

2754
.pdf
|
II |
|
III |
I |
|
|
|||||
ПЭП 50° |
ПЭП 50° |
ПЭП 50° |
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 18. Положения ПЭП при настройке ВРЧ на СОП № 8
|
|
|
|
ВРЧ |
|
|
|
|
Усиление |
|
|
|
|
28,5 дБ |
|
|
|
|
ВРЧ |
|
|
|
|
вкл + кривая |
|
|
|
|
Положение |
|
|
|
|
180 мм |
|
|
|
|
Уровень |
|
|
|
|
0,0 дБ |
|
|
|
|
Сброс |
= 12,5 дБ |
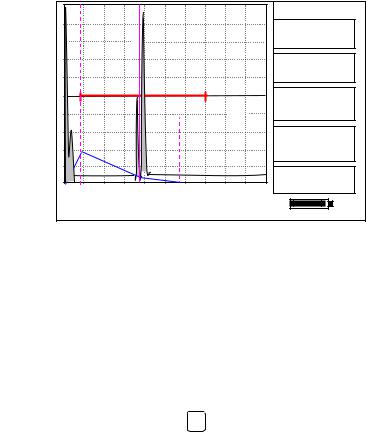
S = 234,4 |
X = 178,7 |
Y = 150 |
|
F = 2,5 МГц |
У = 0о д = 250 мм З = 0 мм |
V = 3260 |
||
Рис. 19. Настройка чувствительности дефектоскопа в точке III
Кнопкой SP войти в основное меню и с помощью кнопок

 выделить первую колонку (см. рис. 1). Кнопкой
выделить первую колонку (см. рис. 1). Кнопкой  , расположенной напротив ячейки «ВРЧ <Меню>», выполнить вызов меню ВРЧ.
, расположенной напротив ячейки «ВРЧ <Меню>», выполнить вызов меню ВРЧ.
Кнопками и
и  , находящимися напротив параметра «Положение», установить линию маркера ВРЧ по центру эхо-сигнала от плоскодонной засверловки (третья точка ВРЧ) и последова-
, находящимися напротив параметра «Положение», установить линию маркера ВРЧ по центру эхо-сигнала от плоскодонной засверловки (третья точка ВРЧ) и последова-
тельным нажатием кнопок  и
и  , расположенных напротив
, расположенных напротив
21

параметра «Уровень», зафиксировать положение точки (численное значение глубины залегания в параметре «Положение» выделяется красным цветом).
Установить ПЭП в положение I (см. рис. 18), получить сигнал от эталонного плоскодонного отражателя на глубине 15 мм и
найти его максимум. Кнопкой  , расположенной напротив параметра «Положение», установить линию маркера ВРЧ по центру эхо-сигнала (первая точка ВРЧ), затем последовательным нажа-
, расположенной напротив параметра «Положение», установить линию маркера ВРЧ по центру эхо-сигнала (первая точка ВРЧ), затем последовательным нажа-
тием кнопок  и
и  , находящихся напротив параметра «Уро-
, находящихся напротив параметра «Уро-
вень», зафиксировать положение точки. Кнопкой  , расположенной напротив параметра «Уровень», довести эхо-сигнал до середины экрана (рис. 20).
, расположенной напротив параметра «Уровень», довести эхо-сигнал до середины экрана (рис. 20).
|
|
|
|
ВРЧ |
|
|
|
|
Усиление |
|
|
|
|
28,5 дБ |
|
|
|
|
ВРЧ |
|
|
|
|
вкл + кривая |
|
|
|
|
Положение |
|
|
|
|
15 мм |
|
|
|
|
Уровень |
|
|
|
|
9,5 дБ |
|
|
|
|
Сброс |
|
|
|
|
ВРЧ |
= 4,6 дБ |
S = 31,1 |
X = 23,8 |
Y = 20 |
|
F = 2,5 МГц |
У = 0° д = 50 мм З = 0 мм |
V = 3260 |
||
|
Рис. 20. Настройка ВРЧ в точке I |
|||
Установить ПЭП в положение II (см. рис. 18), получить сигнал от эталонного плоскодонного отражателя на глубине 90 мм и
найти его максимум. Кнопкой  , расположенной напротив параметра «Положение», установить линию маркера ВРЧ по центру эхо-сигнала (вторая точка ВРЧ), затем последовательным нажа-
, расположенной напротив параметра «Положение», установить линию маркера ВРЧ по центру эхо-сигнала (вторая точка ВРЧ), затем последовательным нажа-
тием кнопок  и
и  , которые находятся напротив параметра
, которые находятся напротив параметра
«Уровень», зафиксировать положение точки. Кнопкой  , расположенной напротив параметра «Уровень», довести эхо-сигнал до середины экрана (рис. 21).
, расположенной напротив параметра «Уровень», довести эхо-сигнал до середины экрана (рис. 21).
22
|
|
|
ВРЧ |
|
|
|
Усиление |
|
|
|
28,5 дБ |
|
|
|
ВРЧ |
|
|
|
вкл + кривая |
|
|
|
Положение |
|
|
|
90,0 мм |
|
|
|
Уровень |
|
|
|
6,5 дБ |
|
|
|
Сброс |
= 2,5 дБ |
S = 155,6 X = 119,2 |
Y = 100 |
|
F = 2,5 МГц |
У = 0° д = 250 мм З = 0 мм |
V = 3260 |
|
|
Рис. 21. Настройка ВРЧ в точке II |
||
Последовательно перемещая ПЭП в положения I и III, убедиться, что эхо-сигнал от сегментных отражателей находится на середине экрана с погрешностью = 2 дБ. Если условие не выполняется, повторить настройку ВРЧ.
Кнопкой  , расположенной напротив параметра «Положение», установить линию маркера ВРЧ в начало зоны развертки
, расположенной напротив параметра «Положение», установить линию маркера ВРЧ в начало зоны развертки
(нулевая точка ВРЧ). Последовательным нажатием кнопок  и
и
 , находящихся напротив параметра «Уровень», зафиксировать
, находящихся напротив параметра «Уровень», зафиксировать
положение точки. Кнопкой 
 , которая расположена напротив параметра «Уровень», выровнять линию ВРЧ между первой и нулевой точками (рис. 22), численные значения уровня в первой и в нулевой точке должны быть равны.
, которая расположена напротив параметра «Уровень», выровнять линию ВРЧ между первой и нулевой точками (рис. 22), численные значения уровня в первой и в нулевой точке должны быть равны.
Полученные значения усиления дефектоскопа (браковочного уровня), уровня ВРЧ в первой и во второй точках ( NВРЧ-1 иNВРЧ-2) и положения точек ВРЧ занести в табл. В2. Произвести запись настройки в соответствии с прил. Б.
23

