

2609
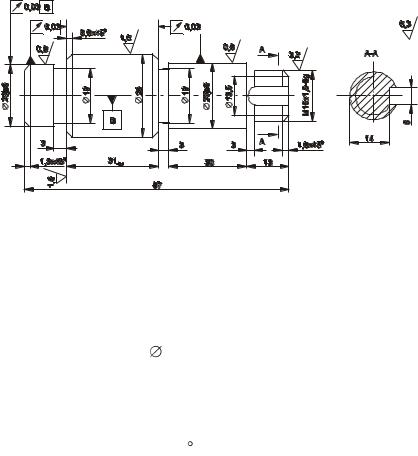
.pdf1.6.7. Маршрут обработки валика (вариант 7) |
Размеры даны в мм. |
Вид заготовки — прокат. Материал – сталь 45.
Число деталей из заготовки — 31.
Опе- |
Содержание или наимено- |
Станок, |
Оснаст- |
рация |
вание операции |
оборудование |
ка |
005 |
Рубить пруток 28, вы- |
Пресс КБ 934 |
|
держивая размер 3000 |
|
||
|
|
|
|
010 |
Править пруток (по мере |
Пресс И5526 |
|
надобности) |
|
||
|
|
|
|
015 |
Заправить концы прутка |
Токарный |
|
фасками под угол 20 |
ХС-151 |
|
|
|
|
71

|
Подрезать и центровать то- |
|
|
|||
|
рец, точить шейку под |
|
|
|||
|
резьбу М 16 1,5 – 8g, шей- |
|
Наладка, |
|||
|
|
0,0065 |
|
Токарный |
||
|
ку 20js |
под шли- |
цанго- |
|||
020 |
|
автомат |
||||
|
0,0065 |
вый |
||||
|
фование, проточить три ка- |
1Б240-6К |
||||
|
патрон |
|||||
|
навки b=3; точить фаски, |
|
||||
|
|
|
||||
|
отрезать деталь, выдержи- |
|
|
|||
|
вая размер 88 |
|
|
|
||
|
Подрезать второй торец, |
|
Цанго- |
|||
025 |
выдерживая размер 87-0,1, |
Токарный |
||||
центрировать торец и то- |
16Т02П |
вый |
||||
|
патрон |
|||||
|
чить фаску |
|
|
|||
|
|
|
|
|||
|
Точить шпоночный паз b=5, |
Шпоночно- |
Станоч- |
|||
|
фрезероваль- |
|||||
030 |
выдерживая размер 13 |
ные |
||||
ный |
||||||
|
окончательно |
|
тиски |
|||
|
|
6930 |
||||
|
|
|
|
|
||
|
|
|
|
Вибрацион- |
|
|
035 |
Зачистить заусенцы |
ная |
Нож |
|||
машина |
||||||
|
|
|
|
|
||
|
|
|
|
ВМПВ-100 |
|
|
|
Накатать резьбу |
Резьбонакат- |
Центры, |
|||
040 |
ный |
|||||
М 16 1,5 – 8g |
|
хомутик |
||||
|
|
А9518 |
||||
|
|
|
|
|
||
|
Шлифовать шейку |
|
|
|||
|
20js6 0,0065 |
с подшли- |
Круглошлифо- |
Центры, |
||
045 |
|
0,0065 |
|
|||
|
|
|
|
|||
фовкой торца |
26/ 20js6, |
вальный 3У10В |
хомутик |
|||
|
||||||
|
выдерживая размер 30 |
|
|
|||
|
окончательно |
|
|
|
||
|
Шлифовать шейку |
|
|
|||
|
20js6 |
0,0065 |
с подшли- |
Круглошли- |
|
|
050 |
0,0065 |
фовальный |
|
|||
|
|
|
||||
|
|
|
|
|
||
|
фовкой торца |
26/ 20js6, |
3У10В |
|
||
|
выдерживая размер 13 |
|
|
|||
|
|
|
72 |
|
|
|

