

2790.Современные методы высокоэффективной абразивной обработки труднообр
..pdfЭффект высокой стойкости и режущей способности шлифовальной ленты СK742J фирмы VSM получается за счет того, что зерна расположены не в один или два слоя, как у лент СК11Х и SK750X, а скреплены в агрегаты из многих мелких зерен. Этим достигается длительная и равномерная работа инструмента с почти постоянной интенсивностью износа. Такой эластичный инструмент работает в условиях непрерывного самозатачивания в микрообъемах абразивных зерен. Структурированные абразивные материалы 3М Trizact состоят из пирамидок или кирпичиков, нанесенных на основу в точно заданном порядке по технологии репликации. Каждая такая структура состоит из тщательно отсеянных абразивных частиц микронной градации зернистости. Равномерное распределение частиц минерала и непрерывное обновление абразивного слоя на рабочей поверхности обеспечивают высокую стойкость работы и режущую способность ленты.
Таким образом, экспериментально подтверждено, что шлифовальная лента 253FA фирмы 3М Trizact по стойкости и по режущей способности является лидером среди исследованных лент, поэтому для дальнейших исследований выбрана лента 253FA фирмы
3М Trizact.
Следующая задача состоит в определении наиболее рациональных режимов шлифования для выбранной характеристики лент.
Все имеющиеся рекомендации по выбору параметров режимов шлифования имеют общий характер и являются ориентировочными, приемлемы в той или иной степени для станков с ручным и механизированным приводами. Для современных станков с автоматизированными системами управления этих рекомендаций недостаточно. При высокой стоимости такого оборудования применение неоптимальных режимов шлифования приводит к снижению экономической эффективности обработки особенно для сложнопрофильных деталей. Именно поэтому возникает необходимость в экспериментальном определении оптимальных режимов обработки и их влиянии на производительность и качество обработки.
Для сравнительных экспериментальных исследований производительности и качества использовали два типа лент: серийную
341

(СК11Х ОАО «БАЗ») и новую предлагаемую (253FA фирмы 3М Trizact).
Результаты сравнительного исследования влияния скорости резания V ротора из стали 20Х13 в диапазоне 5–25 м/с на режущую способность новой и серийной ленты W при продольной подаче ленты S = 15 мм/мин представлены на рис. 164.
Рис. 164. Зависимость режущей способности лент от скорости шлифования при подаче S = 15 мм/мин
В результате анализа полученных данных установлено, что при увеличении скорости резания режущая способность новой ленты увеличивается более интенсивно, чем серийная. При увеличении скорости резания от 5 до 25 м/с режущая способность новой ленты увеличивается с 1 до 3,8 г/мин, т.е. почти в 4 раза. В то же время режущая способность серийной ленты в 2 раза меньше.
Увеличение скорости резания более 25 м/с нецелесообразно, так как значительно возрастает вероятность появления шлифовочных трещин и прижогов вследствие увеличения суммарного теплового потока в зоне резания. Установлено, что при скорости шлифования Vл = 25 м/с режущая способность ленты 253FA фирмы 3М Trizact в 2 раза больше режущей способности ленты СК11Х ОАО «БАЗ».
Исследование влияния продольной подачи ленты Sпр в диапазоне 5–25 мм/мин на режущую способность ленты W проведены при
342
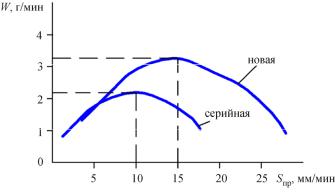
скорости резания Vл, м/с. Результаты исследований приведены на рис. 165. Как видно на рис. 165, зависимость производительности ленточного шлифования от продольной подачи носит экстремальный характер. Причем максимальная производительность достигается при подаче 15 мм/мин новыми лентами 253FA фирмы 3М Trizact, а максимальная производительность серийных лент СК11Х достигается при подаче 10 мм/мин.
Рис. 165. Влияние продольной подачи ленты на режущую способность серийной и новой ленты
С точки зрения производительности обработки и уменьшения теплонапряженности процесса (увеличение скорости теплового источника) предпочтительно шлифование с большими подачами, однако повышенный расход абразива уменьшает стойкость ленты и увеличивает непроизводственные затраты времени на ее замену. Высокая подача, кроме того, обусловливает увеличение количества стружки и шлама и ухудшает шероховатость поверхности. Таким образом, обработка лентой 253FA фирмы 3М Trizact происходит на более высокой подаче с большей режущей способностью.
