

2626
.pdfØ40H7, ØН12, Ø30h7 и т.д. Обратите внимание, что по обозначению сразу можно отличить, к чему оно относится к валу или к отверстию (для вала буквы строчные).
Повторим еще раз, что в ЕСДП нормируется одно отклонение (основное), а другое отклонение находится добавлением значения допуска к этому отклонению. (Если основное отклонение является нижним, т.е. выше нулевой линии, то верхнее получается добавлением допуска; а если основное отклонение является верхним, т.е. ниже нулевой линии, то допуск добавляется со знаком минус.)
Рассмотрение последовательности получения полей допусков в ЕСДП показывает только механизм образования этих полей. При пользовании этой системой не надо ни складывать, ни вычитать. В таблицах ГОСТ 25347-82 даны значения отклонений в зависимости от квалитета и основных отклонений, обозначенных всеми буквами на рис. 8. Для практического пользования в стандартах даются значения верхних и нижних отклонений для каждого интервала размеров и для условного обозначения поля допуска, которых значительно меньше, чем можно образовать из сочетаний допусков и основных отклонений.
Необходимо обратить внимание на то, что, в принципе, система ЕСДП так же как международная система ИСО допускает любое сочетание основных отклонений (букв) и квалитетов (цифр), но это скорее теоретическое положение. Такой огромный набор экономически не целесообразен, а технически в нем нет необходимости.
Посадки в системе отверстия и в системе вала
Посадки во всех системах образуются сочетанием полей допусков отверстия и вала.
После того, как Вы познакомились с рядами точности, можно привести более исчерпывающее определение понятию посадок в системе отверстия и в системе вала.
Посадками в системе отверстия называется система, в которой посадки с зазором, натягом и переходные для одного интервала размеров и одного ряда точности (квалитета, класса) образовываются всего одним полем допуска для отверстия и несколькими полями допусков валов, в том числе из соседних рядов точности.
Определение набора посадок в системе вала аналогично. Обозначение посадок состоит из написания этих полей допус-

ков обычно в виде простой дроби.
Запомните правило обозначения посадок, которое используется для всех видов посадок, а не только для гладких элементов деталей.
Поле допуска с внутренней сопрягаемой поверхностью (отверстие) всегда указывается в числителе, а поле допуска с внешней сопрягаемой поверхностью (вал)—в знаменателе.
Еще раз подчеркнем, что это относится не только к посадкам, которые мы сейчас рассматриваем, т.е. для гладких элементов деталей, но и для резьбы, для шпоночных и шлицевых соединений и т.д.
Пример обозначения по ЕСДП: 20 H 7 . Эта запись указыва- g6
ет, что в данной посадке при номинальном размере сопряжения, равном 20мм, поле допуска отверстия Н7 (основное отклонение Н, т.е. равно нулю, и допуск по 7 квалитету), а поле допуска вала g6 (основное отклонение g, и допуск по 6 квалитету).
Еще одна особенность, на которую необходимо обратить внимание при нормировании точности сопряжении, касается сочетаний квалитетов для отверстий и валов при образовании посадок. В рекомендуемых, а тем более предпочтительных посадках, как правило, дается больший допуск для отверстий (квалитет с большим числом), чем допуск вала. Это сделано опять же из экономических соображений. Для более грубых посадок обычно берутся одинаковые допуски (квалитеты).
Тема 7
НОРМИРОВАНИЕ, МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ ОТКЛОНЕНИЙ ФОРМЫ, РАСПОЛОЖЕНИЯ, ВОЛНИСТОСТИ И ШЕРОХОВАТОСТИ.
При анализе точности геометрических параметров деталей различают поверхности: номинальные (идеальные, не имеющие отклонений формы и размеров), форма которых задана чертежом, и реальные (действительные), которые ограничивают деталь, отделяя ее от окружающей среды. Реальные поверхности деталей получают в результате обработки или видоизменения при эксплуатации машин. Аналогично следует различать номинальный и реальный профиль, номинальное и реальное расположение поверхности (профи-
ля). Номинальное расположение поверхности определяется номинальными линейными и угловыми размерами между ними и базами или между рассматриваемыми поверхностями, если базы не даны. Реальное расположение поверхности (профиля) определяется действительными линейными и угловыми размерами. База — поверхность, линия, точка детали (или выполняющее ту же функцию их сочетание), определяющие одну из плоскостей или осей системы координат, по отношению к которой задается допуск расположения или определяется отклонение расположения. Профиль поверхности
— линия пересечения (или контур) поверхности с плоскостью или заданной поверхностью. Реальные поверхности и профили отличаются от номинальных.
