

3 курс 2 семестр / темы для рефератов 1-5
.pdf
|
|
|
|
|
Логистика уборки отходов |
|
|
|
ПМ |
|
|
|
ППО |
|
|
КП |
|
1 |
Т1 |
ПС |
|
|
Т |
|
|
1 |
|
|
|
|
|
|
|
|
|
2 |
Т |
Т2 |
ИТ |
СОП |
Т1 |
ПС |
Т2 |
2 |
3 |
|
ПОТ |
|
|
|
ПОТ |
|
3 |
|
|
|
СМ |
ПР |
СГП |
|
|
|
4 |
|
РЛТ |
|
|
|
РЛТ |
|
4 |
|
|
Т2 |
|
|
Т1 |
|
|
|
5 |
Т1 |
ТС |
Производственная логистика |
ТС |
Т2 |
5 |
||
|
|
Логистика снабжения |
|
Логистика распределения и сбыта |
|
|||
|
|
Деловая логистика промышленного предприятия |
|
|
||||
Рис. 1.2. Комплексная система деловой логистики промышленного предприятия-
изготовителя товаров ИТ (ПМ – поставщики материалов, ПР – производство,
КП – конечные потребители, остальные обозначения – в тексте)
Каждый грузопоток материалов и комплектующих изделий начинается на скла-
де готовой продукции предприятий ПМ, а заканчивается на складе сырья, ма-
териалов и комплектующих изделий СМК предприятия ИТ. Однако, возможны многочисленные варианты этих логистических цепей поставки материалов и ком-
плектующих изделий, из которых работниками службы логистики снабжения должны быть выбраны наиболее эффективные (прямые поставки, через перева-
лочные склады ПС, через предприятия оптовой торговли ПОТ, через региональ-
ные логистические терминалы РЛТ, через таможенные склады ТС из-за рубежа и т.д.).
21
Здесь под логистической цепью подразумевается упорядоченная последова-
тельность транспортных и складских предприятий, через которую проходит гру-
зопоток от пункта отправления до пункта назначения.
Характер логистических цепей поставки материалов и комплектующих изделий может быть различным, как показано на рис. 1.2. Возможны и другие варианты логистических цепей поставки материалов и комплектующих изделий на пред-
приятие ИТ, по разным сочетаниям видов транспорта, промежуточных складов и предприятий-посредников. В действительности грузопотоки материалов и ком-
плектующих изделий на своем пути от изготовителя до потребителя иногда про-
ходят через 7…8 складов разного типа и назначения и транспортируются двумя-
тремя видами транспорта.
Производственная логистика промышленного предприятия включает внутри-
заводскую многооборотную тару, общезаводские и цеховые склады, промышлен-
ный транспорт. Это - комплексная система планирования, организации и осуще-
ствления внутризаводских грузопотоков сырья, материалов, комплектующих из-
делий, полуфабрикатов, готовых изделий и продукции, включающая технические средства механизации и автоматизации погрузочно-разгрузочных, транспортных и складских (ПРТС) работ в основном технологическом процессе производства промышленного предприятия, управление этими грузопотоками, их инженерно-
экономическое, информационное, юридическое и финансовое обеспечение.
Производственная логистика строительных предприятий занимается органи-
зацией эффективных грузопотоков строительных материалов, изделий, приспо-
соблений и устройств, используемых при строительстве объектов, зданий и со-
оружений, со складских баз производственно-технической комплектации на стро-
ительные площадки.
Производственная логистика предприятия оптовой торговли представляет со-
бой комплексную систему организации эффективных грузопотоков на складах этого предприятия.
22
Далее здесь рассматривается более подробно производственная логистика только промышленных предприятий, как наиболее общий и сложный вид произ-
водственной логистики.
Система производственной логистики организуется и действует на промыш-
ленном предприятии во взаимосвязях с другими подсистемами деловой логистики предприятия.
С логистикой материально-технического снабжения производственная логи-
стика взаимодействует через отдел снабжения предприятия, склады сырья, мате-
риалов и комплектующих изделий, заводскую многооборотную тару, внутриза-
водской транспорт.
С логистикой распределения и сбыта готовой продукции производственная ло-
гистика взаимодействует через отделы сбыта, маркетинга, склад готовой про-
дукции, заводскую многооборотную тару, внутризаводской транспорт.
С логистикой сбора и переработки отходов производства производственная ло-
гистика взаимодействует через технологию сбора отходов (по их видам), склады отходов и службу, занимающуюся этими вопросами на предприятии (на многих предприятиях пока нет такой специальной службы, ввиду недооценки важности этих проблем для самого предприятия, окружающего района и общества), внут-
ризаводской транспорт и тару.