|
|
|
|
ВРЧ |
|
|
|
|
Усиление |
|
|
|
|
28,5 дБ |
|
|
|
|
ВРЧ |
|
|
|
|
вкл + кривая |
|
|
|
|
Положение |
|
|
|
|
01 мм |
|
|
|
|
Уровень |
|
|
|
|
6,5 дБ |
|
|
|
|
Сброс |
= 5,0 дБ |
S = 155,6 |
X = 119,2 |
Y = 100 |
|
F = 2,5 МГц |
У = 0° д = 250 мм З = 0 мм |
V = 3260 |
||
Рис. 22. Выравнивание чувствительности в начале развертки дефектоскопа
Лабораторная работа № 4 Проведение ультразвукового контроля осей колесных
пар зеркально-теневыми методами
1. Проведение УЗК оси колесной пары по варианту метода Т1
Ультразвуковой контроль структуры металла зеркальнотеневым методом (ЗТМ) по варианту метода Т1 выполняется с использованием прямого совмещенного преобразователя типа П111-2,5-К12.
Настройка чувствительности
Войти в «Типовую настройку» контроля оси колесной пары – открыть «Основное меню», кнопкой, расположенной напротив окна «Вызов», выбрать: «Спец. <меню> (локомотивы)», объекты контроля – «Электровозы серии ВЛ», контролируемую деталь – «Ось колесной пары», зонуконтроля – «Прозвучиваемость». Войти в режим «Настройка».
Установить прямой совмещенный ПЭП П111-2,5-К12-003 на смоченную контактной жидкостью поверхность СО-3Р по ГОСТ 18576 или СО-2 по ГОСТ 14782 (см. рис. 20). Кнопками
 и
и  , расположенными напротив параметра «Усиление», установить амплитуду первого донного сигнала на середину экрана
, расположенными напротив параметра «Усиление», установить амплитуду первого донного сигнала на середину экрана
(рис. 23).
24