Исследование влияния глубины резания на режущую способность ленты связано с изучением вопроса натяжения ленты и усилия прижима ленты. Понятия «глубина резания» и «натяжение ленты»
343
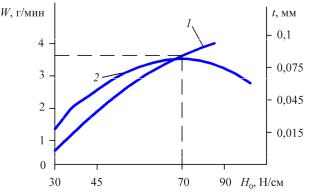
очень тесно связаны между собой. Есть несколько причин увеличения производительности с увеличением натяжения ленты. Как правило, с увеличением натяжения основа ленты становится более плотной и жесткой, зерна на такой основе более жестко закреплены. Также причиной повышения производительности с увеличением натяжения является некоторое увеличение расстояния между зернами с созданием «емкостей» для размещения стружки. Кроме того, при увеличении натяжения изменяется рельеф ленты. Основа и связка как более пластичные материалы утоняются, а зерна вследствие высокой жесткости не изменяют свою форму и рельефнее выступают над поверхностью основы и связки. Лента становится малочувствительной к засаливанию, износ ленты определяется только износом абразивных зерен. Проведено исследование влияния величины натяжения ленты Н0 253FA фирмы 3М Trizact в диапазоне от 30 до 90 Н/см на режущую способность и фактическую глубину резания при шлифовании ротора из стали 30Х13. Режимы обработки: Vл = = 25 м/с; Sпр = 15 мм/мин. Результаты исследования представлены на рис. 166.
Рис. 166. Влияние силы предварительного натяжения Н0 на эффективность шлифования: 1 – режущая способность W; 2 – глубина резания t
344
На рис. 166 видно, что глубина резания и режущая способность ленты возрастают в исследуемом диапазоне изменения H0 = = 30…70 Н/см. На основании этих исследований выбрано оптимальным натяжение H0 = 70 Н/см.
Проведено исследование влияния режимов резания на стойкость абразивных лент. Стойкость инструментов из шлифовальной шкурки – понятие комплексное. Оно включает в себя прочность и износостойкость абразивных зерен, клеевой связки, основы, места склейки, прочность соединения абразивного покрытия с основой инструмента и др. В них одновременно находятся в высоконапряженном состоянии зерна, абразивное покрытие, основа ленты, место склейки – шов, околошовная зона и другие элементы. На практике часто наблюдается низкая общая стойкость инструмента при высокой износостойкости зерен и абразивного покрытия, лента снимается со станка и утилизируется при хорошо сохранившемся абразивном покрытии.
Бесконечные абразивные ленты из шлифовальной шкурки относятся к инструментам одноразового использования. Между эффективностью шлифования абразивной лентой и режимами обработки имеется зависимость, характеризующаяся тем, что менее напряженные режимы приводят к затуплению ленты, а более напряженные – к высокой пластической деформации и выкрашиванию зерен.
Зерна в абразивном инструменте удерживаются вследствие образования химического соединения между материалом связки и зерна, сил адгезии и механического защемления зерен в связке.
Наиболее совершенными являются инструменты, в которых зерна закреплены путем химического соединения. К таким связкам для шлифовальных шкурок относятся синтетические смолы. Осыпаемость лент на синтетических смолах в 2,0–2,5 раза меньше, чем на органических связках типа мездрового клея.
Исследование влияния скорости резания Vл на стойкость ленты Т проведено для новой и серийной ленты в диапазоне скоростей резания от 15 до 30 м/с при оптимальной подаче Sпр = 15 мм/мин и материале ротора – сталь 20Х13. Результаты исследований представлены на рис. 167.
345

Рис. 167. Влияние скорости шлифования Vл
на стойкость ленты T
Установлено, что зависимость стойкости лент от скорости носит экстремальный характер. Наибольшая стойкость (T = 160 мин) обеспечивается новыми лентами 253FA фирмы 3М Trizact при скоростях шлифования Vл = 20…25 м/с. Экстремальность этой зависимости объясняется тем, что при малых скоростях шлифования увеличивается при прочих равных условиях механическая нагрузка на зерно, а при больших скоростях шлифования увеличивается тепловая нагрузка на зерно.
Исследование влияния продольной подачи на стойкость ленты проведено для подач в диапазоне 15–30 мм/мин при оптимальной скорости резания 25 м/с (рис. 168).
Рис. 168. Влияние продольной подачи Sпр на стойкость шлифовальной ленты T
346
На рис. 168 видно, что чем больше подача, тем меньше стойкость шлифовальной ленты. При очень больших подачах лента может разрушиться. Наибольшая стойкость (T = 160 мин) инструмента обеспечена при продольных подачах Sпр = 10…15 мм/мин новыми лентами.
Таким образом, экспериментально было установлено, что при шлифовании роторов гидравлического забойного двигателя лентой 253FA фирмы 3М Trizact оптимальными режимами шлифования являются: скорость ленты Vл = 25 м/с; продольная подача: Sпр = = 15 м/с. При данных режимах шлифования достигается максимум режущей способности шлифовальной ленты, при этом стойкость шлифовальной ленты не уменьшается. При дальнейшем увеличении режимов шлифования происходит быстрый износ ленты, стойкость ленты уменьшается и ухудшается качество поверхностного слоя ротора.