Во всех этих случаях взаимодействие практически представляет собой передачу материальных и информационных потоков между подсистемами логистики. При этом отделы и службы завода обеспечивают взаимную передачу информации, а
склады и транспорт – передачу как материальных, так и (частично) –ин-
формационных потоков.
Подсистема производственной логистики строится на основе общей методологии деловой логистики, изложенной в предыдущем параграфе (структура, этапы, системный подход, цель,
компоненты, функционирование, взаимодействие с внешней средой, основные принципы по-
строения и работы).
Общая структура производственной логистики и схема ее взаимодействия с ад-
министрацией предприятия и другими подсистемами деловой логистики показана
на рис. 1.3.
23

Анализируя эту схему, необходимо отметить, что производственная логи- |
||||
стика входит в комплекс основной технологии производства, хотя и взаимодей- |
||||
ствует с администрацией предприятия, логистикой материально-технического |
||||
снабжения, логистикой распределения и сбыта. Поэтому неправильно отделять |
||||
транспорт и складское хозяйство предприятий от основного производства и отно- |
||||
сить их к некоторым «вспомогательным» службам завода. |
|
|||
|
Администрация |
|
|
|
|
завода |
|
|
|
Логистика |
|
|
Логистика |
|
материально- |
Производственная |
распределения и |
||
технического |
логистика |
|
сбыта готовой |
|
снабжения |
|
|
продукции |
|
Производство |
|
|
|
|
Грузы и |
Внутризавод- |
Заводские |
Информация |
|
грузопо- |
ской |
склады |
|
и |
токи |
транспорт |
|
|
управление |
Материалы |
Жел.дорожный |
Материалов и |
Банки данных |
|
Комплектую- |
|
компл.изделий |
|
|
щие изделия |
Автомобильный |
Заготовок |
|
Учет работы |
|
|
|
|
Проектиров. |
Заготовки |
Погрузчики |
Полуфабрикатов |
грузопотоков |
|
|
|
Изделий собств. |
Организация |
|
Полуфабрикаты |
Тележки |
производства |
производства |
|
Вспомогатель- |
Конвейеры |
Готовой |
|
Юридическое |
ные материалы |
напольные |
продукции |
обеспечение |
|
Готовая |
Подвесной |
Вспомогательных |
Финансовое |
|
продукция |
транспорт |
материалов и |
обеспечение |
|
|
|
инструмента |
Организацион- |
|
Изделия собст- |
Транспортные |
|
|
но-техническая |
венного произ- |
роботы. |
|
|
документация |
водства |
|
|
|
|
Многооборот- |
|
|
|
Методы |
ная тара |
|
|
|
расчетов |
|
|
|
|
24 |
Рис.1.3. Структурная схема производственной логистики промышленного предприятия и ее взаимосвязей с другими подсистемами деловой логистики
Общим вопросом для всех видов производств является применение многообо-
ротной транспортно-производственной тары, которая используется для внутриза-
водских транспортировок грузов между производственными участками, складами и цехами.
Внутризаводские и внутрицеховые грузопотоки наиболее эффективно могут быть организованы на основе принципов логистики. Система производственной логистики, ее построение и функционирование тесно связаны с основным техно-
логическим процессом производства, управлением и организацией производства,
так что бывает трудно установить границу, где кончаются организация и плани-
рование производства и начинается производственная логистика.
В частности, в производственной логистике большая роль отводится процессам своевременно-
го снабжения производства всеми необходимыми материалами, заготовками, полуфабрикатами,
комплектующими изделиями.
Зарубежными специалистами разработано и внедрено в практику несколько сис-
тем управления этими процессами, правильная организация которых обеспечи-
вает высокую эффективность производства и низкую себестоимость продукции.
Ктаким системам относятся следующие:
-ППМ-1 - планирование потребностей в материалах (в английской термино-
логии MRP-1 - material requirement planning);
-ППМ-2 - планирование производственных мощностей (в английской терми-
нологии MRP-2 – Manufacturing Resources Planning);
-Канбан – Система планирования и организации производства на основе кар-
точек заказа («канбан» – по-японски обозначает «карточка»).
Система ППМ-1 периодически производит анализ графика производства про-
дукции, определяет, какие и в каких количествах необходимы материалы для производственного процесса, выдает рекомендации по изменению запасов мате-
риалов и заказам дополнительного количества материалов, корректировке гра-
25
фика производственного процесса.
Основные недостатки системы ППМ-1 состоят в том, что она не работает в реаль-
ном времени (расчеты делаются периодически, например один раз в неделю), не прогнозирует потребность в продукции и не корректирует в соответствии с этими потребностями рынка производственный процесс.
