

6 Основные сведения об автоматизации и роботизации производственных процессов.
Арматурный завод построен в одном уровне. На заводе используются мостовые краны, несколько грузоподъемностью 5 тонн и 2 по 50 тонн. Также на заводе по центровому пролету ходят две электротележки и две поперечные.
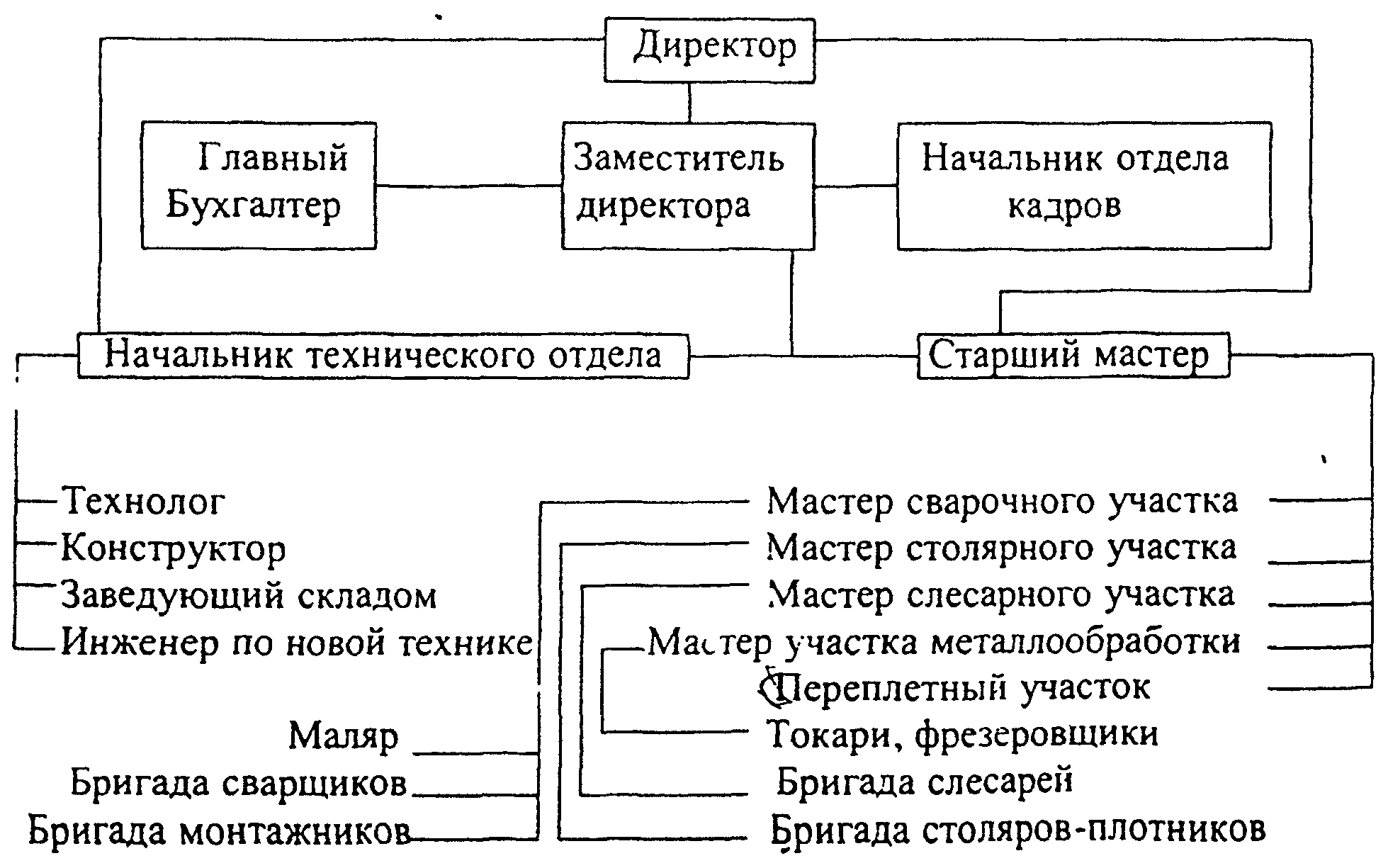
Система управления.
