

2155
.pdfПродолжение табл. 3.8
6. Маршрут обработки оси
|
|
|
Подрезать и центровать торец то- |
Токарный |
Наладка |
||||||
|
|
|
чить шейку под накатывание резьб. |
автомат |
|
|
|||||
|
|
|
М20 |
– 8g, |
точить шейки |
Ø 20 |
2Б240-6К |
|
|||
020 |
|
|
js 6 ( 00,,065065 ) и Ø 25е8 ( 00,,040073 ) под |
|
|
|
|||||
|
|
шлифование, точить шейку Ø 35, |
|
|
|
||||||
|
|
|
|
|
|
||||||
|
|
|
канавки b = 3 и канавку b = 6, фас- |
|
|
|
|||||
|
|
|
ки, отрезать деталь, выдерживая |
|
|
|
|||||
|
|
|
размер 81 |
|
|
|
|
|
|
||
|
|
|
Подрезать второй торец, выдержи- |
Токарный |
Цанго- |
||||||
025 |
|
|
вая размер 8,3 – 0,1, точить фаску и |
станок |
|
вый па- |
|||||
|
|
центровать торец |
|
|
16Т02П |
|
трон |
||||
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|||||
030 |
Фрезерная |
Фрезеровать две лыски, выдержи- |
Горизон- |
|
Приспо- |
||||||
вая размер 30 – 0,28 окончательно |
тально |
– |
собле- |
||||||||
|
|
|
|||||||||
|
|
|
|
|
|
|
|
фрезерный |
ние, |
||
|
|
|
|
|
|
|
|
станок |
|
наладка |
|
|
|
|
|
|
|
|
|
6Р80Ш |
|
|
|
040 |
Накатка |
Накатать резьбу М20 – 8g оконча- |
Резьбона- |
Нож |
|||||||
тельно |
|
|
|
катный |
ста- |
|
|||||
|
|
|
|
|
|
|
|
нок А9518 |
|
||
|
|
|
|
|
|
|
|
|
|
||
|
|
|
Термическая |
|
|
|
|
|
|
||
045 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
050 |
Шлифо- |
вальная |
Шлифовать |
поверхность |
Ø |
Круглошли- |
Центры, |
||||
20 js |
6 ( 00,,065065 ) окончательно |
|
3У10В |
|
|
||||||
|
|
|
|
фовальный |
хомутик |
||||||
|
|
|
|
|
|
|
|
станок |
|
|
|
|
|
|
|
|
|
|
|
|
|||
055 |
Шлифо- |
вальная |
Шлифовать |
поверхность |
Ø |
25е8 |
Круглшли- |
Центры, |
|||
( 0,0400,073 ) с подшлифовкой |
торца Ø |
фовальный |
хомутик |
||||||||
|
|
|
35/ |
Ø25е8, |
выдерживая |
размер |
3У10В |
|
|
||
|
|
|
|
|
|
||||||
|
|
|
20Н9 (+0,052) окончательно |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
100 |
|
|
|
|
|
|

