенствованию технологии сборки и сварки труб в плети для строительства нефтепровода. На основе имеющейся технологии внедряется новая, наиболее производительная и экономичная технология сборки и сварки полуавтоматическая сварка корневого слоя шва и автоматическая под слоем флюса заполняющего и облицовочного слоев шва.
Одним из путей повышения производительности труда в области сварочного производства является механизация и автоматизация самих процессов.
Целью дипломного проекта является разработка технологии сборки и сварки труб диаметром 630 мм.
1 Общая часть
1.1 Описание сварной конструкции
Сварная конструкция представляет собой трубную секцию (ФЮРА. 561221.001).
Параметры труб, из которых собирается секция приведены в таблице 1.
Таблица 1 – Параметры труб
Длина, м |
Диаметр, мм |
Материал |
Толщина стенки, мм
|
10,6…11,6 |
630 |
10Г2ФБЮ |
9 |
Разделка кромок труб регламентируется руководящим документом.

Рисунок – 1 Разделка кромок
Предельные отклонения от номинальных размеров: - по наружному диаметру торцов труб на длине 150 мм - 1,6 мм; - по наружному диаметру корпуса трубы - 3 мм; - овальность концов труб - 1% от номинального диаметра.
1.2 Химический состав и механические свойства
Сталь 10Г2ФБЮ относится к разряду малоперлитных трубных сталей, микролегированных ниобием и ванадием, получивших широкое практическое применение в производстве магистральных нефтепроводов и газопроводов.
Таблица 2 – Химический состав стали 10Г2ФБЮ% [5]
Химический элемент |
% |
Кремний (Si) |
0,15 - 0,50 |
Марганец (Mn) |
1,55 - 1,75 |
Алюминий (Al), |
0,02 - 0,05 |
Титан (Ti), |
0,010 - 0,035 |
Сера (S), не более |
0,06 |
Углерод (C) |
0,09 - 0,12 |
Фосфор (P), не более |
0,020 |
Ванадий (V) |
0,08 - 0,12 |
Ниобий (Nb) |
0,02 - 0,05 |
Наличие марганца в стали повышает ударную вязкость и хладноломкость, обеспечивая удовлетворительную свариваемость.[1]
Марганец в низкоуглеродистых сталях составляет от 1,55 до 1,75%. Растворяясь в феррите, марганец упрочняет его. Вступая во взаимодействие с серой, он образует соединение MnS, значительное количество которого всплывает и удаляется со шлаком.[10]
Кремний добавляют в сталь как активный раскислитель, он образует с ферритом раствор повышенной твердости, и увеличивает упругость стали.
Сера и фосфор, крайне вредные примеси. При повышенном содержании серы по границам зерен стали образуется эвтектика с низкой температурой плавления (985 ºС). Содержание серы в сталях ограничивают 0,04 - 0,06%. Фосфор, растворяясь в твердом растворе феррита, способствует резкому снижению его пластичности. Стали с повышенным содержанием фосфора очень твердые и хрупкие. Содержание его в стали не должно превышать 0,04%.
Результаты испытаний механических свойств проката стали 10Г2ФБЮ в горячекатаном и термообработанном состоянии, а также в готовых изделиях после термообработки, представлены в таблице 3.
Таблица 3 - Механические свойства проката из стали 10Г2ФБЮ
Класс прочности |
Марка стали |
Временное сопротивление, Н/мм2 |
Предел текучести, Н/мм2 |
Относите-ное удлинение, % |
Ударная вязкость, Дж/см2 (кгс"м/см2) |
Доля вязкой составляющей в изломе образца ДВТТ, % |
||||
КСV |
KCU |
|||||||||
0 0С |
-15 0С |
-40 0С |
-60 0С |
0 0С |
-15 0С |
|||||
К-60 |
10Г2БФЮ |
590…690 |
460…560 |
20 |
- |
39,2 (4,0) |
- |
39,2 (4,0) |
- |
60 |
2 ВЫБОР СПОСОБА СВАРКИ, СВАРОЧНЫХ МАТЕРИАЛОВ И ОБОРУДОВАНИЯ
2.1 Свариваемость металла сварной конструкций
Сталь 10Г2ФБЮ обладает хорошей свариваемостью. Технология сварки должна обеспечивать определенный комплекс требований, основные из которых – обеспечение надежности и долговечности конструкции. Важное требование при сварке данной стали – обеспечение равнопрочности сварного соединения с основным металлом и отсутствие дефектов в сварном шве. Для этого механические свойства металла шва и околошовной зоны должны быть не ниже нижнего предела соответствующих свойств основного металл, [1.,с.215]
Металл околошовной зоны при сварке незначительно упрочняется в зоне перегрева. Необходимо учитывать, что при сварке низкоуглеродистых сталей наблюдается снижение ударной вязкости на участке рекристаллизации околошовной зоны.
Механические свойства металла шва и сварного соединения зависит от его структуры, которая определяется химическим составом, режимами сварки и скоростью охлаждения сварного шва.
Химический состав металла шва зависит от доли участия основного и электродного металлов в образовании металла шва и взаимодействия расплавленного металла со шлаком и газовой фазой.
Максимальный эквивалент углерода трубных сталей не должен превышать 0,46%.
Эквивалент углерода рассчитывается по формуле, [2]
Сэкв. = С + Mn / 6 + (Cr + Mo + V + Ti + Nb) / 5 + (Cu + Ni) / 15, (1)
где C, Mn, Cr, Mo, V, Ti, Nb, Cu, Ni – массовые доли (%) элементов в стали.
Подставим значения из таблицы 1 в формулу 1
Сэкв. =(0,09-0,12)+(1,55-1,75)/6 + ((0,08-0,12)+(0,010-0,035)+(0,02-0,05))/5=(0,37-0,45)%
При сварке низкоуглеродистых сталей, металл шва незначительно отличается от основного металла по составу. Это отличие в основном сводится к снижению содержания в металле шва углерода, так как металл электродной проволоки содержит его, как правило, в меньшем количестве, чем основной металл, и повышению содержания марганца и кремния. Меньшее содержание углерода в электродной проволоке необходимо для предупреждения образования структур закалочного характера при повышенных скоростях охлаждения.
