

301
.pdf
|
|
|
|
Поле подшивки |
|
|
23 |
Б4ф1 |
Б2ф1 |
Б3ф1в |
Б3ф1а |
|
|
|
|
|
|
|
|
|
|
|
Б5ф1 |
|
|
|
|
|
Б1ф1 |
|
|
|
|
|
Б1ф3 |
210 |
178,5 |
5,5 |
|
|
5,5 |
|
|
|
|
|
Б3ф1б |
|
|
|
|
|
Б3ф1в; |
|
|
|
|
|
Б3ф1г |
|
8,5 |
|
|
297 |
Б6ф1 |
|
|
|
|
||
|
|
|
|
а |
|
Б4ф1 |
|
148,5 |
Б3ф1в |
Б3ф1а |
|
Б5ф1а |
|
|
|
|
|
|
|
|
|
|
Б1ф1а |
Б3ф1б |
|
|
|
Б1ф3а |
|
|
|
|
|
||
|
|
|
|
Б6ф1 |
|
|
|
|
|
б |
|
|
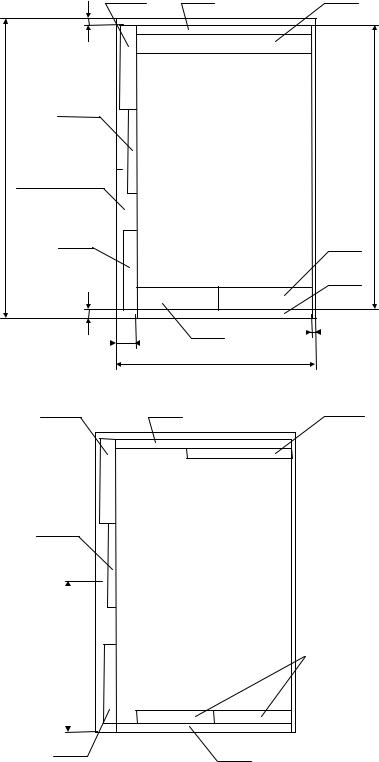
Рис. 3.1. Расположение графических изображений блоков основной надписи |
||||
|
на формах документов для форм документов формата А4 с горизонтальным |
||||
|
расположением поля подшивки: а – первый лист, б – последующие листы |
||||
11
8 |
Б3ф1а |
Б5ф1 |
Б1ф1 |
|
|
|
Б1ф3 |
Б3ф1а |
|
|
|
297 |
|
|
280,5 |
Поле подшивки |
|
|
|
Б4ф1 |
|
|
Б2ф1 |
|
|
|
Б6ф1 |
8,5 |
23 |
Б3ф1 |
5 |
|
|||
|
|
|
|
|
|
210 |
|
|
|
а |
|
Б3ф1а |
|
Б5ф1 |
Б1ф1а |
|
|
|
Б1ф3а |
Б3ф1в |
|
|
|
148,5 |
|
|
Б3ф1б |
|
|
Б3ф1в; |
|
|
|
|
|
|
|
|
Б3ф1г |
Б4ф1 |
|
Б6ф1 |
|
|
|
|
|
|
|
б |
|
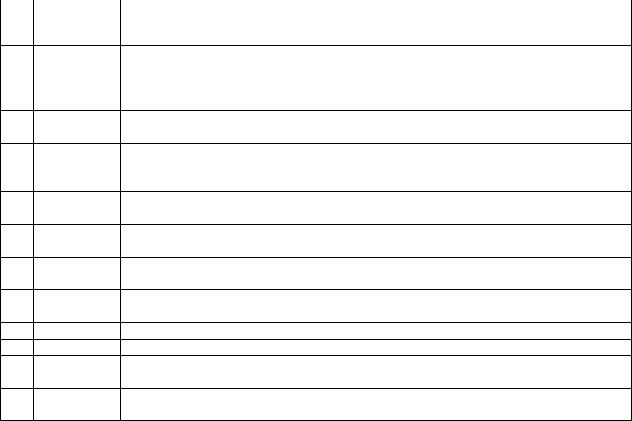
Рис. 3.2. Расположение графических изображений |
|||
блоков основной надписи на формах документов |
|||
для форм документов формата А4 |
|||
с вертикальным расположением поля подшивки: |
|||
а – первый лист, б – последующие листы |
|||
12

Б1ф1 |
L |
|
1 |
l |
2 |
3 |
|
21,25 |
12,75 |
59,8 |
41,6 |
46,8 |
|
7 |
6 |
|
|
5 |
|
|
|
|
|||
|
|
|
|
|
10,4 |
|
|
|
|
|
3*10,4=31,2 |
Б1ф1а |
|
|
|
|
|
106,6 |
|
|
|
|
|
|
2 |
|
4 |
|
|
|
|||
|
|
12,75 |
|
|
59,8 |
46,8 |
|
|||
Б1ф3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
|
|
3 |
4 |
|
|
|
|
|
7 |
6 |
|
|
|
|
11 |
10 |
9 |
8 |
|
|
|
|
|
|
|
10,4 |
10,4 |
10,4 |
13 |
|
|
|
|
|
|
|
||||
Б1ф3а |
2 |
|
|
4 |
|
|
8 |
|||
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
13 |
|
|
|
|
|
|
|
119,6 |
|
|
|
Формат документа |
L, мм |
l, мм |
|
|
|
|
|
А4 с вертикальным расположени- |
182,0 |
33,8 |
|
ем поля подшивки |
|||
|
|
||
|
|
|
|
А4 с горизонтальным расположени- |
189,8 |
41,6 |
|
ем поля подшивки |
|||
