

Автоматизированный контроль уровня знаний технологов. Смоленцев В.П., Смоленцев Г.П
.pdfМИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
Воронежский государственный технический университет
В.П. Смоленцев Г.П. Смоленцев А.И. Часовских О.Н. Кириллов С.В. Синегубова В.В. Долгушин
АВТОМАТИЗИРОВАННЫЙ КОНТРОЛЬ УРОВНЯ ЗНАНИЙ ТЕХНОЛОГОВ
Утверждено Редакционно-издательским советом университета в качестве учебного пособия
Воронеж 2003

УДК 621.002.2
Автоматизированный контроль уровня знаний технологов: Учеб. пособие / В.П. Смоленцев, Г.П. Смоленцев, А.И. Часовских, О.Н. Кириллов, С.В. Синегубова, В.В. Долгушин. Воронеж: Воронеж. гос. техн. ун-т, 2003. 166 с.
В учебном пособии предложена система объективного контроля уровня знаний технологов и оценки их соответствия занимаемому положению.
Учебное пособие соответствует требованиям Государственного образовательного стандарта высшего профессионального образования по направлению подготовки дипломированного специалиста 651400 "машиностроительные технологии и оборудование".
Учебное пособие подготовлено в электронном виде в текстовом редакторе MS Word и содержится в файле Kontrol.doc.
Табл. 47. Ил. 65. Библиогр.: 9 назв.
Научный редактор д-р техн. наук, проф. В.П. Смоленцев
Рецензенты: кафедра "Автоматизации производственных процессов" Воронежской государственной лесотехнической академии; д-р техн. наук, проф. В.Г. Егоров
 Смоленцев В.П., Смоленцев Г.П., Часовских А.И., Кириллов О.Н., Синегубова С.В., Долгушин В.В., 2003
Смоленцев В.П., Смоленцев Г.П., Часовских А.И., Кириллов О.Н., Синегубова С.В., Долгушин В.В., 2003
Оформление. Воронежский государственный технический университет, 2003
ВВЕДЕНИЕ
Цель – создать систему объективного контроля уровня знаний технологов и оценить их соответствие занимаемому положению.
Инструкция пользователю
Задание выдается на мониторе методом случайного поиска. Количество заданий – 3;4.
Оценка уровня знаний соответствует таблице и высвечивается на экране монитора.
Количест- |
Оценка при правильно решенных заданиях |
||||
во заданий |
|||||
|
|
|
|
||
|
5 |
4 |
3 |
2 |
|
|
Соответст- |
Соответст- |
Соответст- |
Вам требу- |
|
|
вуете уров- |
вуете уров- |
вуете уров- |
ется пройти |
|
3 |
ню главных |
ню техно- |
ню ведуще- |
переподго- |
|
технологи- |
логическо- |
го техноло- |
товку |
||
|
|||||
|
ческих спе- |
го руково- |
га |
|
|
|
циалистов |
дителя цеха |
|
|
|
|
|
Соответст- |
Соответст- |
Соответст- |
|
|
|
вуете уров- |
вуете уров- |
вуете уров- |
|
|
|
ню техно- |
ню ведуще- |
ню инже- |
|
4 |
- |
логическо- |
го техноло- |
нера техно- |
|
|
|
го руково- |
га и конст- |
лога |
|
|
|
дителя под- |
руктора |
|
|
|
|
разделения |
|
|
|
3
1. ТЕЛА ВРАЩЕНИЯ |
1.1. ВАЛЫ СТУПЕНЧАТЫЕ |
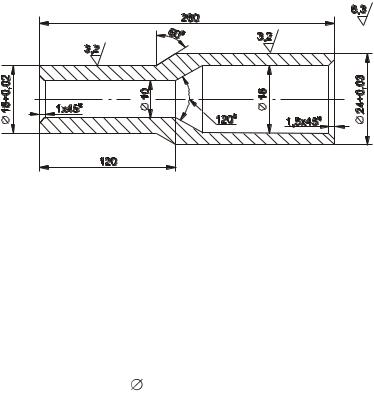
1.1.1. Валы термоулучшаемые (вариант 1) |
Материал – сталь 45. |
Калить до 40-42 HRCэ. |
Исходные данные:
1.Чертеж детали с ТУ.
2.Тип производства – серийное.