Систему управления цехами можно представить в виде следующей схемы.
Cебестоимость продукции, ее структура.
Cсебестоимость - это денежное выражение затрат производственных факторов, необходимых для осуществления предприятием производственной и коммерческой деятельности связанной с выпуском и реализацией продукции и оказанием услуг, то есть все то , во что обходится предприятию производство реализацию продукта ( продукции).
Себестоимости на предприятии в целом и включает в себя пять основных групп расходов:
материальные затраты;
Сырье и материалы ( стальной прокат)
Покупные комплектующие изделия и услуги кооперированных предприятий
Возвратные отходы (вычитаются )
Топливо для технологических целей (уголь).
Смазочные материалы.
Энергия для технологических целей (электроэнергия).
Затраты на оплату труда;
Основная заработная плата производственных рабочих.
Дополнительная заработная плата производственных рабочих.
отчисления на социальные нужды;
Отчисления на социальное страхование.
амортизация основных фондов;
Расходы по содержанию и эксплуатации оборудования.
прочие затраты.
Цеховые расходы.
Потери от брака (только производства ,где потери разрешены в пределах установленных норм).
-Прочие производственные расходы.
Система заработной платы в цехе.
Сдельная –форма заработной платы, при которой заработок зависит от количества произведенных единиц продукции с учетом их качества , сложности и условий труда. При сдельной форме заработок работника определяется по сдельным расценкам (исходя из норм времени или выработки ) на единицу продукции. При сдельной оплате труда расценки определяются исходя из установленных разрядов работы, тарифных ставок (окладов) и норм выработки (норм времени). Сдельная расценка определяется путем деления часовой (дневной) тарифной ставки, соответствующей разряду выполняемой работы, на часовую (дневную) норму выработки.
Повременная - форма заработной платы, при которой заработная плата зависит от количества затраченного времени (фактически отработанного) с учетом квалификации работника и условий труда. При повременной оплате работникам устанавливаются нормированные задания. Для выполнения отдельных функций и объемов работ могут быть установлены нормы обслуживания или нормы численности работников. При повременной форме заработок работника определяется по тарифной ставке или по окладу за фактически отработанное время.
Расчеты с работниками за месяц оформляются путем составления
расчетно - платежных ведомостей. Расчетно - платежная ведомость имеет следующие показатели:
Номер по порядку
Ф.И.0. работника
Зарплата начисленная. Премия
Прочие выплаты
Количество минимумов
Подоходный налог
Удержания в Пенсионный фонд
Расчет показателей аналогичен расчетам по лицевому счету
Внизу ставится сумма прописью.
Ведомость подписывается руководителем предприятия и главным бухгалтером. На предприятии по сдельной системе зарплату получают токари, сварщики, слесари и монтажники, а главный бухгалтер, заведующий складом, технолог, каменщики получают зарплату по повременной системе оплаты труда.
Работ студента на рабочем месте. Технологические операции, применяемое оборудование.
Работа на заточном станке. Заточной станок состоит из электродвигателя, ременной передачи передающей вращение от электродвигателя к абразивным кругам и абразивных кругов.

Режущим инструментом на заточном станке являются абразивные шлифовальные круги.
Заточной станок применяется для заточки режущего инструмента: резцов, сверл, разверток, фрез и т. д.
Необходимые требования для работы на заточном станке.
К работе на заточном станке допускаются лица не моложе 18 лет, прошедшие предварительно медицинскую комиссию, прошедшие инструктаж по технике безопасности на рабочем месте, ознакомленные с устройством и обслуживанием используемого оборудования. Нарушившие правила техники безопасности и немедленно отстраняются от работы. Наиболее опасными являются вращающийся абразивный круг, выступающие конусы шпинделя и крепёжные детали.