Вследствие отклонений действительной формы от номинальной один размер в различных сечениях детали может быть различным (рис. 9). Размеры в поперечном сечении можно определить переменным радиусом R, отсчитываемым от геометрического центра О номинального сечения (рис. 9). Этот радиус называют текущим размером, т. е. размером, зависящим от положения осевой координаты х (сечения Б—Б) и угловой координаты φ точки, лежащей на измеряемой поверхности (φ1 — угловая координата радиуса R1). Отклонение R текущего размера R (при выбранном значении х) от номинального (постоянного) размера R0, можно выразить зависимостью
ΔR = R – R0 = f(φ), |
(16) |
где f(φ) —функция, характеризующая погрешность профиля (φ — полярный угол).
Контур поперечного сечения удовлетворяет условию замкнутости, следовательно,
f(φ + 2π) = f(φ), |
(17) |
т. е. функция имеет период 2π.
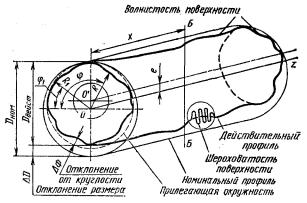
Рис. 9. Отклонения геометрических параметров различных порядков
Для анализа отклонений профиля контур сечения действительной поверхности можно характеризовать совокупностью гармонических составляющих отклонений профиля, определяемых спектрами фазовых углов и амплитуд, т. е. совокупностью отклонений с различными частотами. Для аналитического изображения действительного профиля (контура сечения) поверхности используют разложение функции погрешностей f(φ) в ряд Фурье.
Отклонения геометрических параметров можно классифицировать более укрупненно: отклонения собственно размера (ΔD на рис. 9) относят к отклонениям нулевого порядка, отклонения расположения поверхностей (е) — к отклонениям 1-го порядка; отклонения формы поверхности (ΔФ) — к отклонениям 2-го порядка; волнистость — к отклонениям 3-го порядка; шероховатость поверхности — к отклонениям 4-го порядка. Дальнейшее изложение материала основано на понятии фиксированных (постоянных) размеров.
Для получения оптимального качества изделий в общем случае необходимо нормировать и контролировать точность линейных
иугловых размеров, формы и расположения поверхностей деталей
исоставных частей, а также волнистость и шероховатость поверхностей деталей.
Система нормирования отклонений формы и расположения поверхностей деталей
Отклонения и допуски формы. Термины и определения, отно-
сящиеся к основным видам отклонений и допусков формы и расположения, установлены ГОСТ 24642—81 (СТ СЭВ 301—76). Под отклонением формы поверхности (или профиля) понимают отклонение формы реальной поверхности (реального профиля) от формы номинальной поверхности (номинального профиля). Шероховатость поверхности в отличие от волнистости не считают отклонением формы. В обоснованных случаях допускается нормировать отклонение формы, включая шероховатость поверхности, а волнистость нормировать отдельно (или нормировать часть отклонения формы без учета волнистости).
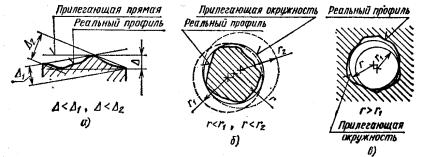
В основу нормирования и количественной оценки отклонений формы и расположения поверхностей положен принцип прилегающих прямых, поверхностей и профилей. Прилегающая прямая — прямая, соприкасающаяся с реальным профилем и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реального профиля в пределах нормируемого участка имело минимальное значение (рис. 10, а). Прилегающая окружность
— это окружность минимального диаметра, описанная вокруг реального профиля наружной поверхности вращения (рис. 10, б), или максимального диаметра, вписанная в реальный профиль внутренней поверхности вращения (рис. 10, в). Прилегающая плоскость — это плоскость, соприкасающаяся с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение. Прилегающий цилиндр — это цилиндр минимального диаметра, описанный вокруг реальной наружной поверхности, или максимального диаметра, вписанный в реальную внутреннюю поверхность.