|
|
|
Продолжение табл. 3.8 |
||
|
Контрольная |
Технический контроль |
Плита |
|
|
070 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Вид заготовки – прокат. |
|
|
|
|
|
Материал – сталь 45. |
|
|
|
|
|
7. Маршрут обработки валика |
|
||
|
|
Подрезать и центровать торец, то- |
Токарный |
Налад- |
|
|
|
чить шейку под резьбу М16×1,5 – |
автомат |
ка, цан- |
|
|
|
8g, шейку Ø 20js |
( 00,,00650065 )под шли- |
1Б240 – 6К |
говый |
020 |
|
фование Ø 26, |
Ø js ( 0,00650,0065 )под |
|
патрон |
|
|
|
|||
|
|
шлифование, проточить три канав- |
|
|
|
|
|
ки b = 3; точить фаски, отрезать |
|
|
|
|
|
деталь, выдерживая размер 88 |
|
|
|
|
|
Фрезеровать шпоночный паз b = 5, |
Шпоночно- |
Ста- |
|
030 |
|
выдерживая размер 14 окончатель- |
фрезерный |
ночные |
|
|
но |
|
6930 |
тиски |
|
|
|
|
|||
|
|
|
|
|
|
|
|
Накатать резьбы М16 ×1,5 - 8g |
Резьбона- |
Нож |
|
040 |
|
|
|
катный ста- |
|
|
|
|
нок А9518 |
|
|
|
|
|
|
|
|
|
|
|
101 |
|
|
Продолжение табл. 3.8
045 |
Шлифо- |
вальная |
Шлифовать |
шейку |
Ø |
20js6 |
Круглошли- |
Центры, |
|
26/ Ø 20js6, выдерживая размер 30 |
3У10В |
|
|
||||||
|
|
|
( 00,,00650065 )с подшлифовкой торца Ø |
фовальный |
хомутик |
||||
|
|
|
|
|
|
|
станок |
|
|
|
|
|
окончательно |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
050 |
Шлифо- |
вальная |
Шлифовать |
шейку |
Ø |
20js6 |
Круглошли- |
Центры, |
|
26/ Ø 20js6, выдерживая размер 13 |
3У10В |
|
|
||||||
|
|
|
( 00,,00650065 )с подшлифовкой торца Ø |
фовальный |
хомутик |
||||
|
|
|
|
|
|
|
станок |
|
|
|
|
|
|
|
|
|
|
|
|
065 |
-Кон |
трольная |
Технический контроль |
|
|
Плита |
по |
|
|
|
|
|
|
ГОСТ 10905- |
|
||||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
86 |
|
|
|
|
|
|
|
|
|
|
|
|
Вид заготовки – прокат. Материал – сталь 45.
102

Продолжение табл. 3.8
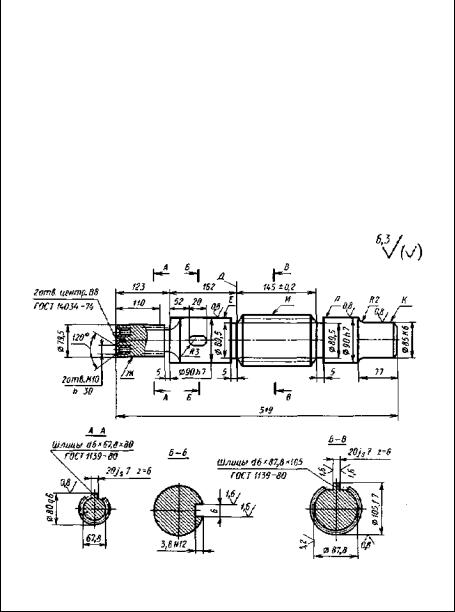
8. Маршрут обработки шлицевого вала
015 |
Фрезерная |
Фрезеровать торцы в размере 519 ± |
Фрезерно- |
При- |
|
0,2 и центровать с двух сторон од- |
центроваль- |
способ- |
|||
|
|
||||
|
|
новременно |
ный станок |
ление |
|
|
|
|
2Г942 |
при |
|
|
|
|
|
станке |
|
|
|
Точить: шейки Ø 80g6 до Ø 85; Ø |
Токарный |
Вращаю |
|
|
|
90h7 до Ø 95 и фаски |
станок |
щийся |
|
020 |
|
|
16К20Ф3 |
центр, |
|
|
|
|
повод- |
||
|
|
|
|
||
|
|
|
|
ковый |
|
|
|
|
|
патрон |
|
|
|
|
|
|
|
|
|
Точить: шейки Ø 85 k6 до Ø 90 h7 |
Токарный |
То же |
|
|
|
до Ø 95 и фаски |
станок |
|
|
025 |
|
Точить: шейки Ø 80g6 до Ø 80; Ø |
16К20Ф3 |
|
|
|
105f7 до Ø 105,5h4, фаски Ø 90h6 |
|
|
||
|
|
|
|
||
|
|
до Ø 90,5h4, проточить две канав- |
|
|
|
|
|
ки В = 5 |
|
|
|
|
|
Точить шейки Ø 80g6 до Ø 80,5h4; |
Токарный |
|
|
030 |
|
Ø 90h6 до Ø 90,5h14, фаски, канав- |
станок |
|
|
|
ки В = 5 |
16К20Ф3 |
|
||
|
|
|
|||
|
|
|
|
|
|
035 |
Фрезерная |
Фрезеровать шпоночный паз 6 |
Шпоночно- |
Само- |
|
|
фрезерный |
центри- |
|||
|
|
|
|||
|
|
|
станок 6930 |
рующие |
|
|
|
|
|
станки |
|
|
|
|
|
|
|
|
|
Обработать два резьбовых отвер- |
Радиально - |
При- |
|
|
|
стия М10 на глубину 10 |
сверлильный |
способ- |
|
|
|
|
станок |
ление |
|
040 |
|
|
2А554 |
для |
|
|
|
|
сверле- |
||
|
|
|
|
||
|
|
|
|
ния на |
|
|
|
|
|
торцах |
|
|
|
|
|
валов |
|
045 |
Фрезерная |
Фрезеровать шесть шлицев в раз- |
Шлицефре- |
Центры, |
|
мер 20js до 87,8 |
зерный гори- |
поводок |
|||
|
|
|
зонтальный |
|
|
|
|
|
полуавтомат |
|
|
|
|
|
5А352ПФ2 |
|
|
|
|
103 |
|
|