Снижение прочности металла шва, вызванное уменьшением содержания в нем углерода, при дуговых способах сварки полностью компенсируется за счет увеличения скорости его остывания и легирования металла через проволоку, покрытие или флюс марганцем и кремнием. Обеспечение равнопрочности металла шва при дуговой сварке малоуглеродистой стали не вызывает затруднений.
Увеличение скорости охлаждения приводит к возрастанию прочностных и к снижению пластических свойств металла шва. Ударная вязкость металла шва уменьшается с ростом скорости охлаждения. Однако критическая температура перехода металла однослойного шва в хрупкое состояние практически не зависит от скорости охлаждения.
Скорость охлаждения металла шва определяется толщиной свариваемого металла, режимом сварки и начальной температурой изделия. Изменение механических свойств металла шва связано не только со скоростью охлаждения, но и с пластической деформацией, возникающей в металле под воздействием сварочных напряжений и вызывающей заметное повышение предела текучести. Влияние скорости охлаждения в наибольшей степени проявляется при дуговой сварке однослойных угловых швов и последнего слоя многослойных стыковых.
Швы сваренные на низкоуглеродистых сталях всеми способами сварки плавлением, обладают хорошей стойкостью против образования кристаллизационных трещин, что обуславливается низким содержанием углерода в шве. Появление кристаллизационных трещин связано в основном с неблагоприятной формой провара (узкая и глубокая). Для предупреждения образования в сварных швах пор, непроваров и других дефектов, свариваемые кромки перед сваркой необходимо тщательно защищать от шлака, оставшегося после термической резки, ржавчины, масла и др. загрязнений.
Из выше приведённого следует, что при сварке низкоуглеродистых сталей можно использовать широкий диапазон скоростей охлаждения металла и соответственно широкий диапазон режимов сварки.[10]
2.2 Выбор способа сварки
При выборе способа сварки следует руководствоваться следующими факторами:
свойство свариваемого металла;
толщина детали;
габариты конструкций;
экономическая эффективность.
При изготовлении плети рассматриваются два способа сварки приемлемых для конструкции, поэтому необходимо рассмотреть эти способы с технологической и экономической точки зрения и выбрать наиболее оптимальный способ сварки.
2.2.1 Ручная дуговая сварка покрытыми электродами
При сварке покрытыми электродами происходит плавление стержня и покрытия. Расплавляющееся покрытие образует шлак и газы. Шлак обволакивает капли металла, образующиеся при плавлении электродной проволоки. В ванне шлак перемешивается и всплывает на её поверхность. Образуется шлаковый покров, предохраняющий металл от взаимодействия с кислородом и азотом воздуха. Кроме того, при всплывании на поверхность шлака, взаимодействуя с расплавленным металлом, очищает его. Образующиеся при расплавлении покрытия газы оттесняют воздух из реакционной зоны и таким образом способствуют созданию лучших условий для защиты (рисунок 2)
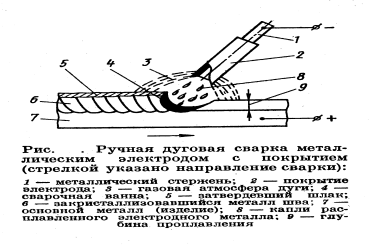
Рисунок 2 – Ручная дуговая сварка покрытым электродом:
1 – металлический стержень; 2 – покрытие электрода; 3 – газовая атмосфера дуги; 4 – сварочная ванна; 5 – затвердевший шлак; 6 – закристаллизовавшийся металл шва; 7 – основной металл; 8 – капли расплавленного электродного металла; 9 – глубина проплавления
Основные преимущества данного способа:
- возможность сварки во всех пространственных положениях и в условиях монтажа;
- относительная простота и надежность оборудования сварки;
- возможность сварки различного спектра металлов (углеродистые стали, цветные металлы, медь и т. д.);
- возможность использования более дешевого оборудования.
Основные недостатки:
- низкая производительность;
- наличие на сварной ванне шлака;
- самый тяжелый способ сварки по технике выполнения;
- многофакторность качества сварного соединения (человеческий фактор, оборудование и т. д.);
- тяжелые условия труда сварщика.
2.2.2 Полуавтоматическая сварка труб процессом STT
Способ полуавтоматической сварки методом SТT предназначен для односторонней полуавтоматической сварки корневого слоя шва неповоротных и поворотных стыков труб проволокой сплошного сечения в среде углекислого газа труб диаметром 325— 1220 мм с толщинами стенок до 20 мм включительно, а также для сварки всех слоев шва стыков аналогичных диаметров с толщинами стенок до 8 мм включительно [13].
Аббревиатура SТТ расшифровывается как “Surfасе Теnsiоn Тгаnsfer” — это так называемый механизм переноса капли с помощью сил поверхностного натяжения. Он представляет собой одну из разновидностей процесса переноса короткими замыканиями, который реализуется при дуговой сварке в среде защитных газов с одним важным отличием – расплавленный металл переносится за счет сил поверхностного натяжения сварочной ванны, которая втягивает в себя жидкую каплю с конца проволоки. Электромагнитное сжимающее давление при Пинч-эффекте дополнительно помогает капле отделится, но не является основным механизмом переноса, как это наблюдается при обычной сварке короткими замыканиями. Этот вид переноса позволяет значительно сократить разбрызгивание и дымообразование в отличии от традиционных методов. Процесс прост в использовании, обеспечивает хороший контроль сварочной ванны и позволяет значительно снизить вероятность образования несплавлений. Он не требует от сварщика высокой квалификации,[13,с.155]
Перенос металла методом STT нельзя определить как процесс с жёсткой и как процесс с падающей вольтамперной характеристикой. Вместо традиционной вольтамперной характеристики величина сварочного тока регулируется автоматически - в зависимости от требований сварочной дуги. Время реакции системы на изменения, происходящие в сварочной ванне, составляет единицы микросекунд. Параметры дуги оптимизируются в каждый момент времени в течение всего процесса образования и переноса каждой капли расплавленного металла с электрода в сварочную ванну. Схема управления током дуги позволяет исключить недостатки, свойственные обычному сварочному процессу, происходящему в режиме короткого замыкания — жёсткую дугу и значительное разбрызгивание.
Быстродействующие программно-аппаратные средства управления сварочным током позволили создать прекрасный источник для сварки проволокой. Процесс хорошо зарекомендовал себя при сварке с различными защитными газами, включая 100% двуокись углерода и её смеси с аргоном и гелием. Сварка STT с успехом применяется для полуавтоматической и автоматической сварки на самых различных производствах — от роботизированных ячеек на сборочных конвейерах автомобильных гигантов до сварки трубопроводов в полевых условиях, хорошо зарекомендовал он себя и в России. Спектр свариваемых материалов также весьма широк, включает низколегированные и нержавеющие стали, сплавы с высоким содержанием никеля и другие цветные сплавы.
Рассмотрим циклограмму процесса представленную на рисунке 3 несколько подробнее.
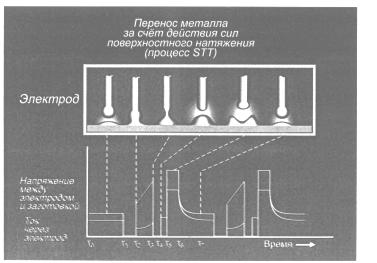
Рисунок 3 – Циклограмма переноса металла.
1. T0-T1 — базовый ток — это значение тока дуги до короткого замыкания со сварочной ванной. Это постоянное значение может быть установлено между 50 и 100 А.
2. T1-T2 — формирование капли — при первом же замыкании электрода на сварочную ванну при базовом токе детектор разности потенциалов на дуге обнаруживает это замыкание. Базовый ток снижается до значения 10 А и удерживается в этом значении примерно 0,75 мсек.
3. T2-T3 — в этом интервале времени происходят:
1) Обжатие капли.
Вслед за формированием капли ток на закороченном электроде возрастает. Перенос расплавленного металла в сварочную ванну ускоряется за счёт эффекта обжатия. Электрическое сопротивление между электродом и каплей в этой фазе не равно нулю ввиду высокого сопротивления металла, нагретого до температуры плавления.
2) Вычисление скорости изменения напряжения — сечение шейки, соединяющей электрод с каплей, на этой фазе уменьшается ввиду обжатия, и сопротивление шейки растёт. Пропорционально росту сопротивления меняется и разность потенциалов. Достижение скоростью изменения напряжения определённого значения указывает на то, что сечение достигло критического значения и капля готова отделиться. Ток уменьшается до 5 А в течение микросекунд. Это происходит до того, как электрод выходит из короткого замыкания со сварочной ванной.
4. T4 — отделение капли — собственно отделение капли происходит в момент T4 при низком токе. После того как шейка между каплей и электродом сильно сужается, уменьшается сила поверхностного натяжения, действующую на каплю со стороны электрода. Происходит мягкое отделение капли и её плавное соединение со сварочной ванной — за счёт превосходящих сил поверхностного натяжения, действующих на каплю со стороны сварочной ванны.
5. T5-T6 — рост плазменного столба — непосредственно за отделением капли и прерыванием короткого замыкания между электродом и сварочной ванной на электрод подаётся высокий ток, вызывающий активизацию плавления электрода и поддерживающий длину дуги. Форма плавящегося участка электрода в этот момент весьма прихотлива. Реактивные силы, действующие на электрод со стороны катода - сварочной ванны, — поджимают вверх начавшую формироваться каплю, сужая дугу и исключая возможность преждевременного возникновения короткого замыкания. Одновременно высокое значение тока, действующее на этой фазе, выполняет задачу улучшения сплавления и смачивания, на короткое время расширяя дугу и вызывая сильный эффект катодного прогревания. При традиционном же процессе увеличение тока для улучшения сплавления порождает серию неуправляемых коротких замыканий, образуя огромное количество сварочных брызг.
6. T6-T7 — стабилизация — в этой фазе цикла ток дуги плавно снижается до базового значения, предотвращая ведущий к перемешиванию сварочной ванны бросок из-за внезапного резкого изменения величины электродинамических сил, действующих на сварочную ванну. При необходимости — для улучшения прогрева заготовки — на этой фазе можно задать повышенное значение базового тока.
Большую роль в процессе играет процесс стабилизации объёма расплавленного металла, образующегося в каждом цикле. Он позволяет компенсировать изменение вылета электрода.
Прецизионное управление переносом металла в зону сварки, производимой в среде защитного газа, обеспечивает:
минимальное разбрызгивание,
значительное снижение дымообразования,
отсутствие сварочных деформаций и прожогов за счёт глубокого управления количеством тепла, вводимого в сварочную ванну (тепловложение),
гарантированное проплавление и великолепный обратный валик,
качество сварного соединения, не уступающее получаемому аргонодуговой сваркой, но при существенно (в 3-4 раза) более высокой скорости сварки и значительно меньших требованиях к квалификации сварщика.
Применение процесса STT для выполнения корневого прохода при сварке трубопроводов.
При сварке корня шва с помощью традиционного полуавтоматического процесса не происходит непосредственно расплавление сварочным током. Вместо этого управляемым параметром является среднее напряжение. При таком методе управления всегда есть существенный риск перегрева сварочной ванны и снижения её вязкости ниже допустимого уровня. В результате обратный валик может быть плохо сформирован и имеет плоскую или даже вогнутую форму. Кроме того, сварщику приходится удерживать дугу на передней кромке сварочной ванны, чтобы обеспечить хорошее проплавление. Если дуга слишком отстаёт от передней кромки, проплавление будет не полным. Если же дуга слишком опережает переднюю кромку, то вероятность прожогов резко возрастает.
Управление сварочным током и скоростью подачи проволоки при процессе STT ведётся независимо, поэтому поддерживать температуру и вязкость сварочной ванны значительно легче. Следовательно, легче достичь качественного проплавления. Именно это свойство процесса STT делает его весьма удобным и эффективным для выполнения корневого прохода оператору достаточно просто удерживать дугу на передней кромке сварочной ванны. Сварщики с большим опытом работы на трубопроводах по традиционным методам оценивают этот процесс, как наиболее простой, удобный и качественный из имеющихся. Они отмечают и резкое снижение интенсивности сварочных брызг при работе в потолочном положении. Отсутствие "карманов" и относительно большое сечение корневого шва исключают необходимость в выполнении "горячего" прохода и повышают темп сварочных работ.
Рентгенографические исследования доказали, что сформированный по процессу STT корень шва отличается высоким качеством. Испытания методами разрушающего контроля подтверждают высокие механические показатели материала шва, а металлографический анализ — требуемые металлургические свойства. Уровень содержания водорода в металле шва, выполненного по процессу STT, ниже, чем при сварке основным электродом. Это позволяет сваривать современные высокопрочные стали без дальнейшей термообработки и риска водородного растрескивания.
Сварка по процессу STT является прекрасным решением для выполнения стыков, как при использовании систем автоматической орбитальной сварки, так и при сварке в полуавтоматическом режиме. Уникальные свойства процесса позволяют с успехом применять его при сварке с фиксированным, в том числе и нулевым зазором, а также на стыке с кромками, выполненными газовой или плазменной резкой.
2.2.3 Автоматическая сварка под слоем флюса
Данный способ сварки имеет достаточно высокую производительность, высокое качество и стабильность свойств сварного соединения, улучшенные условия работы, более низкие, чем при ручной дуговой сварке, расходы сварочных материалов и электроэнергии. К недостаткам способа относится возможность сварки только в нижнем положении ввиду возможного стекания расплавленного флюса и металла при отклонении плоскости шва от горизонтали более чем на 10-15.
Автоматическая сварка под слоем флюсом рекомендуется при толщине металла свыше 4 мм с получением прямолинейных и кольцевых (диаметром 80 мм и выше) швов.
Автоматическую сварку можно выполнять как с разделкой кромок (при больших толщинах металла), так и без нее. Для предупреждения прожогов при односторонней сварке применяют остающиеся (стальные) и съемные подкладки (медные или флюсовые подушки).
Сущность способа представлена на рисунке 4. Сварочная дуга горит между голой электродной проволокой 1 и изделием, находящимся под слоем флюса 3. В расплавленном флюсе 5 газами и парами флюса и расплавленного металла образуется полость - газовый пузырь 4, в котором существует сварочная дуга. Давление газов в газовом пузыре может составлять 7-9 г/см2, но в сочетании с механическим давлением, создаваемой дугой, его достаточно для оттеснения расплавленного металла из под дуги, что улучшает теплоотдачу от нее к основному металлу. Повышение сварочного тока увеличивает механическое давление дуги и глубину проплавления основного металла Нпр.
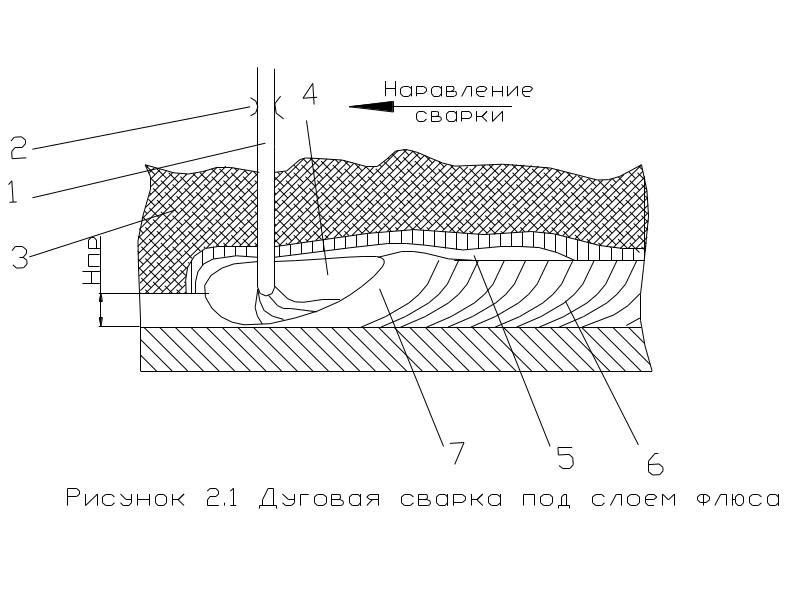
Рисунок 4 – Сущность процесса дуговой сварки под слоем флюса
Кристаллизация сварочной ванны 7 приводит к образованию сварного шва 6. Затвердевший флюс, образуя пузырь и покрывая поверхность сварочной ванны, эффективно защищает расплавленный металл от вредного влияние воздуха. Металлургические процессы между расплавленным металлом и шлака способствуют получению металла шва с требуемым химическим составом.
Токоподвод к электродной проволоке 2 осуществляется на небольшом расстоянии (вылет электрода) от дуги (до 70 мм). Это позволяет без перегрева электрода использовать повышенные сварочные токи (до 2000 А). Сварку под флюсом можно осуществлять переменным и постоянным током. В зависимости от способа перемещения сварочной дуги относительно изделия сварка выполняется автоматически и полуавтоматически. При автоматической сварке подача электродной проволоки осуществляется специальными механизмами.
2.3 Выбор сварочных материалов
2.3.1Сварочные материалы для сварки процессом STT
Для механизированной сварки поворотных и неповоротных стыков труб проволокой сплошного сечения в среде углекислого газа методом STT следует применять проволоку, приведенные в таблице 4. [2]
Таблица 4 – Проволоки сплошного сечения для сварки методом STT
Назначение |
Марка проволоки |
Диаметр, мм |
Фирма-производитель |
Для сварки корневого слоя шва стыков труб из сталей с нормативным пределом прочности до 588 МПа включительно (1-я и 2-я группы) |
Super Arc L-56 |
1,14 |
Lincoln Electric (США) |
При этом в качестве защитного газа следует использовать углекислый газ высшего сорта по ГОСТ 8050-85.
2.3.2 Сварочные материалы для сварки под флюсом
Нормативный предел прочности для стали 10Г2ФБЮ составляет 539-588 МПа. Учитывая предела прочности и то, что осуществляют одностороннюю сварку труб, технической литературой рекомендуются следующие комбинации «флюс + проволока»: АН-47 + Св-08ХМ; АН – 47 + Св – 08МХ; АН – 47 + Св – 08ГНМ.
Выбираем флюс марки АН-47 и сварочную проволоку Св-08ХМ. Использование указанных материалов позволяет получить металл шва с механическими свойствами, равными или превышающими свойства основного металла. Использованием указанных материалов достигается высокая стойкость металла шва против образования пор и кристаллизационных трещин.
Состав сварочной проволоки Св–08ХМ ГОСТ 2246–70 представлен в таблице 5 [5, с. 87, табл. 11] :
Таблица 5 – Состав сварочной проволоки Св–08ХМ
С, % |
Si, % |
Mn, % |
Cr, % |
Ni, % |
Mo, % |
S, % |
P, % |
0,06-0,10 |
0.12-0,3 |
0,35-0,6 |
0.45-0.65 |
≤ 0.30 |
0,4-0,6 |
≤ 0.025 |
≤0.03 |
Состав сварочного флюса АН-47 представлен в таблице 6[5,с.117,табл.19] :
Таблица 6 – Состав сварочного флюса АН-47
SiO2, % |
MnO, % |
CaO, % |
MgO, % |
Al2O3, % |
CaF2, % |
Fe2O3, % |
S, % |
P, % |
41-44 |
34-38 |
6.5 |
5-7.5 |
4.5 |
4-5.5 |
2.0 |
0.15 |
0.12 |
Параметры режимов сварки
Параметры режима сварки процессом STT
Согласно руководящим документам для сварки нефтепроводов рекомендуются следующие режимы для полуавтоматической сварки, которые представлены в таблице 7.
Таблица 7 - Режимы при механизированной сварке методом STT проволокой диаметром 1,14 мм[2, п.11.12,табл. 11.1]
Наименование слоя |
Параметры процесса |
|||
Скорость подачи проволоки, дюйм/мин |
Пиковый ток, А |
Базовый ток, А |
Длительность заднего фронта импульса |
|
Корневой |
90-120
|
400-420 |
45-55 |
0 |
Расход газа принимаем равным 12 л/мин.

Рисунок 5 – Геометрические размеры разделки кромок и слой шва наплавленный процессом STT.
Площадь корневого слой шва сваренная сплошной проволокой процессом STT диаметром 1,14мм равняется 30 – 40 мм2.
2.4.2 Параметры режимов сварки под флюсом
При сварке под флюсом установлены следующие размеры подготовки кромок под сварку и размеры сварного шва (рисунок 6).

Рисунок 6 – Геометрические размеры разделки кромок и размеры сварного шва.
При автоматической сварке под флюсом усиление шва (е) должно составлять 20-+ 4мм
Тогда общая площадь поперечного сечения наплавленного металла рассчитывается по формуле (7)
![]()
Следует учесть, что корневой слой шва сваривают сплошной проволокой процессом STT диаметром 1,14мм, а также максимальное поперечное сечение металла, наплавленного за один проход, не должно превышать 30 – 40 мм2.
Тогда истинная
площадь поперечного сечения
![]()
Определим силу сварочного тока по формуле:
![]() (2)
(2)
где
![]() -
диаметр электродной проволоки;
-
диаметр электродной проволоки;
![]() -
допускаемая плотность тока;
-
допускаемая плотность тока;
Согласно
[1,C.196], для диаметра
проволоки равного
![]() ,
допускаемая плотность тока равна
,
допускаемая плотность тока равна
![]()
Принимаем
![]()
Таким образом,
![]()
В связи с физическими особенностями дуги принимаем ток сварки равным:
![]()
Для принятого диаметра электрода и силы сварочного тока определим оптимальное напряжение дуги:
![]() (3)
(3)
Таким образом,

Определим скорость сварки по формуле :
![]() (4)
(4)
где, А – коэффициент пропорциональности, равняющийся 16...20 А*м/ч:
![]()
Из литературных данных приведены режимы в таблице 8.
Таблица 8 - Выбор режима сварки стыковых швов [5, п.12.11,табл. 12.1]
Толщина стенки, мм
|
Диаметр проволоки, мм
|
Напряжение дуги, В
|
Ток сварочный, А |
Скорость сварки, м/ч
|
9
|
3 |
30-36
|
500-600
|
34-37
|
Слой флюса в зоне сварки должен быть 40-50 мм.
2.5 Выбор источников питания
Общие требования к источникам сварочного тока:
Максимальные колебания установленных значений сварочного тока и напряжения из-за взаимного влияния постов не более ± 5% от установленных значений при использовании источников тока для компоновки автономных многопостовых агрегатов питания сварочных постов.
При колебаниях напряжения питающей сети от +10% до –10% от номинального значения, изменение установленной величины тока (напряжения) не должно превышать 2%.
Учитывая, что источники могут использоваться как стационарно, так и в составе автономных агрегатов питания, к ним предъявляются дополнительные требования:
Источники тока должны иметь степень защиты не ниже IP22 по ГОСТ 14254-80.
По стойкости к воздействию внешних климатических и механических факторов источники должны отвечать следующим требованиям:
температура окружающей среды (рабочее значение) от -40 до +40 0С при размещении источников тока в укрытиях агрегатов питания;
относительная влажность окружающей среды 80% при t = +20 0C в соответствии с ГОСТ 15543.1-89;
группа по допустимым механическим воздействиям – не ниже М18 в соответствии с ГОСТ 175161-90.
Размещение сварочного оборудования, а также расположение и конструкция его узлов и механизмов должны обеспечивать безопасный и свободный доступ к нему.[2,п.9.1]
2.5.1 Выбор источника питания и оборудования для сварки процессом STT
Для обеспечения необходимых параметров для механизированной сварки в углекислом газе процессом STT разработан специализированный комплект оборудования, выпускаемый фирмой Lincoln Electric.
Комплект должен включать следующее:
специальный источник питания Invertec STT-II;
механизм подачи проволоки LN-27 или LF-37;
сварочная горелка Magnum 200 со шлангом;
коаксиальный кабель;
газовый баллон с редуктором, расходомером и подогревателем газа;
защитная палатка.
Технические характеристики источника питания Invertec STT-II представлены в таблице 9.
Таблица 9 - Технические характеристики источника питания
Модель |
ВАХ , род тока |
Диапазон сварочного тока, А |
Габариты, мм
|
Invertec STT II |
STT |
Пиковый: 0-450 Базовый60-125 |
590х335х620 |
Инверторный источник сварочного тока Invertec STT II, благодаря использованию технологии STT, позволяет резко снизить уровень разбрызгивания и дымообразования, исключить прожоги и сваривать детали, не заботясь о точности подгонки кромок. Эти особенности аппарата повышают производительность и гарантируют выполнение чистого высококачественного сварного шва.
В источнике установка сварочного тока и скорости подачи проволоки выполняются независимо. Установка значения пикового тока позволяет регулировать длину дуги и достигать хорошего сплавления. Установка значения базового тока определяет форму шва и общее тепловложение.
2.5.2 Выбор источника питания и оборудования для сварки под флюсом
Для сварки под флюсом РД 153-006-02 рекомендуются следующие источники питания: ВДУ – 505(506), ВДУ – 1201, DC 400.
Для обеспечения требуемых параметров сварки выбираем сварочный выпрямитель ВДУ 1201. Данный класс выпрямителей с переключаемыми внешними характеристиками (падающая и жесткая) предназначены для комплектации сварочных и наплавочных полуавтоматов и автоматов, а также для ручной сварки штучными электродами.
Технические характеристики выпрямителя ВДУ–1201 представлены в таблице 10.
Таблица 10 - Технические характеристики выпрямителя ВДУ–1201
Параметр |
Значение |
Напряжение питания(50Гц), В |
3х380 |
Номинальная потребляемая мощность, кВт |
120 |
Сварочный ток, А при (ПН,%) |
1250(100%) |
Диапазон регулирования сварочного тока (жесткие характеристики), А |
250...1250 |
Диапазон регулирования сварочного тока (падающие характеристики), А |
250...1250 |
Рабочее напряжение (жесткие характеристики), В |
24...56 |
Рабочее напряжение (падающие характеристики), В |
24...56 |
Напряжение холостого хода, не более, В |
85 |
Диаметр электрода, мм |
2...10 |
Масса, кг |
540 |
Габариты (ДхШхВ), мм |
1080х685х885 |
Для сварки кольцевых швов труб под флюсом выпускается широкий ассортимент отечественного и зарубежного оборудования. Отечественное оборудование не уступает зарубежному, но по некоторым показателям даже превосходит. Превосходят по показателям цены и качества.
Выбираем автомат отечественного производства ГДФ-1001, технические характеристики представлены в таблице 11.
Таблица 11 -Технические характеристики автомата ГДФ 1001
Параметр |
Значение |
Напряжение питания(50Гц), В |
3х380 |
Номинальный сварочный ток при ПВ=100%, А |
1250 |
Диапазон регулирования сварочного тока, А |
250 - 1250 |
Количество электродов, шт. |
1 |
Диаметр сплошной электродной проволоки, мм |
3 - 5 |
Диаметр свариваемых труб, мм |
529 - 1420 |
Диапазон регулирования скорости подачи электродной проволоки, м/ч |
32 - 583 |
Вертикальное перемещение сварочной головки |
ход, мм: 250 скорость, м/ч: 25,8 |
Поперечное перемещение сварочной головки |
ход, мм: ±75 скорость, м/ч: от руки |
Регулирование угла наклона электрода (мундштука), град |
0 - 25 |
Флюсоаппаратура |
объем, дм3: 55 расход воздуха, м3/ч: 20 высота всасывания флюса, м: 2 |
Источники питания |
ВДУ–1201 |
Масса, кг |
сварочной головки: 280 блока питания: 42 источника питания: 550 |
Габаритные размеры, мм |
сварочной головки: 1680 x 1050 x 1845 источника питания КИУ 1201: 960x680x890 |
3 КОНСТРУКТОРСКАЯ ЧАСТЬ
Для повышения точности собираемых деталей, облегчений условий труда, уменьшения трудоёмкости работ, повышения качества сварочных работ, сокращения длительности сборочных операций необходимо применить приспособление для сборки и сварки труб.
Приспособление для сборки и сварки представлено на графическом листе А1 ФЮРА. 451164.001
Приспособление включает в себя: приемочный стенд, который состоит из труб диаметром 630 мм уложенных параллельно; стенд для сборки и сварки труб, сваренный из швеллеров и укомплектованный роликами и рольгангом; стенд контроля труб, состоящий из труб диаметром 520мм.
В приспособлении решены следующие вопросы: плавная передача труб с приемочного стеллажа на стенд сборки-сварки; обеспечения удобства стыковки труб и установки внутреннего центратора, вращение труб в процессе сварки, а так же сброс готовой секции для контроля.
4 ТЕХНОЛОГИЯ СБОРКИ И СВАРКИ ТРУБ
При выполнении сварочно-монтажных работ оптимальной организационной схемой является изготовление двух- или трехтрубных секций или стендах и последующая сварка секций в нитку трубопровода.
Сборку трубопровода в укрупненные пространственные блоки (узлы) следует производить на специальных стендах, обеспечивающих правильное взаимное расположение элементов блока.
4.1 Входной контроль труб
Перед началом работ необходимо убедится в том, что используемые трубы имеют сертификат качества и соответствуют проекту, техническим условиям на их поставку, а также требования действующих нормативно-технических документов. Трубы и детали должны пройти обязательный входной контроль.
При входном контроле проверяют:
Наличие сертификатов соответствия
На внутренней поверхности каждой трубы, на расстоянии 500 мм от одного из ее концов несмываемой краской наносят маркировку: завод-изготовитель, номер контракта, номер плавки, номинальный размер, номер трубы, дата изготовления, эквивалент углерода.
Длину трубы
Длина трубы должна быть в пределах от 10,5 до 11,6 . Предельные отклонения по длине для труб 1 класса точности (+15, -0)мм, для труб 2 класса (+100, -0).
Длину труб измеряют рулетками или мерными проволоками.
Диаметр и толщину стенки трубы (диаметр измеряют по ГОСТ 20.295-85)
Овальность концов труб
Овальность определяют путем измерения диаметра торца трубы нутромером или индикаторной скобой в двух взаимно перпендикулярных плоскостях. Овальность – отношение разности между наибольшим и наименьшим диаметром к номинальному должна быть не более 1% Dн при толщине стенки δ < 20мм.
Кривизну труб
Кривизна труб не должна превышать 1,5 мм на 1 м длины. Общая кривизна не должна превышать 0,15% длины трубы.
Состояние кромок и косину реза
Концы труб обрезают под прямым углом. Отклонение от перпендикулярности торцов (косина реза) не должно превышать более 1,2 мм для труб номинальным диаметром 630 мм.
4.2 Технологический процесс сборки и сварки
Технологический процесс включает следующие операции: правку, разметку, резку, обработку кромок, очистку под сварку, сборку и сварку.
Во всех случаях перед сборкой необходимо очистить внутреннюю полость труб и деталей трубопроводов от попавшего грунта, снега загрязнений, а также механически очистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 15 мм.
Так же следует осмотреть поверхности кромок свариваемых элементов. Устранить шлифованием на наружной поверхности неизолированных торцов труб или переходных колец царапины, риски, задиры глубиной до 5% от нормативной толщины стенки, но не более минусовых допусков на толщину стенки.