055 |
Промыть деталь |
Моечная |
|
машина |
|
||
|
|
|
|
060 |
Навесить бирку с обозначе- |
|
|
нием детали на тару |
|
|
|
|
|
|
|
|
|
Плита по |
|
065 |
Технический контроль |
ГОСТ |
|
|
|
10905-86 |
|
070 |
Нанесение антикоррозион- |
|
|
ного покрытия |
|
|
|
|
|
|
Неуказанные предельные отклонения размеров: валов - h14,
отверстий - H14, остальных - |
IT 14 |
. |
|
2 |
|||
|
|
73
1.6.8. Маршрут обработки валика (вариант 8)
Размеры даны в мм.
Вид заготовки — прокат. Материал – сталь 45.
Число деталей из заготовки — 31.
Опе- |
Содержание или наимено- |
Станок, |
Оснаст- |
рация |
вание операции |
оборудование |
ка |
005 |
Рубить пруток 28, вы- |
Пресс КБ 934 |
|
держивая размер 3000 |
|
||
|
|
|
|
010 |
Править пруток (по мере |
Пресс И5526 |
|
надобности) |
|
||
|
|
|
|
015 |
Заправить концы прутка |
Токарный |
|
фасками под угол 20 |
ХС-151 |
|
|
|
|
74

|
Подрезать и центровать то- |
|
|
|||
|
рец, точить шейку под |
|
|
|||
|
резьбу М 16 1,5 – 8g, шей- |
|
Наладка, |
|||
|
|
0,0065 |
|
Токарный |
||
|
ку 20js |
под шли- |
цанго- |
|||
020 |
|
автомат |
||||
|
0,0065 |
вый |
||||
|
фование, проточить три ка- |
1Б240-6К |
||||
|
патрон |
|||||
|
навки b=3; точить фаски, |
|
||||
|
|
|
||||
|
отрезать деталь, выдержи- |
|
|
|||
|
вая размер 88 |
|
|
|
||
|
Подрезать второй торец, |
|
Цанго- |
|||
025 |
выдерживая размер 87-0,1, |
Сверлильный |
||||
центрировать торец и то- |
2Н135 |
вый |
||||
|
патрон |
|||||
|
чить фаску |
|
|
|||
|
|
|
|
|||
|
Фрезеровать шпоночный |
Шпоночно- |
Станоч- |
|||
|
фрезероваль- |
|||||
030 |
паз b=5, выдерживая размер |
ные |
||||
ный |
||||||
|
13 окончательно |
тиски |
||||
|
6930 |
|||||
|
|
|
|
|
||
|
|
|
|
Вибрацион- |
|
|
035 |
Зачистить заусенцы |
ная |
Нож |
|||
машина |
||||||
|
|
|
|
|
||
|
|
|
|
ВМПВ-100 |
|
|
|
|
|
|
|
|
|
|
Накатать резьбу |
Резьбонакат- |
Центры, |
|||
040 |
ный |
|||||
М 16 1,5 – 8g |
|
хомутик |
||||
|
|
А9518 |
||||
|
|
|
|
|
||
|
Шлифовать шейку |
|
|
|||
|
20js6 0,0065 |
с подшли- |
Круглошлифо- |
Центры, |
||
045 |
|
0,0065 |
|
вальный |
||
|
|
|
||||
фовкой торца |
26/ 20js6, |
хомутик |
||||
|
3У10В |
|||||
|
выдерживая размер 30 |
|
||||
|
|
|
||||
|
окончательно |
|
|
|
||
|
Шлифовать шейку |
|
|
|||
|
20js6 |
0,0065 |
с подшли- |
Круглошли- |
|
|
050 |
0,0065 |
фовальный |
|
|||
|
|
|
||||
|
|
|
|
|
||
|
фовкой торца |
26/ 20js6, |
3У10В |
|
||
|
выдерживая размер 13 |
|
|
|||
|
|
|
75 |
|
|
|

055 |
Промыть деталь |
Моечная |
|
машина |
|
||
|
|
|
|
060 |
Навесить бирку с обозначе- |
|
|
нием детали на тару |
|
|
|
|
|
|
|
|
|
Плита по |
|
065 |
Технический контроль |
ГОСТ |
|
|
|
10905-86 |
|
070 |
Нанесение антикоррозион- |
|
|
ного покрытия |
|
|
|
|
|
|
Неуказанные предельные отклонения размеров: валов - h14,
отверстий - H14, остальных - |
IT 14 |
. |
|
2 |
|||
|
|
76