Система управления и организации производства ППМ-2 включает в себя как составную часть систему планирования потребности в материалах ППМ-1. Она работает в режиме реального времени, моделирует потребности в материалах, за-
готовках, полуфабрикатах, комплектующих изделиях на всех стадиях производст-
венного процесса. Система может заранее выявить возможность дефицита мате-
риалов и внести предложения по корректировке не только поставок материалов,
но и производственного процесса. Важным ее преимуществом является то, что система ППМ-2 во всех своих расчетах исходит из потребностей рынка в готовой продукции предприятия. Таким образом, информация, выдаваемая системой ППМ-2, может служить входными данными для инженерных и экономических служб по планированию производства, составления финансовых планов, выра-
ботки ценовой политики. Все эти прогнозы и расчеты выполняются очень быстро с использованием компьютеров.
Система "Канбан" относится к методам организации производства "тянущего"
типа, при которых последующие участки по технологическому процессу "вытяги-
вают" на себя из предыдущих участков только нужное им количество заготовок,
полуфабрикатов, в нужный момент. В отличие от этих систем традиционная сис-
тема управления "толкающего" типа проталкивает с предыдущих участков на по-
следующие участки по ходу технологического процесса заготовки и полуфабри-
каты в своем производственном ритме независимо от состояния производства на последующих участках. Особенности и различия систем управления "толкаю-
щего" и "тянущего" типов пояснены на рис. 1.4.
26
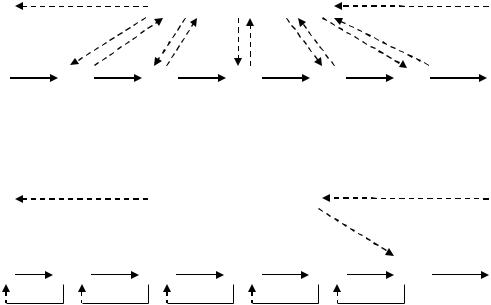
Система распределения и сбыта 8 передает в администрацию предприятия 1
потребности рынка в продукции предприятия.
Далее при традиционной "толкающей" системе управления производством
администрация для каждого этапа технологического процесса производства вырабатывает командные решения в соответствии с ранее составленным графиком производства (потоки 1
- 3, 1 - 4, 1 – 5, 1 - 6, 1 - 7) и получает от них сообщения о выполнении этих команд (потоки информации 1 - 1, 5 - 1, 6 - 1, 7 - 1). Одновременно последовательно передаются с предыдущих участков на последующие по ходу технологического процесса: материалы (грузопоток 3 - 4),
заготовки (грузопоток 4 - 5), полуфабрикаты (грузопотоки 5 - 6, 6 - 7) и готовая продукция
(грузопоток 7 - 8).
а)
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
8 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
4 |
|
5 |
|
6 |
|
|
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
б)
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
4 |
|
5 |
|
|
6 |
|
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 1.4. Системы управления производственно-транспортными процессами “толкающего” (а) и “тянущего” (б) типов:
 материальные потоки
материальные потоки  информационные потоки 1 – администрация предприятия; 2 – система снабжения; 3 – склад материалов
информационные потоки 1 – администрация предприятия; 2 – система снабжения; 3 – склад материалов
на предприятии; 4 – заготовительные цехи; 5 – обрабатывающие цехи; 6 – сборочный цех; 7 – склад готовой продукции предприятия; 8 –система распределения и сбыта
27

При "тянущей" системе управления производством (рис. 1.4 б) администрация
1 выдает только командное решение о производстве нужного для потребителей количества готовой продукции на конечный участок производственного процесса
7 (поток информации 1 – 7), после чего каждый производственный участок зака-
зывает на предыдущем производственном участке нужное ему для производства число полуфабрикатов (потоки заказов 7 - 6 и 6 - 5), заготовок (поток заказов 5 -
4) и материалов (потоки заказов 4 – 3 и 3 - 2). В результате каждый производст-
венный участок получает только нужное количество заготовок, полуфабрикатов,
готовых деталей в нужный момент своего технологического процесса, а на склад готовой продукции поступает затребованное потребителями количество готовой продукции (грузопоток 6 - 7), которое и передается складом в систему распреде-
ления и сбыта готовой продукции (грузопоток 7 - 8).
