

301
.pdfПри заполнении информации на строках, имеющих служебный символ «Т», следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование и наименование технологической оснастки. Примеры обозначения некоторых инструментов и приспособлений приведены в прил. 2.
Информацию по применяемой на операции технологической оснастке записывают в следующей последовательности:
–приспособления;
–вспомогательный инструмент;
–режущий инструмент;
–слесарно-монтажный инструмент;
–специальный инструмент;
–средства измерения.
Запись следует выполнять по всей длине строки с возможностью переноса информации на последующие строки. Разделение информации по каждому средству технологической оснастки следует выполнять знаком «;». В случае неприменения какой-либо технологической оснастки записывают оснастку, следующую по порядку очередности.
Примеры оформления маршрутной карты на единичный технологический процесс приведены в прил. 3.
3.4. Операционная карта
Операционная карта применяется для описания отдельных операций по переходам с указанием соответствующих технологических режимов. ОК разрабатывается в дополнение к МК при операционном описании технологического процесса.
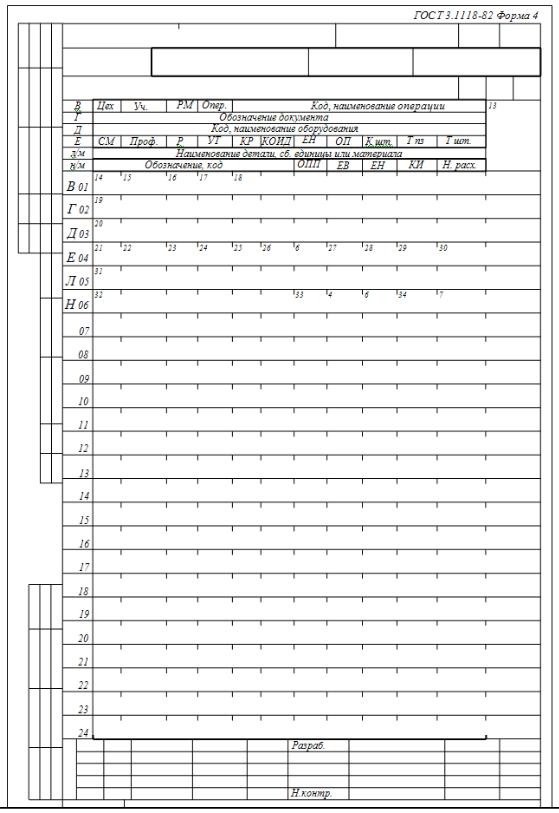
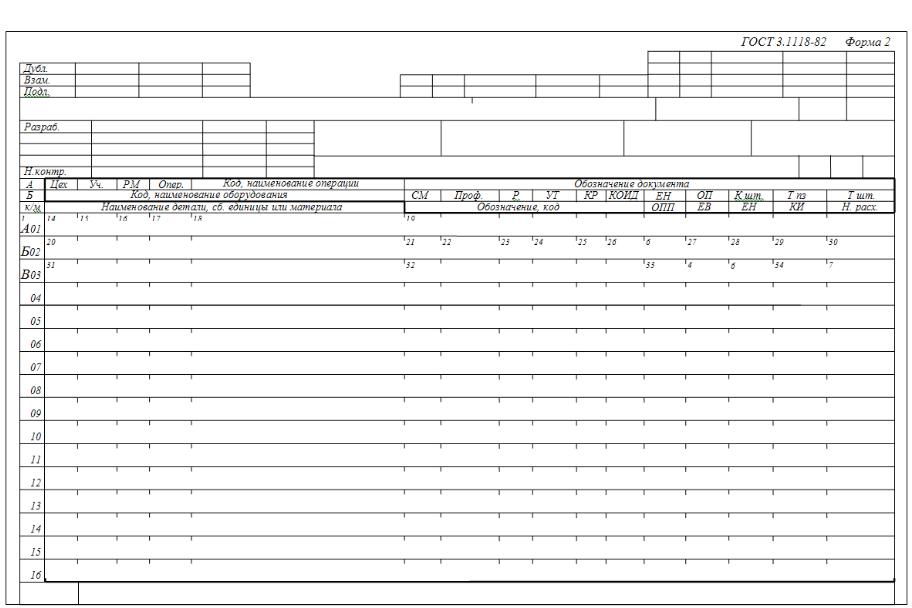
Для оформления ОК могут быть использованы формы № 2, 1б или № 4, 3б МК по ГОСТ 3.1118–82 (МК/ОК), а также формы № 1, 1а или № 2, 2а ОК по ГОСТ 3.1407–86. Формы ОК приведены в прил. 4. Основная надпись выполняется по ГОСТ 3.1103–82.