1.6.9. Маршрут обработки валика (вариант 9)
Размеры даны в мм.
Вид заготовки — прокат. Материал – сталь 45.
Число деталей из заготовки — 31.
Опе- |
Содержание или наимено- |
Станок, |
Оснаст- |
рация |
вание операции |
оборудование |
ка |
005 |
Рубить пруток 28, вы- |
Пресс КБ 934 |
|
держивая размер 3000 |
|
||
|
|
|
|
010 |
Править пруток (по мере |
Пресс И5526 |
|
надобности) |
|
||
|
|
|
|
015 |
Заправить концы прутка |
Токарный |
|
фасками под угол 20 |
ХС-151 |
|
|
|
|
77

|
Подрезать и центровать то- |
|
|
||||
|
рец, точить шейку под |
|
|
||||
|
резьбу М 16 1,5 – 8g, шей- |
|
Наладка, |
||||
|
|
|
0,0065 |
|
Токарный |
||
|
ку |
20js |
под шли- |
цанго- |
|||
020 |
|
автомат |
|||||
|
|
0,0065 |
вый |
||||
|
фование, проточить три ка- |
1Б240-6К |
|||||
|
патрон |
||||||
|
навки b=3; точить фаски, |
|
|||||
|
|
|
|||||
|
отрезать деталь, выдержи- |
|
|
||||
|
вая размер 88 |
|
|
|
|||
|
Подрезать второй торец, |
|
Цанго- |
||||
025 |
выдерживая размер 87-0,1, |
Токарный |
|||||
центрировать торец и то- |
16Т02П |
вый |
|||||
|
патрон |
||||||
|
чить фаску |
|
|
||||
|
|
|
|
||||
|
Фрезеровать шпоночный |
Шпоночно- |
Станоч- |
||||
|
фрезероваль- |
||||||
030 |
паз b=5, выдерживая размер |
ные |
|||||
ный |
|||||||
|
13 окончательно |
тиски |
|||||
|
6930 |
||||||
|
|
|
|
|
|
||
|
|
|
|
|
Вибрацион- |
|
|
035 |
Зачистить заусенцы |
ная |
Нож |
||||
машина |
|||||||
|
|
|
|
|
|
||
|
|
|
|
|
ВМПВ-100 |
|
|
|
Фрезеровать резьбу М |
Резьбонакат- |
Центры, |
||||
040 |
ный |
||||||
16 |
1,5 – 8g |
|
хомутик |
||||
|
|
А9518 |
|||||
|
|
|
|
|
|
||
|
Шлифовать шейку |
|
|
||||
|
20js6 0,0065 |
с подшли- |
Круглошлифо- |
Центры, |
|||
045 |
|
|
0,0065 |
|
|||
|
|
|
|
|
|||
фовкой торца |
26/ 20js6, |
вальный 3У10В |
хомутик |
||||
|
|||||||
|
выдерживая размер 30 |
|
|
||||
|
окончательно |
|
|
|
|||
|
Шлифовать шейку |
|
|
||||
|
20js6 |
0,0065 |
с подшли- |
Круглошли- |
|
||
050 |
0,0065 |
фовальный |
|
||||
|
|
|
|
||||
|
|
|
|
|
|
||
|
фовкой торца |
26/ 20js6, |
3У10В |
|
|||
|
выдерживая размер 13 |
|
|
||||
|
|
|
|
78 |
|
|
|

055 |
Промыть деталь |
Моечная |
|
машина |
|
||
|
|
|
|
060 |
Навесить бирку с обозначе- |
|
|
нием детали на тару |
|
|
|
|
|
|
|
|
|
Плита по |
|
065 |
Технический контроль |
ГОСТ |
|
|
|
10905-86 |
|
070 |
Нанесение антикоррозион- |
|
|
ного покрытия |
|
|
|
|
|
|
Неуказанные предельные отклонения размеров: валов - h14,
отверстий - H14, остальных - |
IT 14 |
. |
|
2 |
|||
|
|
79

1.6.10. Маршрут обработки валика (вариант 10) |
Размеры даны в мм. |
Вид заготовки — прокат. Материал – сталь 45.
Число деталей из заготовки — 31.
Опе- |
Содержание или наимено- |
Станок, |
Оснаст- |
рация |
вание операции |
оборудование |
ка |
005 |
Рубить пруток 28, вы- |
Пресс КБ 934 |
|
держивая размер 3000 |
|
||
|
|
|
|
010 |
Править пруток (по мере |
Пресс И5526 |
|
надобности) |
|
||
|
|
|
|
015 |
Заправить концы прутка |
Токарный |
|
фасками под угол 20 |
ХС-151 |
|
|
|
|
80