

Разработка маршрута обработки основных поверхностей детали
Для корпуса шпинделя сновной поверхностью является поверхность, к которой предъявляются требования:
IT<9,
Ra<3,2;
1) Наружная поверхность корпуса Ø90h6;
Заготовка IT 14, Ra25
Точение черновое IT12, Ra 6,3
Точение получистовое IT 11, Ra 3.2
Точение чистовое IT 8, Ra3.2
Точение тонкое IT 6, Ra1.6
2)Внутренняя поверхность Ø72Н6.
Заготовка -
Сверление IT12, Ra 20
Точение черновое IT11, Ra 6.3
Точение чистовое IT 8, Ra3.2
Точение тонкое IT 6, Ra1.6
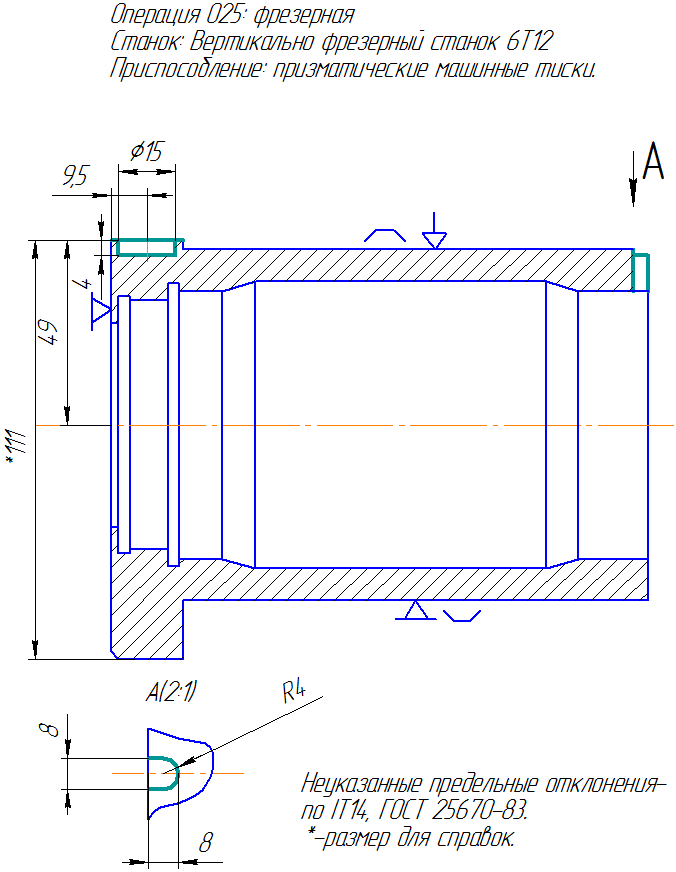
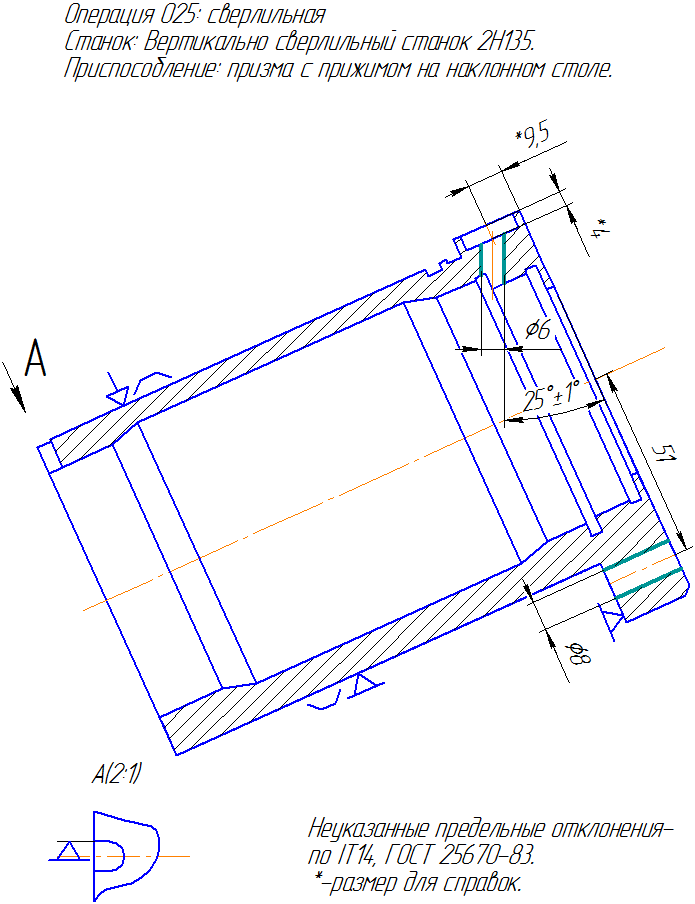
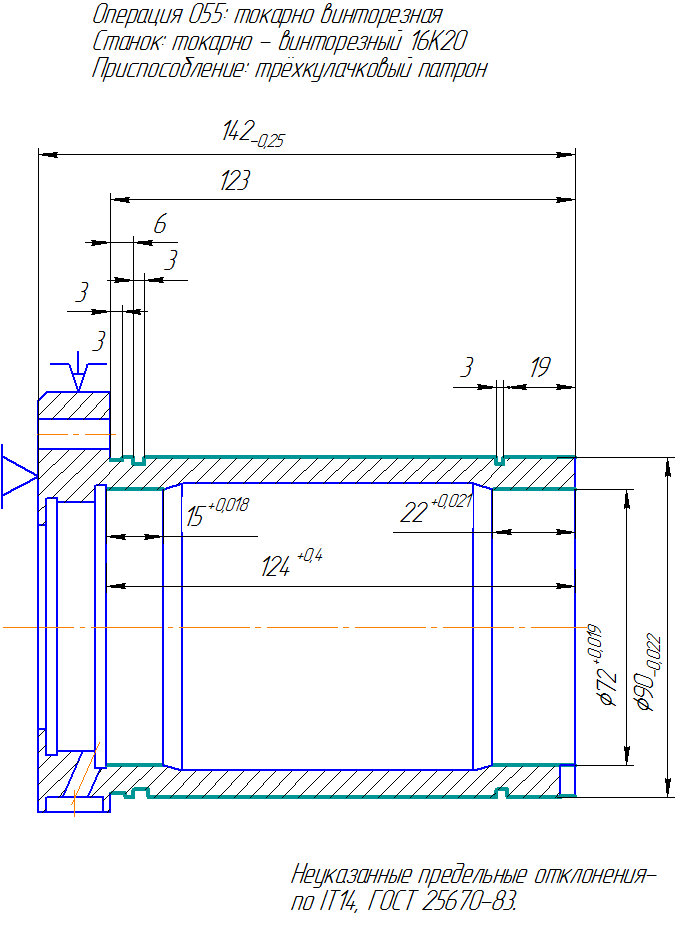
Выбор баз, составление маршрута обработки выбор типов оборудования. Оформление маршрутной карты технологического процесса. Графическое оформление маршрутных эскизов.
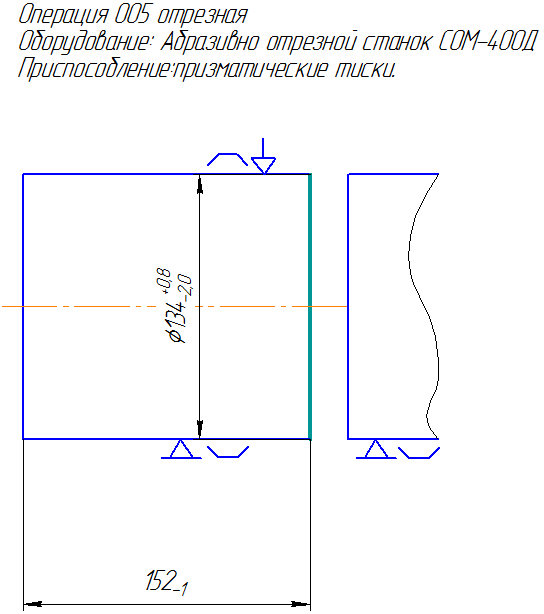
На этом этапе мы получаем исходную заготовку. За базу принимается наружная цилиндрическая поверхность 136(IT14).
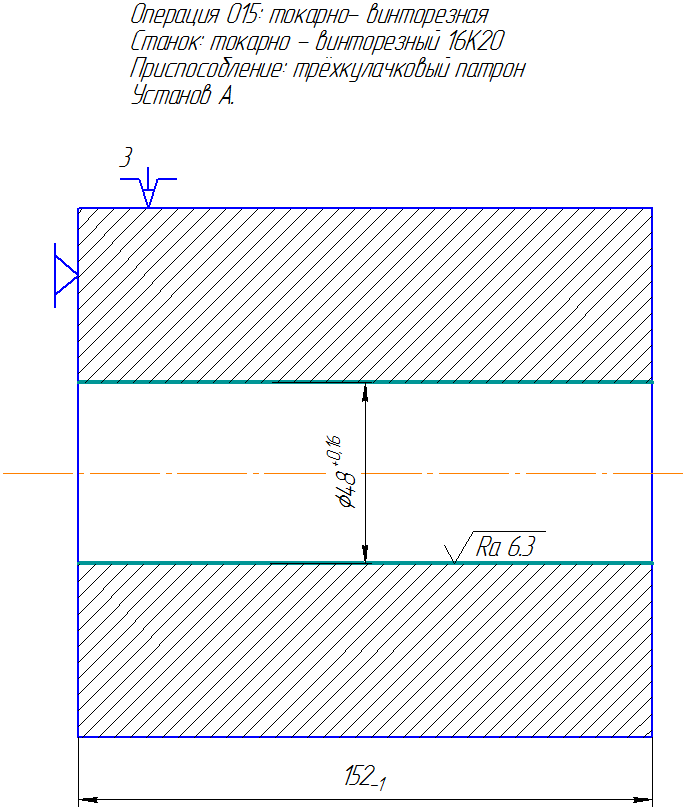
За базу принимается наружная цилиндрическая поверхность 136(IT14) и торец заготовки.
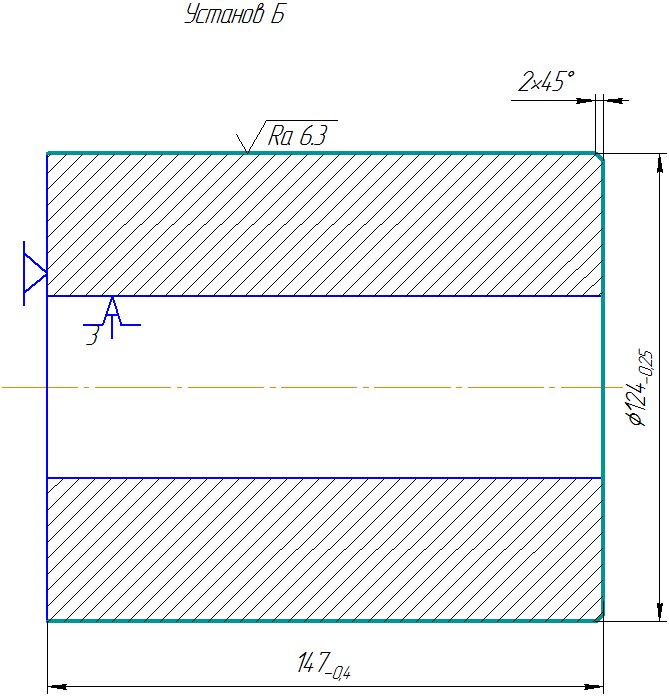
За
базу принимается внутренняя цилиндрическая
поверхность 48(IT12)
и торец заготовки.
За базу принимается наружная цилиндрическая поверхность 124(IT11) и торец заготовки.