3.Каталог (база данных) средств технологического оснащения.
Выбор заготовки:
Пруток диаметром 100 мм.
План механической обработки:
1.Установка в патрон и установка люнета. Подрезка правого торца и черновая обточка наружной поверхности. Обработка внутренней фаски.
2.Сверление отверстия большего диаметра.
3.Перестановка заготовки, перестановка люнета.
4
4.Подрезка другого торца и черновая обработка наружной поверхности со стороны этого торца. Обработка внутренней фаски.
5.Сверление отверстия на проход.
6.Закалка и отпуск.
7.Установка в патрон и установка люнета.
8.Чистовая расточка внутренней поверхности. Восстановление фаски под центр.
9.Чистовая обточка наружной поверхности.
10.Перестановка детали и люнета.
11.Чистовая расточка отверстия. Восстановление фаски под центр.
12.Чистовая обточка наружной поверхности.
13.Установка детали в центры.
14.Окончательное шлифование наружной поверхности.
15.Маркирование торца большего диаметра.
16.Контроль.
5
1.1.2. Валы термоулучшаемые (вариант 2) |
Материал – сталь 45. |
Калить до 40-42 HRCэ. |
Исходные данные:
1.Чертеж детали с ТУ.
2.Тип производства – серийное.
3.Каталог (база данных) средств технологического оснащения.
Выбор заготовки: Штамповка.
План механической обработки:
1.Сверление отверстия большего диаметра.
2.Установка в патрон и установка люнета. Подрезка правого торца и черновая обточка наружной поверхности. Обработка внутренней фаски.
3.Подрезка другого торца и черновая обработка наружной поверхности со стороны этого торца. Обработка внутренней фаски.
4.Перестановка заготовки, перестановка люнета.
5.Сверление отверстия на проход.
6.Закалка и отпуск.
6
7.Установка в патрон и установка люнета.
8.Чистовая расточка внутренней поверхности. Восстановление фаски под центр.
9.Чистовая обточка наружной поверхности.
10.Перестановка детали и люнета.
11.Чистовая расточка отверстия. Восстановление фаски под центр.
12.Чистовая обточка наружной поверхности.
13.Установка детали в центры.
14.Окончательное шлифование наружной поверхности.
15.Маркирование торца большего диаметра.
16.Контроль.
7
1.1.3. Валы термоулучшаемые (вариант3) |
Материал – сталь 45. |
Калить до 40-42 HRCэ. |
Исходные данные:
1.Чертеж детали с ТУ.
2.Тип производства – серийное.
3.Каталог (база данных) средств технологического оснащения.
Выбор заготовки: Штамповка.
План механической обработки:
1.Установка в патрон и установка люнета. Подрезка правого торца и черновая обточка наружной поверхности. Обработка внутренней фаски.
2.Сверление отверстия большего диаметра.
3.Перестановка заготовки, перестановка люнета.
4.Подрезка другого торца и черновая обработка наружной поверхности со стороны этого торца. Обработка внутренней фаски.
5.Сверление отверстия на проход.
6.Закалка и отпуск.
8
7.Чистовая расточка внутренней поверхности. Восстановление фаски под центр.
8.Установка в патрон и установка люнета.
9.Чистовая обточка наружной поверхности.
10.Чистовая расточка отверстия. Восстановление фаски под центр.
11.Перестановка детали и люнета.
12.Чистовая обточка наружной поверхности.
13.Установка детали в центры.
14.Окончательное шлифование наружной поверхности.
15.Маркирование торца большего диаметра.
16.Контроль.
9
1.1.4. Валы термоулучшаемые (вариант 4) |
Материал – сталь 45. |
Калить до 40-42 HRCэ. |
Исходные данные:
1.Чертеж детали с ТУ.
2.Тип производства – серийное.
3.Каталог (база данных) средств технологического оснащения.
Выбор заготовки: Штамповка.
План механической обработки:
1.Установка в патрон и установка люнета. Подрезка правого торца и черновая обточка наружной поверхности. Обработка внутренней фаски.
2.Сверление отверстия большего диаметра.
3.Подрезка другого торца и черновая обработка наружной поверхности со стороны этого торца. Обработка внутренней фаски.
4.Сверление отверстия на проход.
5.Закалка и отпуск.
6.Установка в патрон и установка люнета.
10