Забоины и задиры фасок глубиной до 5 мм труб 1-й группы прочности следует отремонтировать электродами с основным видом покрытия типа Э50А диаметром 2,5-3,2 мм; 2-й группы прочности – электродами с основным видом покрытиям типа Э60 диаметром 3,0-3,2 мм. При этом перед началом сварки осуществляется предварительный подогрев до 100 +30 С.
Отремонтированные поверхности кромок труб следует зачистить абразивным инструментом путем их шлифовки, при этом должна быть восстановлена заводская разделка кромок, а толщина стенки трубы не должна быть выведена за пределы минусового допуска.
Допускается правка плавных вмятин на концах труб глубиной не более 3,5% номинального диаметра трубы с помощью безударных разжимных устройств гидравлического типа с обязательным местным подогревом изнутри трубы до 100-150 С независимо от температуры окружающего воздуха.
При толщине стенки менее 10,0 мм допустимое смещение наружных кромок составляет 2 мм. Измерение величины смещения кромок допускается осуществлять шаблоном по наружным поверхностям труб.
При сборке запрещается любая ударная правка концов труб.
При сборке заводские швы следует смещать относительного друг друга не менее, чем на на 100 мм – при диаметре труб свыше 530 мм.
Сборку на внутреннем центраторе под последующую сварку корневого слоя шва следует осуществлять без прихваток.
Удаление (сдвиг) внутреннего центратора разрешается после выполнения всего периметра корневого слоя шва независимо от способа сварки.
Сварка корневого слоя шва выполняется одним сварщиком, автоматической сварка под слоем флюса на трубосварочной базе выполняется одной сварочной установкой.
Зажигание дуги следует производить в разделке кромок или с поверхности уже выполненных участков шва. Запрещается зажигать дугу на поверхности трубы или детали.
В процессе сварки стыка необходимо производить зачистку всех слоев шва от шлака и брызг металла.
Сварку каждого прохода следует начинать и заканчивать с обеспечением следующих минимальных расстояний от заводских швов труб или соединительных деталей:
50 мм для диаметров менее 820 мм;
Место начала сварки каждого последующего слоя должно быть смещено относительно начала предыдущего слоя шва не менее чем на 30 мм.
Места окончания сварки смежных слоев шва («замки» шва) должны быть смещены относительно друг друга на расстоянии 70-100 мм.
Не допускается оставлять незаконченными сварные соединения с толщинами стенок до 10,0 мм включительно. Не следует оставлять не полностью сваренные стыки с толщинами стенок более 10,0 мм. В случае, когда производственные условия не позволяют завершить сварку, необходимо соблюдать следующие требования:
стык должен быть сварен не менее чем на 2/3 толщины стенки трубы;
незавершенный стык следует накрыть водонепроницаемым теплоизолирующим поясом, обеспечивающим замедленное и равномерное остывание;
перед возобновлением сварки стык должен быть вновь нагрет до требуемой минимальной межслойной температуры;
стык должен быть полностью завершен в течение 24 часов.
При несоблюдении указанных условий стык подлежит вырезке.[2]
Технологический процесс сборки и сварки представлен в технологической карте ФЮРА.402475.001
Технологический процесс сборки и сварки секций на трубосварочной базе осуществляется следующим образом. В начале работы трубы укладывают трубоукладчиком на приемочный стеллаж, где проводят подготовительные операции (очистка внутренней полости и наружной поверхности труб, зачистка кромок до металлического блеска, правка вмятин).
Затем трубы помещаются на сборочный стенд, основными элементами которого являются ролики, позволяющие перемещать трубу в осевом и поперечном направлениях. Осевое смещение необходимо для сборки труб то есть для установления проектной величины зазора в стыке. Поперечное смещение требуется в процессе центровки и сборки труб.
Для перемещения в поперечном направлении используют рольганг. Рольганг и роликовые опоры смонтированы на общей раме из швеллеров. Роликовые опоры не препятствуют осевому перемещению трубы по рольгангу, так как рольганг имеет гидроподъёмник, который приподнимает трубы для стыковки немного выше роликов вращения. После установления внутреннего центратора гидроподъемник опускает плеть на ролики вращения для дальнейшей сварки труб.
Роликовые вращения имеют корпус, в котором на оси установлено коромысло. На коромысле крепятся опорные ролики. Коромысло качается на оси и может занимать два положения: оба опорных ролика находятся в горизонтальной плоскости (рабочее положение - сварка), правый ролик опущен (сброс готовой секции). Закрепляется коромысло в рабочем положении упором, установленным на оси и приводимым в действие тягой с помощью рычага. Узлы сборочного стенда приведены на графическом листе формата А1 (ФЮРА.654124.001)
Сборку стыков труб осуществляют на внутреннием центраторе гидравлического или пневматического типов. Центратор не должен оставлять царапин, задиров, масляных пятен на внутренней поверхности труб.
Сборку на внутреннем центраторе под последующую сварку корневого слоя шва механизированной сваркой процессом STT осуществляют без прихваток.
После сварки корневого слоя шва секцию перемещают на стенд для сварки заполняющего и облицовочного слоев шва автоматической сваркой под слоем флюса.
Основными элементами этого стенда являются вращатель и роликовые опоры. В процессе сварки плеть вращается со скорость сварки, которую осуществляет электродвигатель.
После завершения сварки последнего стыка плети, сварочная головка поднимается, переводится предохранительный рычаг для сброса готовой секции и она попадает на промежуточный стеллаж для контроля.
4.3 Технический контроль качества
4.3.1 Визуальный контроль качества
По внешнему виду сборные шва должна удовлетворять следующим требованиям СНиП -42-80, ВСН 012-88, ВСН 006-89 и РД 03-606-03.
Все (100%) сварные соединения труб после их очистки от шлака, грязи, брызг металла, снятия грата подвергают визуальному контролю и обмеру.
Визуальный контроль и обмер производят работники службы контроля (ПИЛ, специализированных управлений по контролю и т.п.).
При осмотре сварного соединения:
проверяют наличие на каждом стыке клейма сварщика, выполнявшего сварку. Если сварку одного стыка выполняли несколько сварщиков, то на каждом стыке должно быть проставлено клеймо каждого сварщика в данной бригаде, или одно клеймо, присвоенное всей бригаде;
проверяют наличие на одном из концов каждой плети ее порядкового номера;
убеждаются в отсутствии наружных трещин, незаплавленных кратеров и выходящих на поверхность пор.
