28. Устройства для автоматической смены инструмента в рос(рабочий орган станка).
Автоматический обмен инструментов между накопителем инструментов и станком осуществляется устройством автоматической смены инструмента (УАСИ). Устройства конструктивно исполняются в различных вариантах, которые подразделяются на 2 группы:
УАСИ без автооператора;
УАСИ с автооператором.
При этом конструировании решаются следующие вопросы:
Как конструктивно выполнит орган, содержащий запас инструментов на данную деталь?
Как перезагрузить инструмент из магазина в РОС и обратно?
Как закрепить инструмент в РОС?
Требования к УАСИ:
Быстродействие. Подготовительные движения должны выполнятся во время работы станка.
Надежность.
Общее число движений в цикле смены инструментов должно быть минимальным.
Смену инструмента желательно производить в любом положении шпинделя бабки, не уводя ее из рабочего положения.
Простота обслуживания при ремонте УАСИ.
Требования к магазинам:
Достаточная емкость для обработки типичной детали.
Простота и компактность, малая металлоемкость (вес).
Магазин не должен мешать движениям заготовок, рабочим движениям инструмента, наладке станка, не загрязняться → располагать его надо подальше от рабочей зоны.
Должен быть легкий, удобный, безопасный доступ к магазину наладчику и оператору, особенно, если инструменты тяжелые.
Вибрации от движений магазина не должны передаваться на рабочие органы станка.
Легкость перемещения.
29. Инструментальные магазины.
Инструментальные магазины выполняются в виде отдельного устройства станков и предназначены для хранения значительного числа инструментов (до 150 единиц и более).
Конструктивное выполнение магазинов различно.
Требования к магазинам:
Достаточная емкость для обработки типичной детали.
Простота и компактность, малая металлоемкость (вес).
Магазин не должен мешать движениям заготовок, рабочим движениям инструмента, наладке станка, не загрязняться → располагать его надо подальше от рабочей зоны.
Должен быть легкий, удобный, безопасный доступ к магазину наладчику и оператору, особенно, если инструменты тяжелые.
Вибрации от движений магазина не должны передаваться на рабочие органы станка.
Легкость перемещения.
Магазины могут располагаться:
На рабочих органах станка;
Подвижных (бабках, суппортах, столах);
Неподвижных (станинах);
На специальных стойках и станинах рядом со станком;
Они могут быть: подвижными (для подвода нужных инструментов в зону перезагрузки в РОС); неподвижными (автооператор подходит к нужной ячейке магазина).
Постоянными – один магазин на станке;
Сменными – для быстрой замены всего комплекта инструмента;
С заменой инструмента в гнездах поодиночке;
С заменой инструмента кассетами.
По конструкции магазины бывают:
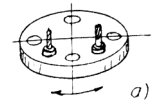
дисковые;
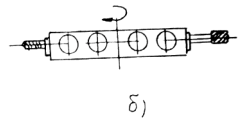
барабанные;
барабанные + кассетные;
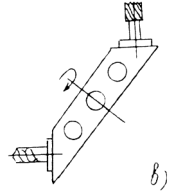
цепные (любой конфигурации цепи);
стеллажные – ячейка имеет определенные координаты.