2. Вращающиеся выступающие концы шпинделя и крепёжных деталей должны быть ограждены стальным защитным кожухом.
3. Абразивный круг заканчивается защитным кожухом с вырезом. Угол раскрытия выреза должен обеспечивать нормальную обработку детали и наименьшую опасность при разрыве круга.
4. Установка кругов на станке должна производиться только специально инструктированным наладчиком.
5. Перед установкой круг должен быть тщательно проверен на отсутствие трещин.
6. Круг диаметром 150 мм и более должен иметь отметки об испытании, порядковый номер и подпись ответственного за испытание.
7. При установке на станок круг должен быть выверен на биение.
8. Диаметр отверстия круга должен превышать диаметр шпинделя на 0,1 -1,5мм
9. Перед началом работы круг установленный на станок должен быть подвергнут вращению вхолостую 2-5 минут.
10. Все работы на заточном станке выполняются в спецодежде, застегнув или обхватив широкой резинкой обшлаг рукавов
11. Если станок не имеет предохранительного устройства (прозрачного экрана), тo paботать необходимо в защитных очках
Перед началом работы.
1. Привести в порядок рабочую одежду: застегнуть обшлаг рукавов, заправить одежду так, чтобы не было развивающихся концов. Убрать волосы под плотно облегающий головной убор
2. Убедитесь в исправности круга, надежности станка и пылевсасывающего устройства (внешний осмотр).
3. Не приступайте к работе при отсутствии защитного кожуха.
4. Не приступайте к работе без защитного экрана или очков.
5. Проверите отсутствие на абразивном круге трещин, выбоин, неравномерной обработки.
6. Проверите наличие прокладок между зажимными фланцами и кругом. (прокладки должны перекрывать всю зажимную поверхность фланцев и выступать наружу на 3 - 5 мм) подтянуты ли гайки (гайки затягивать только гаечным ключом, нельзя применять добавочное приспособление и ударный инструмент).
7. Проверить исправность подручников, зазор между подручником и кругом должен быть не более 3 мм
8. Проверить исправность ограждений круга и ременной передачи.
9. Проверить биение круга.
10. Проверить исправность заземляющих устройств.
11. Проверить исправность подножной деревянной решетки.
12. Запрещается работать на неисправном или не имеющем защитных ограждений станке.
13. Запрещайся самостоятельно устанавливать круги на станок.
14. Убедиться в том, что кpyг закреплён и не соприкасается с кожухом (вращая круг вручную).
15. Проверить исправность приспособлений.
16. При отсутствии машинной вентиляции запрещается работать без респираторов.
Во время работы.
1. Во время работы стоять сбоку относительно плоскости вращения круга.
2. Paботать можно только с прозрачным предохранительным экраном или в защитных очках.
3. Обрабатываемые детали подводить к кругу плавно, не допускать ударов и толчков детали о круг.
4. Работа боковыми (торцевыми) поверхностями кругов допускается только в том случае, если эти круги специально предназначены для этого.
Изготовление детали(цилиндрическая фреза).
Тело фрезы изготавливается на токарных станках, из инструментальной стали 40Х. Далее фрезеруется паз под пластинку и производится пайка пластинки. Затем деталь отдается в заточку (заточка пластинок твердых сплавов Т5К10). Заточка производится на станке 3Е642Е с использованием универсальной головки с электроприводом. Затем деталь шлифуется по диаметру в размер. Для шлифовки используется круг из карбида- кремния зеленого, зернистостью 25, твердостью СМ2. Для заточки по передней грани используется круг алмазный, в форме чаши. Одновременно со шлифованием выполняется выравнивание зубьев. Последней операцией является затыловка на наждаке К634. Это фреза предназначена для работы по наружным поверхностям.