В качестве контролируемого параметра качества поверхностного слоя принята высота микронеровностей поверхности или шероховатость Ra. Поэтому проведено исследование влияния режимов обработки при шлифовании роторов на шероховатость обработанного поверхностного слоя.
Известно, что величина шероховатости изменяется в течение продолжительной эксплуатации абразивной ленты. Причем, по мере износа ленты шероховатость не увеличивается, как у лезвийных инструментов, а уменьшается. Проведены сравнительные исследования влияния продолжительности работы лент 253FA фирмы 3М Trizact с лентой СК11Х ОАО «БАЗ» по времени Т на высоту микронеровностей прошлифованной поверхности ротора. Режимы шлифования: Vл = 25 м/с; Sпр = 15 мм/мин; материал – 20Х13. Результаты исследований приведены на рис. 169.
На рис. 169 видно, что лента 253FA фирмы 3М Trizact на всей протяженности работы сохраняет качество обработки.
Шероховатость поверхности при ленточном шлифовании зависит не только от характеристики ленты, но и от твердости и формы контактных элементов, силы натяжения ленты, режимов и условий
347
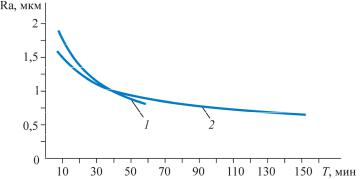
Рис. 169. Зависимость качества обработки от продолжительности работы ленты: 1 – CK11X; 2 – 253FA
шлифования, от свойств обрабатываемого материала, продолжительности работы ленты и других факторов.
Начальные, установившиеся и конечные параметры шероховатости поверхности для лент разной зернистости могут отличаться в несколько раз. Для крупнозернистых лент различие в параметрах шероховатости более значительно, чем для мелкозернистых. Так, для зернистостей 50–63 различие шероховатости Ra = 3…4 мкм, а для зернистостей 3–8 – только доли микрометров. Причем характерно, что для лент разных изготовителей соотношение шероховатостей примерно одинаково. Шлифование лентами ЧАПО, БАЗ, «Нортон»
(Norton), «Клингспор» (Klingspor), «Сайт» (Sait), «Хермес» (Hermes), «Сиа» (Sia) и другими дает возможность построить графические зависимости по этим параметрам (рис. 170).
Начальная шероховатость характеризуется периодом с наибольшим съемом и полем рассеивания. Для установившейся шероховатости характерен период работы с относительно небольшим съемом и получением почти одинаковой шероховатости. Для заключительного периода стойкости лент характерно их полирующее действие.
Результаты исследования влияния скорости шлифования на шероховатость заготовки приведены на рис. 171.
348
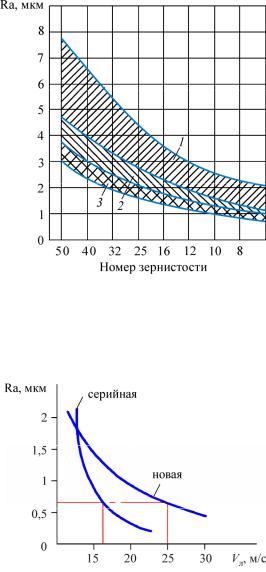
Рис. 170. Зависимость параметра шероховатости поверхности от зернистости лент (1, 2 и 3 – соответственно начальная, установившаяся и конечная шероховатости)
Рис. 171. Влияние скорости шлифования на шероховатость заготовки (Sпр = 15 мм/мин; материал – 20Х13)
349
На рис. 171 видно, что чем больше скорость шлифования, тем меньше шероховатость поверхности. Но с увеличением скорости шлифования и увеличивается температура в зоне обработки.
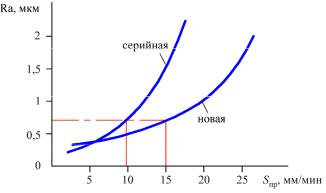
Результаты исследования влияния продольной подачи на шероховатость заготовки приведены на рис. 172.
Рис. 172. Влияние продольной подачи на шероховатость заготовки (скорость обработки Vл = 25 м/с; материал – 20Х13)
На рис. 172 видно, что чем больше скорость подачи, тем больше шероховатость. Увеличение продольной подачи приводит к возрастанию объема металла, снимаемого за один ход. Это обстоятельство вызывает возрастание работы резания и, как следствие, температуры шлифования.
Уместно заметить, что с увеличением скорости ленты катастрофически снижается срок работы ленты (происходит ее обрыв). Для работы на высоких скоростях необходимо тщательно продумывать кинематическую схему станка, сводя к минимуму динамические нагрузки на ленту.
С увеличением натяжения ленты увеличивается ее режущая способность и шероховатость поверхности возрастает.
В.Н. Верезуб [40], исследуя эффективность СОЖ и способа охлаждения при шлифовании жаропрочных сплавов типа ЭИ437Б мас-
350