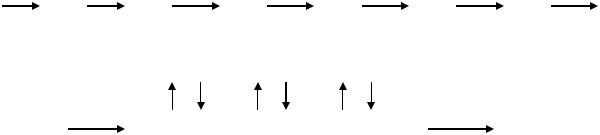
Система управления производством "тянущего" типа "Канбан" была разработа-
на японскими специалистами в начале 1970-х г.г. Сущность этой системы пояс-
няется с помощью схемы, показанной на рис. 1.5. Каждый из производственных участков ПУ-1 и ПУ-2 работает в своем производственном ритме, поэтому между ними обязательно должен быть промежуточный склад С, который сглаживает не-
равномерности работы этих производственных участков, взаимодействующих друг с другом. Их непосредственное взаимодействие заменено здесь взаимодей-
ствием через промежуточный склад.
|
|
|
|
|
|
|
НКП |
|
|
|
|
|
НКЗ |
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
7 |
|
6 |
8 |
||||
|
|
|
|
|
|
|
|
|
ПУ-1 |
|
|
|
|
|
|
ПУ-2 |
|
|
|
|
|
С |
5 |
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
1 |
|
|
Рис. 1.5. Схема организации внутризаводских перевозок по методу «Канбан»
ПУ-1, ПУ-2 – производственные участки; С – производственный склад; НКЗ
– накопитель карточек заказов заготовок; НКП – накопитель карточек полу-
28
чения заготовок; 1,2,5 – грузопотоки порожних поддонов с карточками заказов; 3 – поток поддонов, груженых заказанными заготовками, с карточками заказа; 6 – поток поддонов, груженых заказанными заготовками, с карточками получения; 7 – передача отработанных карточек заказов; 4,8 – передача карточек получения
Грузопотоки заготовок и движения сопровождающих их карточек реализуются
спомощью следующих технологических операций:
1- пустые (освободившиеся) ящичные поддоны с вложенными в их карман карточками заказа требуемого количества заготовок передаются (электропогруз-
чиком или по приводному роликовому конвейеру) с ПУ-2 на склад С; здесь заказ на заготовки фиксируют;
2 - пустые ящичные поддоны с вложенными в их карманы карточками заказа заготовок передаются со склада С на производственный участок ПУ-1;
3- заполненные ящичные поддоны с заказанными заготовками и с вложенными в их карманы карточками заказа передаются с участка ПУ-1 на промежуточный склад С; здесь заказанные заготовки временно хранятся в ожидании их отправки на участок ПУ-2;
4- с участка ПУ-2 на промежуточный склад С поступают карточки получения заготовок; к этому моменту операция 3 уже должна быть выполнена (заказанные заготовки уже должны быть доставлены с участка ПУ-1);
5- фиксируют наличие заказанных заготовок на складе С; из поддона с заказан-
ными заготовками вынимают карточку заказа и в него вкладывают карточку по-
лучения участком ПУ-2 заказанных заготовок;
6- ящичный поддон, заполненный заказанными заготовками, с вложенной в не-
го карточкой получения заготовок передается с промежуточного склада С на уча-
сток ПУ-2; 7 - освободившуюся карточку заказа передают в накопитель НКЗ для после-
дующего контроля и учета;
8 - после прибытия заказанных заготовок на участок ПУ-2 карточку взятия
(получения) заготовок вынимают из поддона и передают в накопитель НКП для последующего учета и контроля.
29
Передачи порожних и груженых поддонов между участками ПУ-1 и ПУ-2 и
складом С могут осуществляться электропогрузчиками или приводными ролико-
выми конвейерами.
Система управления управления производственно-транспортным процессом
"Канбан" позволяет сократить межоперационные запасы материалов, вмести-
мость, размеры и стоимость производственных складов и площадей;
незавершенное производство, производственный цикл и себестоимость изготов-
ления продукции, ускорить оборачиваемость денежных средств, увеличить про-
изводственную мощность без расширения площадей.
Система "Канбан" может быть реализована с применением двух основных компо-
новок, показанных на рис. 1.6.
а)
|
С-1 |
|
ПУ-1 |
|
|
|
С-2 |
|
|
|
|
|
|
|
С-3 |
|
|
|||
|
|
|
|
|
|
|
|
ПУ-2 |
|
|
|
ПУ-3 |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
б) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
ПУ-3 |
|
|
ПУ-3 |
|
|
|
ПУ-3 |
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
С |
к л а |
д |
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис.1.6. Производственные логистические цепи, работающие по методу
«Канбан», с локальными технологическими складами (а) и с центральным технологическим складом (б)
Во всех случаях заводские склады рекомендуется укрупнять, так как крупный склад всегда будет иметь лучшие технико-экономические показатели по сравне-
нию с несколькими мелкими складами той же суммарной вместимости.
Логистика распределения и сбыта готовой продукции предприятия – это сис-
тема планирования, организации и действия товаропроводящей сети и каналов распределения и сбыта готовой продукции промышленного предприятия, которая может включать технические средства транспортирования, перегрузок, складиро-
30