Рис. 10. Прилегающие прямая (а) и окружности (б, в)
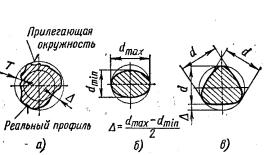
Рис. 11. Отклонения формы цилиндрических поверхностей в поперечном сечении
Прилегающие поверхности и профили соответствуют условиям сопряжения деталей при посадках с нулевым зазором. При измерении прилегающими поверхностями служат рабочие поверхности контрольных плит, интерференционных стекол, лекальных и поверочных линеек, калибров, контрольных оправок и т. п. Количественно отклонение формы оценивают наибольшим расстоянием от точек реальной поверхности (профиля) до прилегающей поверхности (профиля) по нормали к последней.
Приняты следующие буквенные обозначения: — отклонение формы или отклонение расположения поверхностей; Т — допуск формы или допуск расположения; L — длина нормируемого участка. Термины некруглость, неплоскостность и т.п. не рекомендованы.
Отклонения формы цилиндрических поверхностей. Отклонение от круглости — наибольшее расстояние от точек реального профиля до прилегающей окружности (рис. 11, а). Допуск круглости Т — наибольшее допускаемое значение отклонения от круглости. Поле допуска круглости — область на плоскости, перпендикулярной оси поверхности вращения или проходящей через центр сферы, ограниченная двумя концентрическими окружностями, отстоящими одна от другой на расстоянии, равном допуску круглости Т.
Частными видами отклонений от круглости являются овальность и огранка. Овальность — отклонение от круглости, при котором реальный профиль представляет собой овалообразную фигуру, наибольший и наименьший диаметры которой находятся во взаимно перпендикулярных направлениях (рис. 11, б). Огранка — отклонение от круглости, при котором реальный профиль представляет
собой многогранную фигуру. Огранка может быть с четным и нечетным числом граней. Огранка с нечетным числом граней характеризуется равенством размера d. (рис. 11, в). Овальность детали возникает, например, вследствие биения шпинделя токарного или шлифовального станка, дисбаланса детали и других причин. Появление огранки вызвано изменением положения мгновенного центра вращения детали, например, при бесцентровом шлифовании.
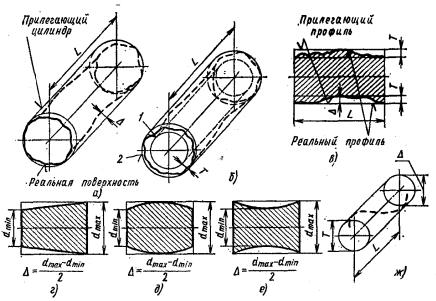
Отклонение от цилиндричности — наибольшее расстояние от точек реальной поверхности до прилегающего цилиндра в пределах нормируемого участка L (рис. 12, а). На рис. 12, б показано поле допуска цилиндричности, определяемое пространством, ограниченным соосными цилиндрами 1 и 2, отстоящими один от другого на расстоянии, равном допуску цилиндричности Т.
Рис. 12. Отклонения от цилиндричности и профиля продольного сечения
Отклонение профиля продольного сечения — наибольшее расстояние от точек образующих реальной поверхности, лежащих в плоскости, проходящей через ее ось, до соответствующей стороны прилегающего профиля в пределах нормируемого участка L
(рис. 12, в). Поле допуска Т такого отклонения показано на рис. 12, в. Отклонение профиля продольного сечения характеризует отклонения от прямолинейности и параллельности образующих. Частными видами отклонения профиля продольного сечения являются конусообразность, бочкообразность и седлообразность. Кону сообразность — отклонение профиля продольного сечения, при котором образующие прямолинейны, но не параллельны (рис. 12, г). Бочкообразность — отклонение профиля продольного сечения, при котором образующие непрямолинейны и диаметры увеличиваются от краев к середине сечения (рис. 12, д). Седло-образность — отклонение профиля продольного сечения, при котором образующие непрямолинейны и диаметры уменьшаются от краев к середине сечения (рис. 12, е).