|
|
||
А3 |
189,8 |
41,6 |
|
|
|||
|
|
|
Рис. 3.3. Графическое изображение форм блоков основной надписи
13

14
Б2ф1 |
Раз раб . |
|
|
|
Б4ф1 |
|
Дубл. |
22 |
|
14 |
|
15 |
|
|
|
|
|
|
|
|
|||||||
|
13 |
14 |
15 |
|
|
Взам. |
|
21 |
|
|
12,75 |
||
|
12 |
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|||||||
|
|
|
|
21,25 |
|
|
Побл. |
|
20 |
|
|
|
|
|
Н.контр. |
|
|
|
|
18,2 |
|
20,8 |
20,8 |
15,6 |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
23,4 |
|
36,4 |
20,8 |
15,6 |
|
|
75,4 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
96,2 |
|
|
|
|
|
|
|
|
Б3ф1 |
16 |
17 |
18 |
14 |
15 |
Б5ф1 |
23 |
24 |
25 |
26 |
27 |
8,5 |
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
21,25 |
|
59,8 |
46,8 |
15,6 |
|
15,6 |
|
|
|
|
|
|
|
|
|
L |
|
|
|
|
10,4 |
10,4 |
23,4 |
20,8 |
15,6 |
|
|
|
|
|
|
|
|
|
|
|
80,6 |
|
Б5ф1а |
23 |
24 |
25 |
|
27 |
|
|
|
|
|
|
|
|
8,5 |
|||||
Б3ф1a |
16 |
17 |
18 |
14 |
15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
17 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Б5ф1б |
28 |
23 |
24 |
25 |
27 |
Б3ф1б |
16 |
17 |
18 |
14 |
15 |
12,75 |
|
|
|
|
286 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Б5ф1в |
27 |
25 |
|
24 |
23 |
Б3ф1в |
16 |
17 |
18 |
14 |
15 |
8,5 |
|
|
|
|
L |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
23,4 |
|
|
|
Б3ф1г |
16 |
17 |
18 |
14 |
15 |
4,5 |
Б6ф1 |
28 |
29 |
|
|
8,5 |
|
|
|
|
L
Рис. 3.3. Графическое изображение форм блоков основной надписи. Окончание

Графа 14 – подписи лиц. Подпись лица, разработавшего документ, и подпись лица, ответственного за нормоконтроль, являются обязательными.
Графа 15 – дата подписи.
Графа 16 – порядковый номер изменения документа. Графа 17 – отметка о замене или введении листа документа. Графа 18 – обозначение (код) извещения об изменении.
Графа 19 – обозначение (код) программы при распечатке документа на АЦПУ.
Графа 20 – инвентарный номер подлинника.
Графа 21 – инвентарный номер подлинника, взамен которого выпущен данный подлинник.
Графа 22 – инвентарный номер дубликата.