ОК заполняется в соответствии с табл. 3.3.
|
|
Таблица 3.3 |
|
|
|
|
|
Номер |
Наименование |
Содержание графы |
|
графы |
графы |
||
|
|||
1 |
– |
Обозначение служебного символа и порядковый номер строки |
|
2 |
Код, наимено- |
Код операции по технологическому классификатору операций, наиме- |
|
|
вание опера- |
нование операции. Допускается код операции не указывать |
|
|
ции |
|
|
3 |
Обозначение |
Обозначение документов, применяемых при выполнении данной опе- |
|
|
документа |
рации, например технологическая инструкция |
21
|
|
Окончание табл. 3.3 |
||
|
|
|
|
|
Номер |
Наименование |
Содержание графы |
||
графы |
графы |
|||
|
|
|||
4 |
МИ |
Масса изделия по конструкторскому документу |
|
|
5 |
– |
Резервная графа |
|
|
6Код, наименоКод, краткое наименование оборудования вание обору-
дования
7 |
Тв |
Вспомогательное время на операцию |
8 |
То |
Основное время на операцию |
9 |
Наименование |
Наименование деталей, сборочных единиц, материалов, применяемых |
|
детали, сбо- |
при выполнении операции |
|
рочной едини- |
|
|
цы или мате- |
|
|
риала |
|
10 |
Код, обозна- |
Обозначение (код) деталей, сборочных единиц или материала |
|
чение |
|
11 |
ОПП |
Обозначение подразделения, откуда поступают комплектующие дета- |
|
|
ли, сборочные единицы или материалы |
12 |
ЕВ |
Код единицы величины. Допускается указывать единицы измерения |
|
|
величины |
13 |
ЕН |
Единица нормирования, на которую установлена норма расхода мате- |
|
|
риала, например 1,10,100 |
14 |
КИ |
Количество деталей, сборочных единиц, применяемых при сборке из- |
|
|
делия |
15 |
Норма расхода |
Норма расхода материала |
16 |
Позиция |
Номер позиции детали, сборочной единицы по эскизу или конструк- |
|
|
торскому документу |
17 |
Тв. пр |
Время вынужденного простоя в ожидании обслуживания, мин |
18 |
Тсум |
Суммарная норма времени на операцию |
19 |
Кол-во за цикл |
Количество сборочных единиц (изделий) за цикл |
20 |
Тшт |
Норма штучного времени на операцию |
21Производи- Расчетно-часовая производительность оборудования тельность
22 |
Обозначение |
Обозначение инструкций по охране труда, требования которых необ- |
|
ИОТ |
ходимо соблюдать при выполнении операции |
23Наименование Наименование оборудования оборудования
24Код, обознаКод, обозначение оборудования по классификатору чение обору-
дования
25 |
ПИ |
Номер позиции инструментальной наладки |
26Наименование Наименование технологической оснастки ТО
27Код, обознаКод, обозначение технологической оснастки по классификатору чение ТО
28 |
Кол-во |
Количество единиц технологической оснастки одного обозначения, |
|
|
одновременно применяемой при выполнении перехода |
Информация в ОК вносится построчно с использованием строк различных типов, обозначаемых служебными символами аналогично МК. Дополнительно вводится служебный символ «Р», который используется для обозначения строк, содержащих блоки технологических режимов.
22
При описании операций запись информации следует выполнять в следующем порядке с привязкой к служебным символам:
К/М, О, Т, Р – для форм ОК с горизонтальным расположением поля подшивки;
Л/М, Н/М, О, Т, Р – для форм ОК с вертикальным расположением поля подшивки.
Описание содержания переходов в операциях следует выполнять с привязкой к служебному символу «О» по всей длине строки с возможностью пе-
реноса информации на последующие строки. Запись перехода |
начинается |
с прописной буквы. После записи перехода следует ставить точку. |
|
Для обозначения порядковых номеров переходов следует |
применять |
арабские цифры в порядке возрастания, например 1 и т.д. Порядковый номер перехода ставится в начале строки.