Продолжение табл. 3.8
050 |
Фрезерная |
Фрезеровать шесть шлицев в раз- |
То же |
То же |
|
мер 20js до Ø 67,8 |
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
060 |
Шлифо- |
вальная |
Шлифовать шейки Ø 80g6, Ø 90h7, |
Круглошли- |
Цен- |
Ø 105f7; торец Д |
3М153ДФ2 |
тры, |
|||
|
|
|
фовальный |
||
|
|
|
|
станок |
поводок |
|
|
|
|
|
|
065 |
Шлифо- |
вальная |
Шлифовать шейки Ø 85k6 и Ø |
То же |
То же |
90h7 |
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
трольная |
Технический контроль |
|
|
075 |
Кон- |
|
|
|
|
|
|
|
|
|
|
Вид заготовки – прокат Материал – сталь 45.
104

Продолжение табл. 3.8
9. Маршрут обработки шлицевого вала
015 |
Фрезерная |
Фрезеровать торцы в размер 226 – |
Фрезерно- |
При- |
||
0,5 и центровать с двух сторон од- |
центроваль- |
способ- |
||||
|
|
|
||||
|
|
|
новременно |
ный станок |
ление |
|
|
|
|
|
2Г942 |
при |
|
|
|
|
|
|
станке |
|
020 |
Свер- |
лильная |
Сверление отверстия Ø 8,4, Ø 6,7 + |
Радиально - |
Патрон |
|
0,17 под резьбу М8 – 6g, зенковать |
2А554 |
|
||||
|
|
|
сверлильный |
|
||
|
|
|
фаски, нарезать резьбу М8 - 6g |
станок |
|
|
|
|
|
|
|
|
|
|
|
|
Точить шейки Ø 28d11до Ø 28,4 |
Токарный |
Вращаю |
|
|
|
|
d11, Ø 20р6 до Ø 20,4d11, фаски, |
станок |
щийся |
|
025 |
|
|
проточить канавки В = 3 оконча- |
16К20Ф3 |
центр, |
|
|
|
тельно |
|
повод- |
||
|
|
|
|
|
ковый |
|
|
|
|
|
|
патрон |
|
|
|
|
|
|
|
|
|
|
|
Точить шейки Ø 20р6 до Ø 20,4 |
Токарный |
То же |
|
030 |
|
|
d11, фаски, проточить канавки В = |
станок |
|
|
|
|
3. Точить две канавки В = 1,3+1,3 |
16К20Ф3 |
|
||
|
|
|
|
|||
|
|
|
|
|
|
|
035 |
Фрезерная |
Фрезеровать шесть шлицев в раз- |
Шлицефре- |
Удли- |
||
мер 6,3 d11 до Ø 23,3d11 |
5А352ПФ2 |
ковый |
||||
|
|
|
зерный гори- |
ненный |
||
|
|
|
|
зонтальный |
центр, |
|
|
|
|
|
полуавтомат |
повод- |
|
|
|
|
|
|
центр |
|
050 |
Шлифо- |
вальная |
Шлифовать центровые фаски |
Центрошли- |
При- |
|
|
МВ119 |
при |
||||
|
|
|
|
фовальный |
способ- |
|
|
|
|
|
станок |
ление |
|
|
|
|
|
|
станке |
|
055 |
Шлифо- |
вальная |
Шлифовать шейки Ø 20р6, Ø 28d11 |
Круглошли- |
Удли- |
|
с подшлифовкой торца В оконча- |
фовальный |
поводок |
||||
|
|
|
ненный |
|||
|
|
|
тельно |
3М153ДФ2 |
центр, |
|
|
|
|
|
|
|
|
105