Графа 23 – указание дополнительной информации (по применимости в изделии, вариантам исполнения и т.п.).
Графа 24 – обозначение номера изделия, с которого вводится данный документ.
Графа 25 – обозначение основного документа (комплекта документов на технологический процесс или операцию, комплекта документации), куда входит данный документ.
Графа 26 – общее количество листов документа. Графа 27 – порядковый номер листа документа.
Графа 28 – условноеобозначениевидадокументапоГОСТ3.1102–81. Графа 29 – наименование документа или краткое наименование техноло-
гического метода формообразования, обработки, сборки, который описывается в данном документе.
3.2. Система обозначения технологических документов
Каждому разработанному и выпускаемому документу должно быть присвоено самостоятельное обозначение. Если документ выполнен на нескольких листах, то все листы одного документа должны иметь одинаковое обозначение. У заимствованных документов сохраняется присвоенное им обозначение. Система обозначения технологических документов устанавлива-
ется ГОСТ 3.1201–85.
Обозначение технологического документа имеет структуру, представленную на рис. 3.4.

 . *****. *****
. *****. *****
Порядковый регистрационный номер Код характеристики документа
Код организации-разработчика
Рис. 3.4. Структура обозначения технологического документа
15

Код организации – разработчика документа следует присваивать в соответствии с требованиями отраслевых нормативных документов. Для учебных документов, выполненных в Пермском национальном исследовательском политехническом университете, можно использовать код «ПНИПУ». Код характеристики документа имеет структуру, изображенную на рис. 3.5.
** * **
 Вид техпроцесса по методу выполнения Вид техпроцесса по его организации
Вид техпроцесса по методу выполнения Вид техпроцесса по его организации
Вид технологического документа
Рис. 3.5. Структура кода характеристики документа
Коды технологических документов: 01 – комплект документов; 10 – маршрутная карта; 20 – карта эскизов;
25 – технологическая инструкция;
30 – комплектовочная карта;
40 – ведомость документов;
42– ведомость оснастки;
43– ведомость материалов;
44– ведомость деталей (сборочных единиц);
46– ведомость оборудования;
50– карта технологического процесса;
60– операционная карта.
Кодирование вида техпроцесса по его организации:
0– без указания вида;
1– единичный процесс (операция);
2– типовой процесс (операция);
3– групповой процесс (операция).
Код «0» проставляется при отсутствии необходимости обозначения кон-
кретного вида, например для комплекта документов. Кодирование вида техпроцесса по методу выполнения: 00 – без указания вида; 01 – общего назначения; 03 – технический контроль; 04 – перемещение; 05 – складирование; 06 – испытания;
10 – литье металлов и сплавов;
30 – холодная штамповка;
40 – механическая обработка;
16
50 – термическая обработка;
60 – изготовление деталей из пластмасс;
73 – лакирование;
81 – лужение горячее;
85 – электромонтаж;
88 – сборка;
89– обмоточные работы;
90– сварка.
Код «00» следует проставлять при отсутствии необходимости обозначения конкретного вида технологического процесса по методу изготовления, например если в комплекте документов описаны два или более методов изготовления.
Порядковые регистрационные номера технологическим документам присваивает служба организации-разработчика, ответственная за ведение картотеки учета обозначений. Порядковые номера начинаются с номера 00001 и заканчиваются номером 99999.
Пример обозначения документа:
ПНИПУ.10188.00012
ПНИПУ – организация-разработчик; 10 – маршрутная карта; 1 – единичный техпроцесс; 88 – сборка;
00012 – условный порядковый номер.
3.3. Маршрутная карта
Маршрутная карта является составной и неотъемлемой частью комплекта технологических документов, разрабатываемых на технологические процессы изготовления или ремонта изделий.
При маршрутном и маршрутно-операционном описании технологического процесса в МК описывается весь процесс в технологической последовательности выполнения операций, при этом не требуется разработка операционных карт.
При операционном описании технологического процесса МК выполняет роль сводного документа, в котором указывается адресная информация (номер цеха, участка, рабочего места, операции), наименование операции, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты.