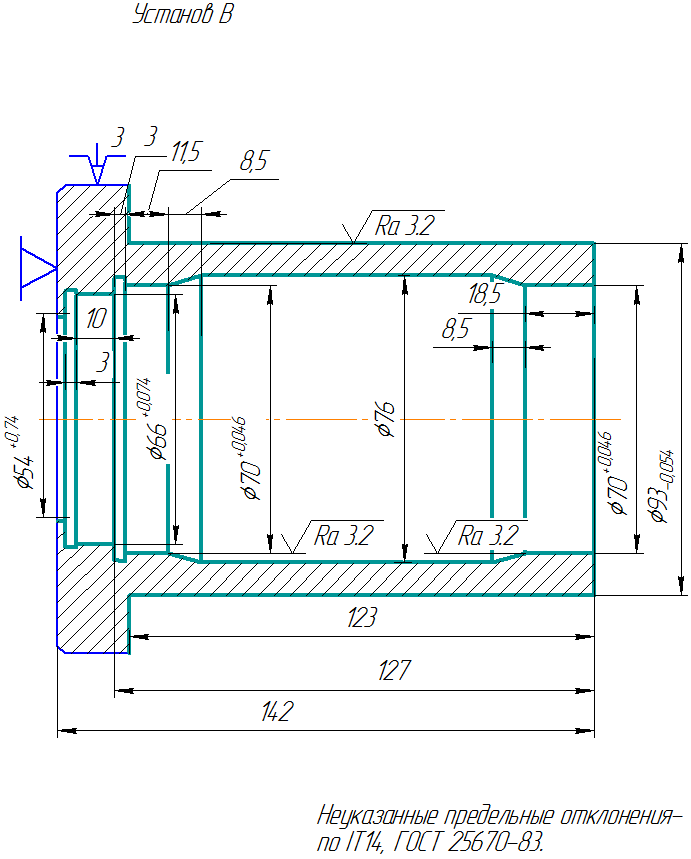
За базу принимается наружная цилиндрическая поверхность 93(IT8) и торец заготовки.
За базу принимается наружная цилиндрическая поверхность 93(IT8) и торец заготовки.
За базу принимается наружная цилиндрическая поверхность 124(IT11) и торец заготовки.
Расчёт припусков на обработку и составление расчётной таблицы. Оформление эскиза заготовки.
|
Маршрут обработки поверхности Ø45d9 |
Элементы припуска, мкм |
Расчетный припуск 2zmin, мкм |
Допуск на изготовление Td, мкм |
Принятые размеры, мм |
Принятые припуски, мкм | |||||||||||||||||
|
Rz |
h |
∆∑ |
ε |
|
|
dmin |
dmax |
2zmin |
2zmax | |||||||||||||
|
Качество проката после правки |
200 |
354 |
- |
- |
1000 |
|
|
- |
- | |||||||||||||
|
Точение черновое |
6.3 |
60 |
17.7 |
- |
1108 |
400 |
90.28 |
90.68 |
1110 |
1260 | ||||||||||||
|
Точение получистовое |
3.2 |
30 |
0.89 |
- |
168 |
250 |
90.11 |
90.36 |
170 |
370 | ||||||||||||
|
Точение чистовое |
3.2 |
10 |
0.045 |
- |
66.5 |
54 |
90.04 |
90.10 |
70 |
100 | ||||||||||||
|
Точение тонкое |
1.6 |
- |
- |
- |
26.4 |
22 |
89.98 |
90 |
60 |
- | ||||||||||||
Точность и качество поверхности после отрезки проката определяются по таблицам справочника технолога-машиностроителя. При отрезке на абразивно-отрезном станке квалитет получаемой поверхности IT13 и Rz+h=200 мкм
Минимальный двусторонний припуск при обработке наружных поверхностей:
2zi min = 2 ∙ (Rzi-1 + hi-1 + ΔΣ i-1 + εi), где
Rzi-1 – высота неровностей профиля на предшествующем переходе;
hi-1 – глубина дефектного поверхностного слоя на предшествующем переходе;
ΔΣ i-1 – суммарное отклонение расположения поверхности;
ε i– погрешность установки заготовки на выполняемом переходе.
Для стали после термической обработки при расчете припуска слагаемое h из формулы исключают. Отклонение расположения ΔΣ необходимо учитывать у заготовок под первый технологический переход.
