

2.1.2 Электродинамическая сила
Электродинамическая сила сжимает электрод и стремится отделить расплавленный металл от него. Она может быть вычислена по формуле:
![]() (9),
(9),
где
![]() - абсолютная магнитная проницаемость
воздуха;
- абсолютная магнитная проницаемость
воздуха;
RСТ – радиус столба дуги;
IД - сварочный ток.
Как видно из (9),
электродинамическая сила зависит от
логарифма отношения
![]() .
Поэтому следует помнить о следующем:
если
<1,
что имеет место при некоторых режимах
в СО2
или при сварке сжатой дугой, ln
имеет отрицательный знак. Электродинамическая
сила в этом случае направлена от столба
дуги к электроду, т.е. от меньшего значения
к большему и препятствует отделению
капли совместно с силой поверхностного
натяжения, реактивным давлением паров
и заряженных частиц. Капли вырастают
до значительных размеров, так как
единственной силой, стремящейся отделить
их от электрода, является сила тяжести.
.
Поэтому следует помнить о следующем:
если
<1,
что имеет место при некоторых режимах
в СО2
или при сварке сжатой дугой, ln
имеет отрицательный знак. Электродинамическая
сила в этом случае направлена от столба
дуги к электроду, т.е. от меньшего значения
к большему и препятствует отделению
капли совместно с силой поверхностного
натяжения, реактивным давлением паров
и заряженных частиц. Капли вырастают
до значительных размеров, так как
единственной силой, стремящейся отделить
их от электрода, является сила тяжести.
Также из (9) видно, что электродинамическая сила пропорциональна квадрату тока дуги, увеличивается с увеличением диаметра столба дуги и уменьшением диаметра электрода.
В таблице 1 представлено ряд значений электродинамической силы в зависимости от сварочного тока и отношения .
Таблица 1 – электродинамическая сила в зависимости от сварочного тока и отношения .
сварочный ток |
IД, А |
|
|||||
50 |
100 |
200 |
300 |
400 |
500 |
||
FЭ.Д. (103 Н) |
0,1 |
0,405 |
1,62 |
3,64 |
6,5 |
10 |
1,5 |
0,17 |
0,69 |
2,76 |
6,2 |
11,1 |
17,8 |
2 |
|
Из таблицы 1 видно, что малых токах электродинамическая сила меньше силы поверхностного натяжения. Равенство этих сил наступает лишь при увеличении тока до значительных величин, так называемых критических токов. При увеличении отношения электродинамическая сила увеличивается [4].
2.1.3 Реактивное давление паров металла, испаряющихся с торца электрода
Реактивное давление паров металла зависит от вида защиты, материала электрода и при определённых условиях может оказывать значительное влияние на процесс переноса электродного металла и формирование сварочного шва.
Реактивное давление паров металла, испаряющихся с торца электрода, пропорционально квадрату силы тока и может быть вычислено из выражения:
![]() (10),
(10),
где D
- коэффициент пропорциональности (![]()
 );
);
UД - падение напряжения у электрода, В;
qП
- скрытая теплота испарения,
![]() ;
;
VК
– удельный объём пара металла при
температуре кипения ( для стали
![]() );
);
IА.П.
– плотность тока в активном пятне,
![]() .
.
Большое влияние на величину реактивного давления паров оказывает плотность тока в активном пятне. В активном пятне катода её можно принять равной плотности тока в столбе дуги. Плотность тока в активном анодном пятне значительно меньше. Вот почему давление паров на электрод при сварке на обратной полярности значительно ниже, чем при сварке на прямой полярности.
При заданном материале электрода и виде защитного газа величины D, UД, qП, VК, IА.П постоянны и уравнение может быть записано в виде:
![]() (11).
(11).
Значения коэффициента В равны для стали в углекислом газе:
- катод В=![]() ;
;
- анод В=
![]() .
.
В таблице 2 приведены значения силы давления паров на торец электрода для сварки в СО2 на прямой и обратной полярности.
Таблица 2 - сила давления паров на торец электрода для сварки в СО2
сталь в Со2 |
электрод |
ток дуги IД, А |
|||||
50 |
100 |
200 |
300 |
400 |
500 |
||
FП (103 Н) |
катод |
0,325 |
1,3 |
5,2 |
11,7 |
20,8 |
32,5 |
анод |
0,075 |
0,3 |
1,2 |
2,7 |
4,8 |
7,5 |
|
Из таблицы 2 можно заключить, что при сварке в СО2 на прямой полярности сила давления паров металла на электрод превышает электродинамическую силу (табл. 1), а при сварке на обратной полярности – соизмерима с ней. Поэтому при сварке в СО2 расплавляемый металл электрода выдавливается в боковую каплю. Свободного формирования капли строго по оси электрода не наблюдается, она как бы «загибается» за электрод, рисунок 4.
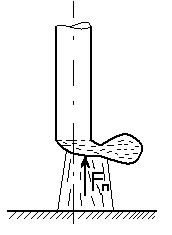
Рисунок 4 – типичный характер переноса при сварке в СО2
Таким образом, силой давления паров при сварке в СО2 пренебрегать нельзя[4].