Указание данных по технологической оснастке следует выполнять с привязкой к служебному символу «Т» в следующей последовательности: приспособления, вспомогательный инструмент, слесарный и слесарно-монтажный инструмент, режущий инструмент, специальный инструмент, средства измерения. Запись информации по технологической оснастке следует выполнять по всей длине строки с возможностью переноса информации на последующие строки. Записи разделяются знаком «;». В целях исключения дублирования информации данные по общей технологической оснастке, применяемой на всей операции, следует указывать после описания содержания первого перехода.
Параметры технологических режимов сварки и пайки следует указывать в последовательности, предусмотренной в типовых блоках режимов. Типовой блок технологических режимов для газопламенной пайки и пайки паяльником имеет следующий вид:
ПС |
V |
Vп |
Т-ра |
Т-ра Ж |
Пл |
qг |
НМ |
Тн |
Тох |
|
ПП |
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
|
|
|
|
|
|
|
|
|
|
Содержание граф блока приведено в табл. 3.4.
Таблица 3.4
Номер |
Наименование |
Содержание графы |
|
графы |
графы |
||
|
|||
1 |
ПС |
Условное обозначение паяного шва по ГОСТ 19249–73 |
|
2 |
V |
Скорость перемещения источника нагрева или изделия |
|
3 |
Vп |
Скорость подачи припоя |
|
4 |
Т-ра ПП |
Температура предварительного подогрева детали |
23
Окончание табл. 3.4
Номер |
Наименование |
Содержание графы |
|
графы |
графы |
||
|
|||
5 |
Т-ра Ж |
Температура жала паяльника |
|
6 |
Пл |
Вид пламени |
|
7 |
qг |
Расход газа в единицу времени |
|
8 |
НМ |
Номер наконечника (мундштука) |
|
9 |
Тн |
Время нагрева при пайке |
|
10 |
Тох |
Время охлаждения при пайке |
|
11 |
– |
Резервная графа |
Примеры оформления операционной карты приведены в прил. 5.
24
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1.ГОСТ 3.1102–81. ЕСТД. Стадии разработки и виды документов [Элек-
тронный ресурс]. – UPL: vsegost.com/Catalog/14/1417.shtml
2.ГОСТ 3.1103–82. ЕСТД. Основные надписи [Электронный ресурс]. – UPL: vsegost.com/Catalog/77/7722.shtml
3.ГОСТ 3.1118–82. ЕСТД. Формы и правила оформления маршрутных карт [Электронный ресурс]. – UPL: vsegost.com/Catalog/29/29871.shtml
4.ГОСТ 3.1407–86. ЕСТД. Формы и требования к заполнению и оформлению документов на технологические процессы (операции), специализированные по методам сборки [Электронный ресурс]. – UPL: vsegost.com/Catalog/ 75/7535.shtml
5.Конструкторско-технологическое проектирование электронной аппаратуры: учебник для вузов / К.И. Билибин [и др.]; под общ. ред. В.А. Шахнова.
–М.: Изд-во МГТУ им. Баумана, 2005. – 564 с.
6.Павловский В.В., Васильев В.И., Гутман Т.Н. Проектирование технологических процессов изготовления РЭА. Пособие по курсовому проектированию: учебное пособие для вузов. – М.: Радио и связь, 1982. – 160 с.
7.Ушаков Н.Н. Технология производства ЭВМ: учебное пособие для студентов вузов. – М.: Высшая школа, 1991. – 416 с.