ΔΣ
= ,
где
,
где
Δц – смещение оси заготовки в результате погрешности центрирования, мкм;
Δ∑к – общее отклонение оси детали от прямолинейности (кривизна)
Δц
= 0.25∙ ,
где
,
где
Т – допуск на диаметральный размер базы заготовки, используемой при центрировании, мм.
Для поверхности Ø 134-1, используемой в качестве базы при отрезке заготовки Т = 1000 мкм.
Δц
= 0.25∙ ;Δц
= 0.354 мм = 354 мкм
;Δц
= 0.354 мм = 354 мкм
Δ∑к = Δк∙l, где
Δк – отклонение оси детали от прямолинейности на 1мм
Δ∑к = 0.1∙152 = 15.2 мкм
ΔΣ
= ;
;
ΔΣ = 354 мкм = 0.354 мм
Точение черновое
Квалитет: 12
Rа = 6.3 мкм;
h = 60 мкм
Суммарное отклонение расположения поверхности определим как остаточное отклонение после выполнения обработки по приближенной формуле:
ΔΣ = Δост = Ку ∙ ΔΣ, где
Ку – коэффициент уточнения (Ку = 0,05).
ΔΣ = 0.05∙354=17.7 (мкм)
2zi min = 2 ∙ (200 +0+ 354)=1108 (мкм)
Точение получистовое
Квалитет: 11
Rа = 3.2 мкм;
h = 30 мкм
ΔΣ = 0.05∙17.7= 0.89(мкм)
2zi min = 2 ∙ (6.3+60+17.7) = 168 (мкм)
Точение чистовое
Квалитет: 8
Rа = 3.2 мкм;
h = 10 мкм
ΔΣ = 0.05∙0.89=0.045(мкм)
2zi min = 2 ∙ (3.2+30+0.045) = 66.5 (мкм)
Точение тонкое
Квалитет: 6
Rа = 1.6 мкм;
2zi min = 2 ∙ (3.2+10+0) = 26.4 (мкм)
Определение размеров после обработки.
Размеры, полученные после тонкого точения:
dmin i = 89.978 мм; dmax i = 90 мм
Размеры, полученные после чистового точения:
d'min i -1 = dmin i + 2zi min
d'min i -1 = 89.978 +0.0264 = 90.044 мм
d'max i -1 = d'min i -1 + Td i -1
d'max i -1 = 90.044 + 0.054 = 90.098 мм
Принимаем dmin i =90.04 мм; dmax i = 90.10 мм;
Размеры, полученные после получистового точения:
d'min i -1 = dmin i + 2zi min
d'min i -1 = 90.04+0.0665 =90.1065 мм
d'max i -1 = d'min i -1 + Td i -1
d'max i -1 = 90.1065+0.25 = 90.3565 мм
Принимаем dmin i =90.11 мм; dmax i = 90.36 мм;
Размеры, полученные после чернового точения:
d'min i -1 = dmin i + 2zi min
d'min i -1 = 90.11+0.168 = 90.278 мм
d'max i -1 = d'min i -1 + Td i -1
d'max i -1 = 90.278+0.4 = 90.678
Принимаем dmin i =90.28 мм; dmax i = 90.68 мм;
С учетом принятых размеров пересчитаем 2zi min и 2zi max на этапах обработки.
Точение тонкое
2zi min= dmin i-1 - dmin i
2zi min=90.04-89.98 =0.06 мм
Точение чистовое
2zi min= dmin i-1 - dmin i
2zi min=90.11-90.04=0.07 мм
2zi max = 2zi min + Td i - Td i+1
2zi max = 0.07+0.054-0.022 = 0.102 мм
Точение получистовое
2zi min= dmin i-1 - dmin i
2zi min= 90.28-90.11 = 0.17 мм
2zi max = 2zi min + Td i - Td i+1
2zi max = 0.17+0.25-0.054 = 0.366 мм
Точение черновое
2zi max = 2zi min + Td i - Td i+1
2zi max = 1.108+0.4-0.25 = 1.258 мм