Клеймо сварщика
(бригады) и порядковый номер плети
(секции) на трубы из сталей с нормативным
пределом прочности 55 кгс/мм![]() и более наносят только несмываемой
краской.
и более наносят только несмываемой
краской.
По результатам обмера сварные соединения, выполненные дуговыми методами, должны удовлетворять следующим требованиям:
усиление внешнего и внутреннего швов должно иметь высоту не менее 1,0 мм и не более 3,0 мм и плавный переход к основному металлу;
сварной шов облицовочного слоя должен перекрывать основной металл:
при ручной сварке - на 2,5-3,5 мм;
сварной шов облицовочного слоя, получаемого при автоматических методах сварки под слоем флюса, должен иметь ширину 20±4 при толщине стенки 9мм.
4.3.2 Радиографический контроль качества
Сварные соединения трубопроводов, выполненные дуговыми методами сварки, которые по результатам визуального контроля и обмера, подвергают неразрушающему контролю.
Заключения, радиографические снимки, зарегистрированные результаты ультразвуковой дефектоскопии, магнитные ленты и диаграммы фактического режима стыковой сварки оплавлением хранятся в производственной испытательной лаборатории (ПИЛ) до сдачи трубопровода в эксплуатацию.
К проведению неразрушающего контроля допускаются дефектоскописты, окончившие специализированное профессионально-техническое училище, техникум по соответствующей специальности или курсы по подготовке дефектоскопистов, имеющие документ об окончании учебного заведения и (или) удостоверение установленной формы.
Общие требования к методу радиографического контроля сварных соединений трубопроводов с использованием рентгеновских аппаратов, источников радиоактивного излучения иридий-192, цезий-137, селен-75, тулий-170 и кобальт-60 и радиографической пленки установлены ГОСТ 7512-82.
При радиографическом контроле применяют отечественные радиографические пленки типа РТ-5, РТ-4М, РТ-2, РТ-3, РНТМ-1, РТ-1, РТ-СШ.
Допускается применение импортных радиографических пленок, предназначенных для дефектоскопии металлоконструкций.
Для просвечивания используют:
рентгеновские аппараты непрерывного действия;
импульсные рентгеновские аппараты;
гамма-дефектоскопы;
внутритрубные самоходные установки.
Допускается применение аппаратуры и оборудования других типов, в том числе зарубежного производства, при условии обеспечения необходимых режимов просвечивания и требуемого качества снимков.
Если неровности шва, брызги металла и другие внешние дефекты могут затруднить выявление внутренних дефектов в сварном соединении или повредить радиографическую пленку, то поверхность этого соединения должна быть зачищена с использованием средств механической обработки. В остальных случаях специальная подготовка поверхности сварного соединения не требуется.
Швы, подлежащие контролю, размечают на отдельные участки, длина которых зависит от формата применяемой радиографической пленки (кассет), а затем маркируют несмывающейся краской, обеспечивающей сохранность маркировки до сдачи трубопровода под изоляцию. Достаточна одна метка, которая соответствует началу мерительного пояса или рулонной пленки в следующих случаях:
при использовании вспомогательных мерительных поясов со свинцовыми цифрами, обеспечивающими перенос изображения длины шва на снимки;
при панорамном просвечивании на рулонную пленку с получением изображения контролируемого шва на одном снимке.
На каждом участке шва, подвергаемом радиографическому контролю, закрепляют эталоны чувствительности, имитаторы (если это необходимо) и свинцовые знаки.
Для определения чувствительности радиографического контроля следует использовать проволочные, канавочные и пластинчатые эталоны чувствительности, форма и размеры которых установлены ГОСТ 7512-82.
Допускается использовать канавочные и проволочные эталоны чувствительности, изготовленные по ГОСТ 7512-75.
Для маркировки радиограмм следует использовать маркировочные знаки в виде цифр и букв русского или латинского алфавитов, а также дополнительные знаки в виде стрелок, тире и т.п. (предпочтительны наборы № 1, 2, 5 и 6), изготовленные из материала, обеспечивающего получение их четких изображений на радиографических снимках.
Для удобства нахождения дефектных участков шва целесообразно использование мерительных поясов со свинцовыми знаками, обеспечивающих разметку сварного соединения.
Заключение по результатам контроля следует давать отдельно по каждому отрезку снимка длиной 300 мм (для рулонных снимков) и по каждому снимку (для форматных); после анализа всех отрезков или снимков составляют заключение о качестве сварного стыка в целом.
В тех случаях, когда снимки имеют одинаковую чувствительность, а на изображении сварного шва отсутствуют дефекты, их можно группировать и записывать в заключении одной строкой.
При проведении радиографического контроля на строительстве трубопроводов во избежание поражения электрическим током и опасного воздействия на обслуживающий персонал ионизирующего излучения и вредных газов, образующихся в воздухе под действием излучения, необходимо строго соблюдать правила техники безопасности, установленные действующими нормативными документами [3].
4.4 Исправление брака
Исправление швов с порами и шлаковыми включениями.
Исправление производится путем удаления дефектного участка с последующей заваркой. После этого производится дополнительный рентгенографический контроль.
Исправление поверхностных дефектов и несоответствие геометрических размеров сварного шва.
Исправление усиления сварных швов с завышенными размерами, наплывов, затеков, и резких переходов от шва к основному металлу производится путем местной механической обработки до требуемых геометрических размеров;
Исправление поверхностных дефектов выполнять зачисткой абразивным камнем (вышлифовкой), при этом допускается не выполнять заварку мест их выборки при остающейся толщине и шва и основного металла не менее расчетной толщины детали в зоне сварного соединения.
Исправление швов с трещинами, непроварами и прожогами.
Удаление трещин производится механическим путем. При несквозной трещине дефектный участок удаляется до чистого металла с образованием требуемых углов выборки под заварку. При сквозной - дефект удаляется полностью на всю толщину и заваривается с применением медных пластин, прижимаемых к поверхности.
При прожогах производится выборка с одной стороны шва на 2/3 глубины и на 1/2 глубины с обратной стороны и заваривается. Либо производят выборку с одной стороны шва на всю толщину шва. Заварка осуществляется с применением медной пластины. Непровары исправляют путем выборки до здорового металла с последующей заваркой.