Продолжение табл. 3.8
060 |
Шлифо- |
вальная |
Шлифовать шейку Ø 20р6 с под- |
|
То же |
То же |
||
шлифовкой торца Е окончательно |
|
|
|
|||||
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
065 |
Шлифо- |
вальная |
Шлифовать шесть шлицев в размер |
|
Шлицешли- |
Повод- |
||
|
|
|
|
3В451ВФ20 |
|
|||
|
|
|
60,0017,04 × Ø 23 × Ø28d11 |
|
фовальный |
ковый |
||
|
|
|
|
|
|
|
полуавтомат |
центр |
|
|
|
|
|
|
|
|
|
|
|
трольная |
Технический контроль |
|
|
|
||
075 |
Кон- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
Вид заготовки – отливка |
|
||||
|
|
|
Материал – чугун СЧ 20 |
|
||||
|
|
|
10. Маршрут обработки компенсационного кольца |
|
||||
|
|
|
Подрезать торец |
окончательно, |
|
Токарный па- |
Трехку- |
|
|
|
|
точить поверхность Ø 186, рас- |
|
тронный полу- |
лачко- |
||
|
|
|
точить отверстие |
0,5 |
|
автомат КТ141 |
вый па- |
|
015 |
|
|
Ø 140 0,1 |
|
|
|
трон |
|
|
|
окончательно на длину 150, то- |
|
|
|
|||
|
|
|
|
|
|
|
||
|
|
|
чить и расточить фаски, отрезать |
|
|
|
|
|
|
|
|
деталь в размере 11 |
|
|
|
|
|
|
|
|
Подрезать второй торец в размер |
|
То же |
Трехку- |
||
020 |
|
|
10,4 под шлифование и точить |
|
|
|
лачко- |
|
|
|
фаски |
|
|
|
|
вый па- |
|
|
|
|
|
|
|
|
|
трон |
|
|
|
|
|
|
|
|
|
|
|
|
|
106 |
|
|
|
|

Продолжение табл. 3.8
|
|
|
Сверлить четыре отверстия Ø 11, |
Многоцелевой |
Наладка |
|
|
|
|
фрезеровать лыску в размер 176 |
вертикальный |
универ- |
|
025 |
Сверлильная |
|
фрезерно- |
|
сальной |
|
|
сверлильный |
сборной |
||||
|
|
|
|
|||
|
|
|
|
станок |
ГФ |
перена- |
|
|
|
|
2171 |
|
лажи- |
|
|
|
|
|
|
ваемой |
|
|
|
|
|
|
оснаст- |
|
|
|
|
|
|
ки |
|
|
|
|
|
|
(УСПО) |
030 |
Шлифо- |
вальная |
Шлифовать два торца в размер |
Плоскошлифо- |
Маг- |
|
10 |
3Е721ВФ3-1 |
нитная |
||||
|
|
|
вальный с кре- |
|||
|
|
|
|
стовым столом |
плитка |
|
|
|
|
|
|
|
|
|
|
|
Разрезать деталь на два полу- |
Горизонтально |
Спе- |
|
|
|
|
кольца |
– фрезерный |
циали- |
|
035 |
|
|
|
6Т82Г |
|
зиро- |
|
|
|
|
|
ванное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
приспо- |
|
|
|
|
|
|
собле- |
|
|
|
|
|
|
ние |
|
|
трольная |
Технический контроль |
|
|
|
050 |
Кон- |
|
|
|
|
|
|
|
|
|
|
|
|
Вид заготовки – отливка. Материал – чугун СЧ 20
107