ПЭП 0°
|
|
|
ПРИЕМНИК |
|
|
|
Усиление |
|
|
|
10,5 дБ |
|
|
|
Частота ПЭП |
|
|
|
2,5 МГц |
|
|
|
+ дБ |
|
|
|
6 дБ |
|
|
|
Шаг |
|
|
|
0,5 дБ |
|
|
|
ПИК |
|
|
|
выкл |
= 5,0 дБ |
Н = 59,0 мм |
|
|
F = 2,5 МГц |
У = 0° д = 125 мм |
З = 0 мм |
V = 5900 |
Рис. 23. Определение уровня браковочной чувствительности по СО-3Р
Установить уровень браковочной чувствительности Gбр, увеличив значение усиления, полученного на стандартном образце G00 на величинуGд, равную 46 дБ:
Gбр = G00 +Gд = G00 +46.
Нажать кнопку  , расположенную напротив окна «Контроль», на экране появится типовая настройка для оси с установленным значением браковочной чувствительности. Сверить полученное ранее значение браковочной чувствительности с усилением дефектоскопа, при необходимости выполнить корректировку.
, расположенную напротив окна «Контроль», на экране появится типовая настройка для оси с установленным значением браковочной чувствительности. Сверить полученное ранее значение браковочной чувствительности с усилением дефектоскопа, при необходимости выполнить корректировку.
Проведение контроля по варианту метода Т1
Установить ПЭП на смазанную контактной жидкостью поверхность торца оси (рис. 24) и проверить положение донного сигнала на экране дефектоскопа (9...9,8 клетки горизонтальной шкалы).
25

|
|
ДИАПАЗОН |
|
|
Усиление |
|
|
56,0 дБ |
|
|
Диапазон |
|
|
2700 мм |
|
|
Задержка |
|
|
0 |
|
|
Ед. |
|
|
измерения |
|
|
мм |
|
|
Толщ. изделия |
|
|
выкл |
= 16,0 дБ |
Н = 0 |
|
F = 2,5 МГц |
У = 0° д= 2700 мм З = 0 мм |
V = 5900 |
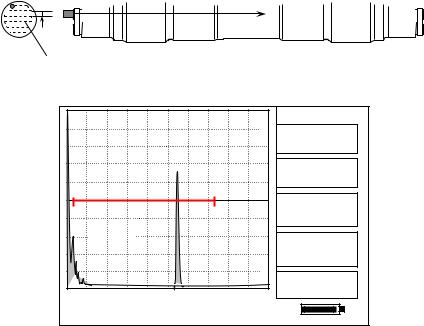
Рис. 24. Типовые дефектограммы годной оси при контроле оси колесной пары на «прозвучиваемость»
Провести сканирование каждого торца оси по окружности радиусом 0,5R (R – радиус шейки), измеряя в каждой точке значение превышения сигналом порогового уровня , отображаемого в нижней части экрана (рис. 25). Результаты измерения занести в табл. 3.
0,5R ПЭП 0°
Траектория сканирования
Рис. 25. Схема контроля оси на «прозвучиваемость» и траектория сканирования (метод Т1)
Ось подлежит браковке, если амплитуда эхо-сигнала от противоположного торца оси ниже настроенного порогового уровня АСД (значение меньше нуля) на участке, который равен диаметрупьезопластины или больше него (рис. 26).
26

|
|
ДИАПАЗОН |
|
|
Усиление |
|
|
56,0 дБ |
|
|
Диапазон |
|
|
2700 мм |
|
|
Задержка |
|
|
0 |
|
|
Ед, |
|
|
Измерения |
|
|
мм |
|
|
Толщ, изделия |
|
|
выкл |
= 16,0 дБ |
Н = 0 |
|
F = 2,5 МГц |
У = 0° д= 2700 мм З = 0 мм |
V = 5900 |
Рис. 26. Типовая дефектограмма подлежащей браковке оси колесной пары
Таблица 3
Результаты контроля оси колесной пары (вариант метода Т1)
Номер |
G00, дБ |
Gбр,дБ |
, дБ |
|
измерения |
||||
|
|
|
1
2
3
4
5
6
...
2. Проведение УЗК оси по варианту метода Т2
Ультразвуковой контроль металла осей по варианту метода Т2 выполняется с использованием прямого совмещенного преобразователя типа П111-5,0-К3.
Выполнить вызов варианта метода Т2 (см. прил. Б). Нанести масло на цилиндрическую поверхность оси вдоль
образующей. Установить преобразователь на цилиндрическую поверхность шейки оси и выполнить сканирование преобразователем вдоль образующей правой шейки оси с шагом 15 мм, определяя значение амплитуды донного сигнала в каждой точке (рис. 27). Для определения амплитуды донного сигнала зафиксировать положение ПЭП, регуляторами усиления довести сигнал до середины экрана и записать значение усиления дефектоскопа.
27