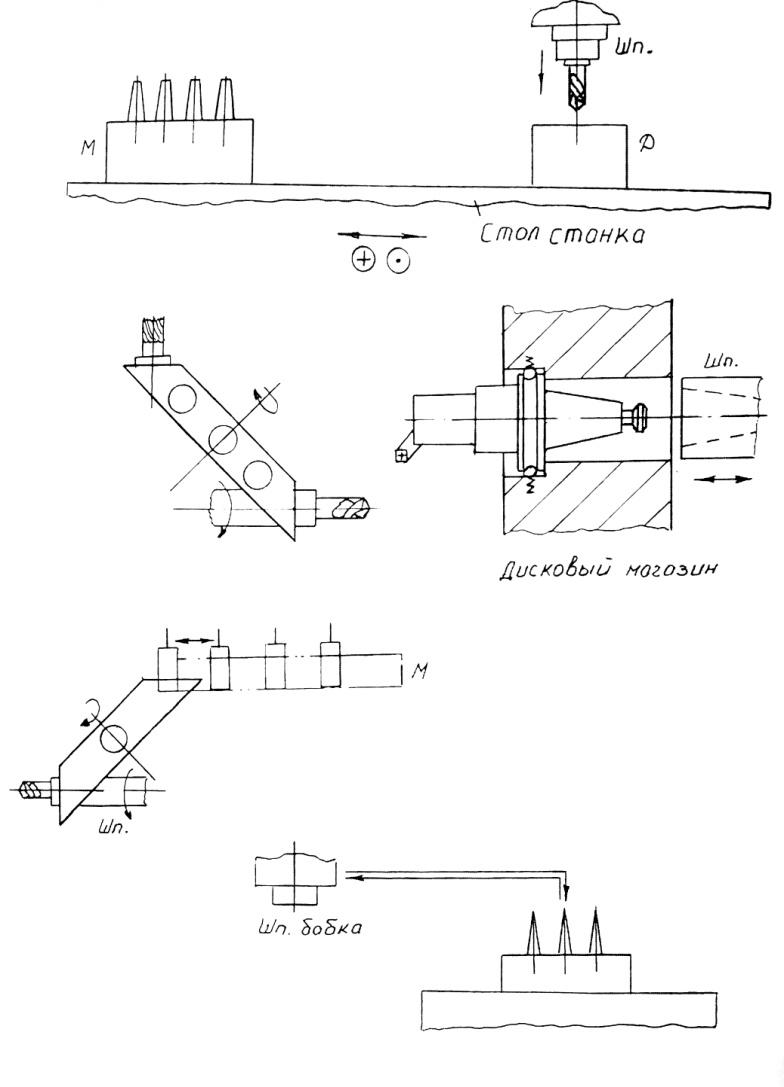
Рис. (рис. 29)
(1 – 3) магазины поворотного типа.
Дисковые магазины служат для накопления сравнительно небольшого количества инструментов (до 30 шт.).
Барабанные магазины имеют большую емкость.
Цилиндрические магазины – инструменты устанавливаются в гнездах по образующим цилиндрического корпуса.
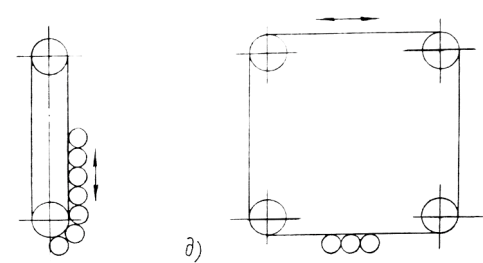
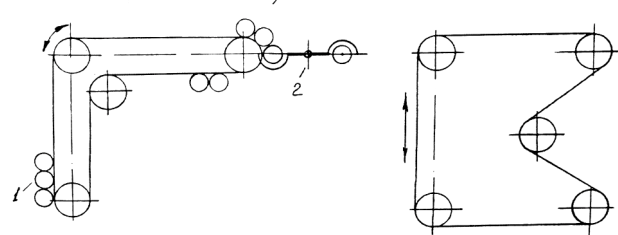
Магазины цепного типа (рис. д 29) выполняются в виде цепного транспортера с определенным числом гнезд для инструментов. Шаг цепи – диаметр инструментов. Его длина – задана емкостью магазина. Цепной магазин можно расположить вертикально, горизонтально, наклонно. Придать магазину прямоугольную, квадратную, треугольную или сложную форму. Благодаря этому цепной магазин даже при большой емкости получается компактным.
Магазины стеллажного типа выполняются в виде вертикальной или горизонтальной плиты с определенным шагом продольных и поперечных рядов – гнезд. Этот тип магазина обладает наибольшей емкостью для размещения инструмента, но здесь сложный поиск инструмента. Обычно магазины стеллажного типа используют как магазины – склады инструмента. Магазины стеллажного типа (рис. 30) на столе станка. Стеллаж заходит в заданные координаты. Шпиндель ставит инструмент в магазин.