Продолжение табл. 3.8
11. Маршрут обработки фланца
|
|
|
Подрезать торцы А и Б, точить по- |
Токарный |
Трех- |
||
015 |
|
|
верхность Ø 130d11 окончательно, |
патронный |
кулач- |
||
|
|
проточить канавку b = 3 и фаску |
полуавтомат |
ковый |
|||
|
|
|
|
КТ 141 |
|
патрон |
|
|
|
|
|
|
|
|
|
|
|
|
Подрезать торец Ø 180 и обточить |
То же |
|
Трех- |
|
020 |
|
|
поверхность по Ø 180 окончатель- |
|
|
кулач- |
|
|
|
но технологически |
|
|
ковый |
||
|
|
|
|
|
|
патрон |
|
|
|
|
|
|
|
||
025 |
Сверлиль- |
ная |
Сверлить и зенковать четыре от- |
Многоцеле- |
Налад- |
||
верстия Ø 13/ Ø20, фрезеровать две |
вой |
свер- |
ка |
||||
|
|
|
|||||
|
|
|
лыски в размер 172 и 169,5 |
лильно- |
|
УСПО |
|
|
|
|
|
фрезерный |
|
||
|
|
|
|
21105НФ4 |
|
||
|
|
трольная |
Технический контроль |
|
|
|
|
040 |
Кон- |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
Вид заготовки – отливка. |
|
|
||
|
|
|
Материал – СЧ 20 |
|
|
|
|
|
|
|
12. Маршрут обработки фланца. |
|
|
||
|
|
|
Подрезать торец Ø 62js 7/ Ø 54 и Ø |
Токарный |
Трех- |
||
|
|
|
96/ Ø62js7 окончательно, точить |
патронный |
кулач- |
||
020 |
|
|
поверхность Ø 62js7 под шлифова- |
полуавтомат |
ковый |
||
|
|
ние. Прочитать канавку В=3 и фас- |
КТ141 |
|
пнев- |
||
|
|
|
|
||||
|
|
|
ки |
|
|
мати- |
|
|
|
|
|
|
|
ческий |
|
|
|
|
|
|
|
патрон |
|
|
|
|
108 |
|
|
|
|

Продолжение табл. 3.8
|
|
|
Подрезать торец Ø 96 и точить по- |
Токарный |
Трех- |
||
025 |
|
|
верхности Ø 96 (технологически) |
патронный |
кулач- |
||
|
|
|
полуавтомат |
ковый |
|||
|
|
|
|
КТ 141 |
патрон |
||
|
|
|
|
|
|
||
030 |
Сверлильная |
Сверлить и зенковать четыре от- |
Многоцеле- |
Налад- |
|||
верстия Ø 9/ Ø14, фрезеровать две |
вой |
свер- |
ка |
||||
|
|
|
|||||
|
|
|
лыски в размер 86 |
лильно- |
УСПО |
||
|
|
|
|
фрезерный |
|
||
|
|
|
|
станок |
|
||
|
|
|
|
21105Н7Ф4 |
|
||
040 |
Шлифо- |
вальная |
Шлифовать поверхность Ø 62js7 |
Универсаль- |
Трех- |
||
окончательно |
3У131ВМ |
патрон |
|||||
|
|
|
но – |
шлифо- |
кулач- |
||
|
|
|
|
вальный |
ковый |
||
|
|
|
|
|
|
|
|
|
|
трольная |
Технический контроль |
|
|
|
|
050 |
Кон- |
|
|
|
|
||
|
|
|
|
|
|
|
|
Вид заготовки – отливка. Материал – чугун СЧ 20
109