ГОСТ 3.1118–82 устанавливает несколько форм МК. В частности, для единичных технологических процессов, выполняемых с применением различных методов обработки, применяется форма № 1 (с горизонтальным распо-
17
ложением поля подшивки) и форма № 3 (с вертикальным расположением поля подшивки) для первого листа МК и формы № 1б, 3б – для последующих.
Для единичных технологических процессов сборки применяется форма № 2 (с горизонтальным расположением поля подшивки) и форма № 4 (с вертикальным расположением поля подшивки) для первого листа документа и формы № 1б и 3б – для последующих (прил. 1).
Основная надпись выполняется по ГОСТ 3.1103–82.
Для изложения технологических процессов в МК информацию вносят построчно, при этом используется несколько типов строк. Каждому типу строки соответствует свой служебный символ. Служебные символы условно выражают состав информации, содержащейся в строке. Простановка служебных символов является обязательной. Допускается не проставлять служебный символ на последующих строках, несущих ту же информацию, в пределах описания одной операции и одного листа, для документов, заполняемых рукописным способом или с помощью печатающей машинки и не подлежащих обработке средствами механизации и автоматизации.
В качестве служебных символов используются буквы русского алфавита. Служебный символ проставляется перед номером соответствующей строки и выполняется прописной буквой.
Служебные символы типов строк в зависимости от размещения состава информации приведены в табл. 3.1.
|
|
Таблица 3.1 |
|
|
|
|
|
№ |
Обозначение |
Содержание информации, вносимой в графы, расположенные на строке |
|
п/п |
служебного |
||
|
символа |
|
|
1А Номер цеха, участка, рабочего места, где выполняется операция; номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции (применяется только для форм с горизонтальным расположением поля подшивки)
2Б Код, наименование оборудования и информация по трудозатратам (применяется только для форм с горизонтальным расположением поля подшивки)
3В Номер цеха, участка, рабочего места, где выполняется операция; номер операции, код и наименование операции (применяется только для форм с вертикальным расположением поля подшивки)
4Г Обозначение документов, применяемых при выполнении операции (применяется только для форм с вертикальным расположением поля подшивки)
5Д Код, наименование оборудования (применяется только для форм с вертикальным расположением поля подшивки)
6Е Информация по трудозатратам (применяется только для форм с вертикальным расположением поля подшивки)
7К Информация по комплектации изделия составными частями (применяется только для форм с горизонтальным расположением поля подшивки)
8М Информация о применяемых материалах
9О Содержание операции (перехода)
10Т Информация о применяемой при выполнении операции технологической оснастке
11Л, Н Информация по комплектации изделия (применяется только для форм с вертикальным расположением поля подшивки)
18
Последовательность внесения информации по типам строк.
Для единичных технологических процессов сборки при маршрутном описании технологического процесса:
формы № 2, 1б – А, Б, К, М, О, Т;
формы № 4, 3б – В, Г, Д, Е, Л, Н, М, О, Т.
Для единичных технологических процессов сборки при операционном описании технологического процесса:
формы № 2, 1б – А, Б, К, М;
формы № 4, 3б – В, Г, Д, Е, Л, Н, М.
При маршрутно-операционном описании технологического процесса очередность заполнения служебных символов производится в зависимости от вида описания данной операции.
В случае отсутствия информации с каким-либо служебным символом записывается информация со следующим служебным символом по порядку.
Графы форм следует заполнять в соответствии с табл. 3.2.
Таблица 3.2
Номер |
Наименование |
Слу- |
|
(условное |
жебный |
Содержание информации |
|
графы |
обозначение) |
||
|
графы |
символ |
|
|
|
|
|
1 |
– |
– |
Обозначение служебного символа и порядковый номер строки |
2 |
– |
М01 |
Наименование, сортамент, размер и марка материала, обозна- |
|
|
|
чение стандарта, технических условий |
3 |
Код |
М02 |
Код материала по классификации |
4 |
ЕВ |
М02, К, |
Код единицы величины (массы, длины и т.п.) детали, заготов- |
|
|
Н, М |
ки, материала. Допускается указывать единицы измерения ве- |
|
|
|
личины |
5 |
МД |
М02 |
Масса детали |
6 |
ЕН |
М02, Б, |
Единица нормирования, на которую установлена норма расхо- |
|
|
К, Е, Н, |
да материала или норма времени |
|
|
М |
|
7 |
Норма расхода |
М02, К, |
Норма расхода материала |
|
|
Н, М |
|
8 |
КИМ |
М02 |
Коэффициент использования материала |
9 |
Код заготовки |
М02, |
Код заготовки по классификатору. Допускается указывать вид |
|
|
М03 |
заготовки (отливка, прокат и т.п.) |
10 |
Профиль и раз- |
М02, |
Профиль и размеры исходной заготовки |
|
меры |
М03 |
|
11 |
КД |
М02, |
Количество деталей, изготавливаемых из одной заготовки |
|
|
М03 |
|
12 |
МЗ |
М02, |
Масса заготовки |
|
|
М03 |
|
13 |
– |
– |
Графа для особых указаний |
14 |
Цех |
А, В |
Номер цеха, в котором выполняется операция |
15 |
Участок |
А, В |
Номер участка |
16 |
РМ |
А, В |
Номер рабочего места |
17 |
Операция |
А, В |
Номер операции |
19
Окончание табл. 3.2
|
|
|
|
|
Номер |
Наименование |
Слу- |
|
|
(условное обо- |
жеб- |
Содержание информации |
||
графы |
значение) |
ный |
||
|
||||
|
графы |
символ |
|
|
18 |
Код, наименова- |
А, В |
Код операции по технологическому классификатору, наиме- |
|
|
ние операции |
|
нование операции |
|
19 |
Обозначение |
А, Г |
Обозначение документов, применяемых при выполнении дан- |
|
|
документа |
|
ной операции |
|
20 |
Код, наименова- |
Б, Д |
Код оборудования по классификатору, краткое наименование |
|
|
ние оборудова- |
|
оборудования |
|
|
ния |
|
|
|
21 |
СМ |
Б, Е |
Степень механизации |
|
22 |
Профессия |
Б, Е |
Код профессии по классификатору ОКПДТР |
|
23 |
Р |
Б, Е |
Разряд работы, необходимый для выполнения операции |
|
24 |
УТ |
Б, Е |
Код условий труда по классификатору ОКПДТР |
|
25 |
КР |
Б, Е |
Количество исполнителей, занятых при выполнении операции |
|
26 |
КОИД |
Б, Е |
Количество одновременно изготавливаемых деталей при вы- |
|
|
|
|
полнении одной операции |
|
27 |
ОП |
Б, Е |
Объем производства |
|
28 |
Кшт |
Б, Е |
Коэффициент штучного времени при многостаночном обслу- |
|
|
|
|
живании |
|
29 |
Тпз |
Б, Е |
Норма подготовительно-заключительного времени на опера- |
|
|
|
|
цию |
|
30 |
Тшт |
Б, Е |
Норма штучного времени на операцию |
|
31 |
Наименование |
К, Л, |
Наименование деталей, сборочных единиц, материалов, при- |
|
|
детали, сбороч- |
М |
меняемых при выполнении операции |
|
|
ной единицы |
|
|
|
|
или материала |
|
|
|
32 |
Обозначение, |
К, Н, |
Обозначение деталей, сборочных единиц по конструкторско- |
|
|
код |
М |
му документу или материалов по классификатору |
|
33 |
ОПП |
К, Н, |
Обозначение подразделения, откуда поступают комплектую- |
|
|
|
М |
щие детали, сборочные единицы или материалы |
|
34 |
КИ |
К, Н, |
Количество деталей, сборочных единиц, применяемых при |
|
|
|
М |
сборке изделия |
При заполнении строк, имеющих служебный символ «О», нумерацию операций следует выполнять числами ряда арифметической прогрессии, например 5; 10; 15; 20 и т.д. Промежуточные числа при необходимости используются для нумерации операций, вводимых дополнительно или взамен аннулированных. Номер аннулированной операции не применяется. Например, в МК аннулирована операция 15 и вместо нее вводятся две другие операции: одной из них присваивается номер 16, другой – 17.
Запись информации следует выполнять в технологической последовательности по всей длине строки с возможностью переноса информации на последующие строки. Записи выполняются в нижней части строки (оставляя верхнюю часть для внесения изменений). Начало записи операции выполняется с прописной буквы. При операционном описании технологического процесса на МК номер перехода следует проставлять в начале строки.
20