25
Приложение 1
Формы маршрутной карты
Маршрутная карта (первый или заглавный лист)
26
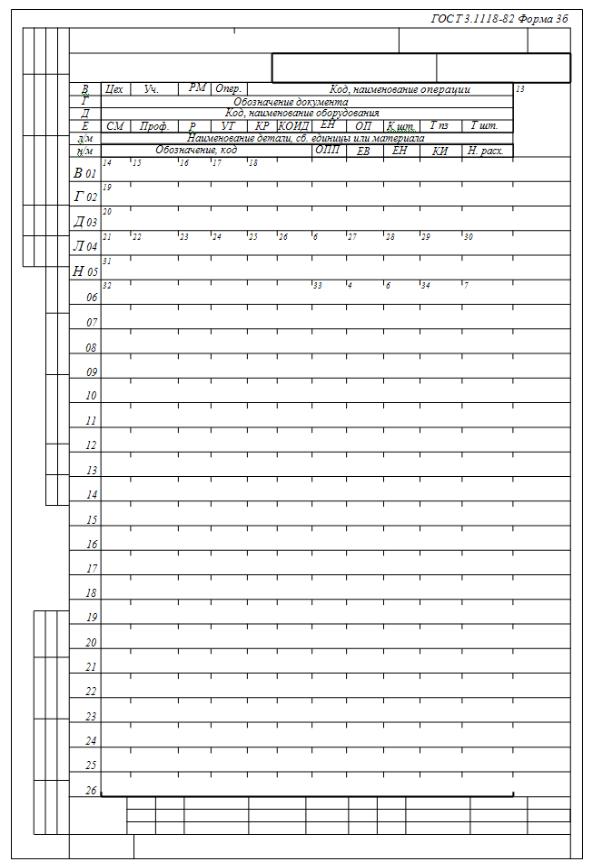
Маршрутная карта (последующие листы)
27
28
Маршрутная карта (первый или заглавный лист)

Маршрутная карта (последующие листы)
29
Приложение 2
Примеры обозначения некоторых инструментов и приспособлений
1.Инструмент для слесарно-сборочных и монтажных работ приведен
втабл. П2.1.
|
|
Таблица П2.1 |
|
|
|
|
|
№ |
Наименование |
Обозначение |
|
п/п |
в технологическом процессе |
|
|
|
|
||
1 |
Плоскогубцы с тонкими прямыми губками |
Плоскогубцы ПТПГ 125, |
|
|
длиной 125 мм |
ОСТ4.ГО.060.010 АТТ 6.890.000 |
|
2 |
Острогубцы с режущими кромками под уг- |
Острогубцы ОБ1 125, |
|
|
лом 30о длиной 125 мм |
ОСТ4.ГО.060.012 АРП 54161-022 |
|
3 |
Ножницы прямые длиной 120 мм |
Ножницы НП 120, |
|
|
|
ОСТ4.ГО.060.014 АТТ 6.890.015 |
|
4 |
Отвертка со стержнем круглого сечения |
Отвертка ОСКС 150*0,5 |
|
|
длиной 150 и толщиной 0,5 мм |
ОСТ4.ГО.060.017 ГТ 7810-0048 |
|
5 |
Пинцет с гладкими губками с металличе- |
Пинцет ПГТМ 120, |
|
|
ским корпусом длиной 120 мм |
ОСТ4.ГО.060.013 АТТ 6.890.022 |
|
6 |
Паяльник электрический U = 36 В, Р = 60 Вт |
Паяльник электрический 36 В/60 Вт |
|
|
|
ГТО 838-1011 |
|
7 |
Универсальный монтажный нож длиной |
Нож НУМ 130, |
|
|
130 мм |
ОСТ4.ГО.060.015 АТТ 6.208.000 |
|
8 |
Линейка металлическая длиной 150 мм |
Линейка 150, ГОСТ 427–75 |
|
9 |
Штангенциркуль с пределом измерения |
Штангенциркуль ШЦ-1-125-0,1, |
|
|
125 мм, тосность 0,1 мм |
ГОСТ 166–80 |
|
10 |
Лупа с четырехкратным увеличением |
Лупа ЛП 1-4,0х ,ГОСТ 25706–83 |
|
2. Приспособления для электромонтажа приведены в табл. П2.2.
Таблица П2.2
п№/п Наименование
1Браслет для защиты от статического электричества
2Ванночка для флюса и спирта
3Стойки монтажные
4Подставка под паяльник
5Клеймо резиновое
Обозначение в технологическом процессе
7875-5019 Браслет
3900-5453 Ванна
7890-5882 Стойки
6019-5023 Подставка
7855-5042 Клеймо
3.Оборудование для электромонтажа: Стол монтажный СМ-3, ГОСТ 5.11091–72.
4.Вспомогательные материалы для электромонтажа:
Припой ПОС-61, ГОСТ 21930–76. Канифоль сосновая А, ГОСТ 19113–73.
Спирт этиловый марки А, ГОСТ 11680–76 + стакан.
30