Выполнить сканирование вдоль образующей правой подступичной и средней частей оси, левой подступичной части и левой шейки оси. Результаты контроля занести в табл. 4.
Рис. 27. Схема контроля по варианту метода Т2 и траектория сканирования
|
|
|
|
|
|
|
|
Таблица 4 |
|
|
Результаты контроля оси колесной пары (вариант метода Т2) |
||||||||
Номер |
Левая часть оси |
Средняя |
Правая часть оси |
||||||
|
Предпод- |
|
|
Предпод- |
|
|
|||
изме- |
|
|
Подсту- |
|
|
Подсту- |
|||
рения |
|
Шейка |
ступич- |
пичная |
часть оси |
Шейка |
ступич- |
|
пичная |
|
|
|
ная |
|
|
|
ная |
|
|
1 |
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
... |
|
|
|
|
|
|
|
|
|
Ось не соответствует требованиям УЗК, если разница между максимальным и минимальным значениями амплитуд донных сигналов в пределах одной зоны оси превышает 6 дБ при условии обеспечения акустического контакта.
Лабораторная работа № 5 Контроль оси колесной пары эхо-методом
1. Ультразвуковой контроль осей вариантом метода А1
Ультразвуковой контроль на выявление внутренних дефектов по варианту метода А1 выполняется с использованием прямого совмещенного преобразователя типа П111-2,5-К12.
Выполнить вызов варианта метода А1 (см. прил. Б). Для проведения контроля необходимо:
1) нанести контактную жидкость на торец оси, установить поисковую чувствительность Nп на 6 дБ больше браковочной N0:
Nп = N0 + 6;
2)выполнить поперечно-продольное или спиральное сканирование по торцуоси с шагом не более 6 мм (рис. 28);
3)в случае обнаружения сигналов, превышающих уровень фиксации в зоне контроля (середину экрана), найти максималь-
28
ное значение амплитуды сигнала от дефекта и установить браковочную чувствительность N0, уменьшив показания усиления на 6 дБ (рис. 29). Если амплитуда сигнала доходит до середины экрана или превышает ее, ось считается бракованной;
4) повторить контроль с противоположного торца оси.
ПЭП 0°  6
6 

Траектория сканирования
Рис. 28. Схема сканирования с торца оси методом А1
|
|
СТРОБ 1 |
|
|
Усиление |
|
|
30,0 дБ |
|
|
Начало |
|
|
30 мм |
|
|
Ширина |
|
|
355 мм |
|
|
Уровень |
|
|
50 % |
|
|
Полярность |
|
|
+ |
= 1,4 дБ |
Н = 280 мм |
|
F = 2,5 МГц |
У = 0° д= 500 мм З = 0 мм |
V = 5900 |
Рис. 29. Типовая дефектограмма при выявлении дефектов с торца оси для зоны от 30 до 385 мм (вариант А1)
Выполнить вызов настройки А1.1310 (см. прил. Б) и повторить контроль. Типичная дефектограмма при контроле зоны оси от 380 до 1310 мм представлена на рис. 30.
Ось не соответствует требованиям приемочного УЗК, если при контроле обнаружены несплошности, амплитуда эхо-сигналов от которых в зоне контроля достигает или превышает середину экрана при установленной браковочной чувствительности.
29

|
|
СТРОБ 1 |
|
|
Усиление |
|
|
30,0 дБ |
|
|
Начало |
|
|
380 мм |
|
|
Ширина |
|
|
980 мм |
|
|
Уровень |
|
|
50 % |
|
|
Полярность |
|
|
+ |
= 1,3 дБ |
Н = 640 мм |
|
F = 2,5 МГц |
У = 0° д= 1500 мм З = 0 мм |
V = 5900 |
Рис. 30. Типовая дефектограмма при выявлении дефектов (вариант метода А1.1310)
Результаты контроля занести в табл. 5.
|
|
|
|
Таблица 5 |
Результаты контроля оси колесной пары (вариант метода А1) |
||||
|
|
|
|
|
Номер |
Расстояние до |
Превышение сиг- |
Вариант метода |
Заключение |
нала порогового |
(контролируемая |
|||
дефекта |
дефекта Н, мм |
уровня , дБ |
зона) |
(годен / брак) |
1 |
|
|
|
|
2 |
|
|
|
|
3 |
|
|
|
|
... |
|
|
|
|
2. Контроль оси по варианту метода А2
Ультразвуковой контроль оси для выявления внутренних дефектов по варианту метода А2 выполняется с использованием прямого совмещенного преобразователя П111-5,0-К6.
Выполнить вызов рабочей настройки для варианта А2Ш (см. прил. Б).
Для проведения контроля необходимо:
1)нанести контактную жидкость на всю цилиндрическую поверхность шейки оси;
2)установить поисковую чувствительность Nп на 6 дБ выше браковочной N0: Nп = N0 + 6;
3)выполнить продольно-поперечное сканирование по всей цилиндрической поверхности оси с шагом не более 16 мм (рис.31);
30