Бочкообразность чаще всего возникает при обтачивании тонких длинных валов в центрах без люнетов (в средней части под влиянием сил резания возникают большие упругие прогибы, чем по краям). Толстые короткие валы чаще получаются седлообразными из-за большого смещения вала по краям (составляющие силы резания распределяются между обоими центрами более равномерно). Бочко образность и седлообразность могут возникнуть также вследствие погрешности направляющих станин станков и других причин. Для получения требуемой формы деталей целесообразно отделочные операции выполнять после окончательной термической обработки. Причиной конусообразности являются износ резца, несовпадение геометрических осей шпинделя и пиноли задней бабки станка (смещение центров), отклонение от параллельности оси центров направляющим станины.
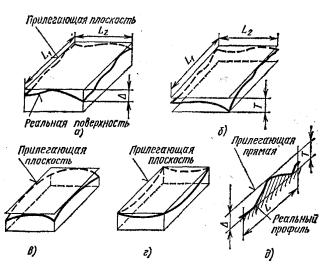
Рис. 13. Отклонение формы плоских поверхностей
Отклонение от прямолинейности оси (или линии) в пространстве и поле допуска прямолинейности оси Т показаны на рис.
12, ж.
Отклонения формы плоских поверхностей. Отклонение от плоскостности определяют как наибольшее расстояние от точек реальной поверхности до прилегающей плоскости в пределах нормируемого участка (ряс. 13, а). Поле допуска плоскостности — область в пространстве, ограниченная двумя параллельными плоскостями, отстоящими одна от другой на расстоянии, равном допуску плоскостности Т (рис. 13, б). Частными видами отклонений от плоскостности являются выпуклость (рис. 13, в) и вогнутость (рис. 13, г). Отклонение от прямолинейности в плоскости (рис. 13, д) определяют как наибольшее расстояние от точек реального профиля до прилегающей прямой. Поле допуска прямолинейности в плоскости показано на рис. 13, д.
Отклонение формы заданного профиля (поверхности), в случаях, когда профиль (поверхность) задан номинальными размерами [координатами отдельных точек профиля (поверхности) без предельных отклонений этих размеров], отклонение формы заданного профиля (поверхности) есть наибольшее отклонение (рис. 14, а)
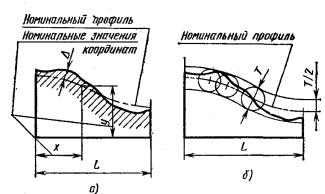
точек реального профиля (поверхности) от номинального, определяемое но нормали к номинальному профилю (поверхности). Допуск формы Т можно определить в диаметральном выражении как удвоенное большее допускаемое значение
Рис. 14. Отклонение формы заданного профиля
отклонения формы заданного профиля (поверхности) или в радиусной выражении как наибольшее допускаемое значение отклонения формы заданного профиля (поверхности). Поле допуска формы заданного профиля — область на заданной плоскости сечения поверхности ограниченная двумя линиями, эквидистантными номинальному профилю и отстоящими одна от другой на расстоянии, равном допуску формы заданного профиля в диаметральном выражении Т или удвоенному допуску формы в радиусном выражении Т/2. Линии, ограничивающие поле допуска, являются огибающими семейства окружностей, диаметр которых равен допуску формы заданного профиля в диаметральном выражении Т, а центры находятся на номинальном профиле (рис. 14, б).
Тема 8
КЛАССИФИКАЦИЯ И АНАЛИЗ ИСТОЧНИКОВ ВОЗНИКНОВЕНИЯ ОТКЛОНЕНИЙ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ПОВЕРХНОССТЕЙ.
НОРМИРОВАНИЕ И ОБОЗНАЧЕНИЕ НА ЧЕРТЕЖАХ ДОПУСКОВ ОТКЛОНЕНИЙ ФОРМЫ
И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ.