

Инструментальное оснащение технологических процессов металлообрабо
..pdfний угол даже желателен. Пластины с позитивной геометрией получили более широкое распространение при торцовом фрезеровании любых материалов в обрабатывающих центрах и на фрезерных станках с недостаточной мощностью.
|
|
+g |
+g |
|
-g |
+g |
|
α |
= 0 |
α |
α |
|
|
||
|
а |
б |
в |
Рис.6.12. Различные типы геометрии пластин фрез
Использование пластин с негативно-позитивной геометрией позволяет создать эффективный инструмент, уменьшить силы резания и потребляемую мощность. Такие торцовые фрезы могут обрабатывать различные материалы, обеспечивают хороший стружкоотвод и качество обрабатываемой поверхности.
В табл.6.5 произведено сопоставление марок твердого сплава с износостойкими покрытиями, выпускаемых отечественными и зарубежными изготовителями для фрезерных работ, соответственно в табл.6.6 представлены марки твердых сплавов без покрытия.
Таблица 6 . 5
Марки твёрдых сплавов с покрытием для фрезерных работ
Группы |
ВНИИТС |
КЗТС |
Sandviк |
Seco |
Sandviк |
|
Kenna- |
||
резания и |
Korloy |
||||||||
МКТС |
Tools |
Coromant |
metal |
||||||
примене- |
(Россия) |
(Россия) |
(Корея) |
||||||
(Россия) |
(Швеция) |
(Швеция) |
(США) |
||||||
ния |
|
|
|
|
|
|
|
||
P |
P01 |
|
|
|
|
|
|
|
|
|
P10 |
ВМ2226 |
НР10АМ |
|
|
GC4220 |
|
KC525M |
|
|
ВМ1258 |
|
|
|
|||||
|
|
|
НР20АМ |
|
МР2500 |
GC2030 |
NCM325 |
KC525М |
|
|
P20 |
ВМ2226 |
СМ30М |
Т200М |
GC3040 |
||||
|
ТР20АМ |
PC3535 |
|||||||
|
|
|
|
|
F25М |
GC4230 |
|
|
|
|
|
ВМ1416 |
|
СМ30М |
Т350М |
|
NCM335 |
|
|
|
P30 |
ВМ1418 |
НР30АМ |
СТ35М |
Т25М |
GC1030 |
PC3545 |
KC525M |
|
|
|
|
|
|
F30М |
|
|
|
|
|
P40 |
ВМ1426 |
ТС40РМ |
СМ40М |
F40М |
GC4240 |
|
RC930M |
|
|
ТР40АМ |
CU45 |
Т60М |
GC2040 |
|
||||
131
Продолжение табл. 6 . 5
Группы |
ВНИИТС |
КЗТС |
Sandviк |
Seco |
Sandviк |
|
Kenna- |
|||
резания и |
Korloy |
|||||||||
МКТС |
Tools |
Coromant |
metal |
|||||||
примене- |
(Россия) |
(Россия) |
(Корея) |
|||||||
(Россия) |
(Швеция) |
(Швеция) |
(США) |
|||||||
|
ния |
|
|
|
|
|
|
|
||
|
|
P50 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
GC1025 |
|
|
|
|
|
M10 |
|
|
|
|
GC1030 |
NCM325 |
KC510M |
|
|
|
|
|
|
|
|
GC4230 |
|
|
|
M |
|
M20 |
|
АР20АМ |
СМ40М |
МР2500 |
GC2030 |
NCM335 |
KC925M |
|
|
|
|
|
ТР20АМ |
|
F25М |
GC4030 |
PC9530 |
|
|
|
|
M30 |
|
ТС40РМ |
CU45 |
Т350М |
GC2040 |
PC3545 |
KC525 |
|
|
|
|
ВР35АМ |
F30М |
GC4240 |
|||||
|
|
M40 |
|
ТР40АМ |
|
F40М |
|
|
KC735M |
|
|
|
K01 |
|
|
|
|
|
NCM310K |
|
|
|
|
|
ВМ3156 |
АР20АМ |
|
|
GCК15W |
NCM320K |
|
|
|
|
K10 |
ВМ3226 |
ВР20АМ |
CK15M |
|
GCК20W |
РС6510 |
KC510M |
|
|
|
|
ВМ3156 |
|
|
|
|
|
|
|
K |
|
|
ВМ3316 |
АР20АМ |
|
МК1500 |
GC3220 |
РС215К |
|
|
|
K20 |
CK20M |
МК2000 |
GC1020 |
KC520M |
|||||
|
|
ВР25АМ |
||||||||
|
|
|
|
|
|
|
GC4220 |
|
|
|
|
|
|
|
ВР25АМ |
|
МК3000 |
GC3040 |
|
|
|
|
|
K30 |
|
|
GC4230 |
|
KC725M |
|||
|
|
|
ВР35АМ |
|
Т200М |
|
||||
|
|
|
|
|
|
|
GC4240 |
|
|
|
|
|
N01 |
|
|
|
|
|
|
|
|
N |
|
N10 |
|
ВР20АМ |
|
F15М |
GC1025 |
|
|
|
|
N20 |
|
ВР25АМ |
|
F17М |
|
|
|
||
|
|
|
|
|
|
|
||||
|
|
N30 |
|
|
|
|
|
|
|
|
|
|
S10 |
|
|
|
МР2500 |
GC1025 |
РС8520 |
KC520M |
|
|
|
|
|
|
GC1030 |
KC715М |
||||
S |
|
S20 |
|
АР20АМ |
|
Т350М |
GC2030 |
|
KC525M |
|
|
|
ВР20АМ |
|
Т25М |
|
|||||
|
|
S30 |
|
|
|
F40М |
GC2040 |
|
KC530M |
|
|
|
S40 |
|
|
|
|
|
|
|
|
|
|
H10 |
|
|
СК15М |
МН1000 |
GC3020 |
|
|
|
|
|
|
|
F15М |
GC1025 |
|
|
|||
Н |
|
H20 |
|
АР20АМ |
CА30 |
Т200М |
GC4220 |
|
KC520M |
|
|
|
|
|
ВР20АМ |
|
|
|
|
KC525M |
|
|
|
H30 |
|
|
|
F30М |
GC3040 |
|
|
|
132

Продолжение табл. 6 . 5
Группы |
Iscar |
|
Widia |
Kyocera |
Sumi- |
|
Mitsubishi |
Рramet |
|
резания |
(Изра- |
Walter |
(Герма- |
(Япо- |
tomo |
Dijet |
Carbide |
Tools |
|
и приме- |
иль) |
(Германия) |
ния) |
ния) |
(Япония) |
(Япония) |
(Япония) |
(Чехия) |
|
нения |
|
|
|
|
|
|
|
|
|
|
P01 |
IC903 |
|
|
|
|
JC5003 |
|
|
|
|
|
|
|
JC8008 |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
P10 |
IC950 |
WXM15 |
TN6525 |
PR1025 |
АС230 |
JC5015 |
F7010 |
7010 |
|
|
|
WXH15 |
TN6415 |
|
|
JC8015 |
|
8016 |
|
|
IC900 |
WКР25 |
TN2525 |
|
АСZ330 |
JC5030 |
F7030 |
5026 |
|
P20 |
IC910 |
PR830 |
JC730U |
|||||
P |
|
IC908 |
|
TN7525 |
|
|
|
VP15RT |
8026 |
|
|
|
|
|
|
|
|
||
|
P30 |
IC354 |
WKP35 |
TN450 |
PR660 |
АСZ350 |
JC5040 |
VP30RT |
7025 |
|
IC900 |
WXM35 |
TN7535 |
8230 |
|||||
|
|
IC328 |
WXР45 |
|
|
|
|
|
5040 |
|
P40 |
TN6540 |
|
|
|
UP20M |
7040 |
||
|
|
IC928 |
WTP35 |
|
|
|
|
|
8240 |
|
|
|
|
|
|
|
|
|
|
|
P50 |
|
|
|
|
|
|
|
8040 |
|
M10 |
IC907 |
WXM15 |
TN6525 |
PR1025 |
ЕН20Z |
|
F7010 |
7010 |
|
|
|
|
TN6415 |
|
|
|
|
8016 |
|
|
IC354 |
|
TN7535 |
|
АСZ350 |
JC5015 |
F7030 |
5026 |
|
M20 |
IC900 |
|
PR830 |
|||||
|
|
IC90 |
|
TN7525 |
|
|
JC8015 |
VP15RT |
8026 |
M |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7040 |
|
|
|
|
|
|
|
|
|
|
|
|
M30 |
IC928 |
WXM35 |
TN450 |
PR660 |
|
JC730U |
|
8040 |
|
|
|
|
|
|
|
|
|
8230 |
|
M40 |
IC328 |
WTP35 |
TN6540 |
|
|
|
F7030 |
5040 |
|
WSP45 |
|
|
|
VP30RT |
8240 |
|||
|
|
|
|
|
|
|
|||
|
K01 |
|
|
TN6510 |
|
|
JC5003 |
F5010 |
|
|
|
|
TN5505 |
|
|
JC8008 |
VP30RT |
|
|
|
|
|
|
|
|
|
|||
|
|
IC900 |
WAK15 |
TN5415 |
|
АС211 |
JC600 |
|
7010 |
|
K10 |
TN6525 |
PR905 |
F5010 |
|||||
|
IC910 |
WXM15 |
ЕН20Z |
JC610 |
8016 |
||||
|
|
|
|
TN5515 |
|
|
|
|
|
K |
|
IC908 |
WКР25 |
TN6520 |
|
АСZ310 |
JC5015 |
|
5026 |
K20 |
TN5520 |
|
F5010 |
7025 |
|||||
|
|
IC950 |
|
TN6529 |
|
|
JC8015 |
|
8026 |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
5040 |
|
K30 |
IC928 |
WXM35 |
TN6540 |
|
|
|
|
7040 |
|
|
IC950 |
WКР35 |
|
|
|
|
|
8040 |
|
|
|
|
|
|
|
|
|
8240 |
|
N01 |
|
|
|
|
|
|
|
|
|
N10 |
|
WXN15 |
|
|
DL1000 |
|
|
7010 |
|
|
|
|
|
|
8016 |
|||
|
|
|
|
|
|
|
|
|
|
N |
N20 |
IC908 |
|
|
|
|
|
|
8026 |
|
|
|
|
|
|
|
|
|
8230 |
|
N30 |
|
|
|
|
|
|
|
7040 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
133
Окончание табл. 6 . 5
Группы |
Iscar |
|
Widia |
Kyocer |
|
|
Mitsubishi |
Рramet |
|
резания |
(Изра- |
Walter |
(Герма- |
a |
Sumitomo |
Dijet |
Carbide |
Tools |
|
и приме- |
иль) |
(Германия) |
ния) |
(Япо- |
(Япония) |
(Япония) |
(Япония) |
(Чехия) |
|
нения |
|
|
|
ния) |
|
|
|
|
|
|
|
IC900 |
|
|
PR660 |
|
|
|
|
|
|
|
|
PR830 |
ЕН10Z |
|
|
7010 |
|
|
S10 |
IC907 |
|
|
|
VP15RT |
|||
|
|
IC903 |
|
|
PR102 |
|
|
|
8016 |
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S |
S20 |
IC328 |
WXM35 |
TN6529 |
|
ЕН20Z |
|
|
8026 |
|
|
IC908 |
WTP35 |
|
|
ЕН520Z |
|
|
8230 |
|
S30 |
IC928 |
WXР45 |
|
|
|
|
|
8040 |
|
|
|
|
|
|
|
8240 |
||
|
|
|
|
|
|
|
|
|
|
|
S40 |
|
|
|
|
|
|
|
7040 |
|
|
IC900 |
|
|
|
|
|
|
7010 |
|
H10 |
IC907 |
WXH15 |
TN6526 |
|
|
|
VP15RT |
|
|
|
|
|
8016 |
|||||
|
|
IC903 |
|
|
|
|
|
|
|
Н |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5026 |
|
|
H20 |
IC908 |
|
TN2525 |
|
|
|
|
7040 |
|
|
|
|
|
|
|
|
|
8230 |
|
H30 |
|
|
|
|
|
|
|
8040 |
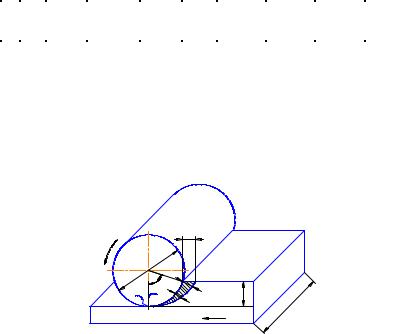
6.4. Назначение режимов резания при фрезеровании
Элементы режима резания при торцово-цилиндрическом фрезеровании представлены на рис.6.13.
|
Sz |
|
n,V |
|
|
D |
|
|
? |
àmax |
t |
|
àñ |
|
|
B |
|
|
|
|
|
|
S |
Рис.6.13. Элементы режима резания при фрезеровании
134
Таблица 6 . 6
Марки твёрдых сплавов без покрытия для фрезерных работ
Группы |
ВНИИТС |
КЗТС |
Sandviк |
Seco |
Sandviк |
|
Kenna- |
||
Tools |
Coromant |
Korloy |
|||||||
резания и |
МКТС |
metal |
|||||||
применения |
(Россия) |
(Россия) |
(Россия) |
(Шве- |
(Шве- |
(Корея) |
(США) |
||
|
|
|
|
|
ция) |
ция) |
|
|
|
|
P01 |
|
|
|
|
|
|
K5H |
|
|
P10 |
|
Н10 |
|
|
|
МА2 |
K45 |
|
|
|
|
|
|
ST20 |
||||
|
|
|
|
|
|
|
|
||
P |
P20 |
ВМ125 |
Н20 |
|
|
|
ST30A |
K45 |
|
P30 |
ВТ141 |
Н30 |
РМ30 |
|
SM30 |
ST40 |
KM |
||
|
|
||||||||
|
|
|
Т25 |
|
|
|
ST30N |
|
|
|
P40 |
ВТ141 |
Т40 |
РТ40 |
|
|
|
GX |
|
|
P50 |
|
Т50 |
|
|
|
|
|
|
|
M10 |
ВТ222 |
А10 |
|
|
|
|
|
|
M |
M20 |
ВТ335 |
В20 |
РМ30 |
|
|
U10 |
K313 |
|
|
ВТ222 |
Т20 |
|
|
|
U20 |
|
||
|
M30 |
ВТ331 |
В35 |
РТ40 |
|
SM30 |
U40 |
K2885 |
|
|
M40 |
|
|
|
|
|
|
|
|
|
K01 |
|
|
|
|
|
H01 |
K6 |
|
|
|
|
|
|
|
H05 |
K313 |
||
|
|
|
|
|
|
|
|||
|
K10 |
ВМ315 |
К10 |
ТК10 |
|
Н1Р |
H10 |
K1 |
|
K |
ВМ316 |
|
G10 |
K8735 |
|||||
K20 |
ВТ320 |
К20 |
ТК20 |
HX |
Н13А |
|
KMF |
||
|
|
||||||||
|
ВТ335 |
К25 |
|
||||||
|
K30 |
ВТ331 |
К35 |
|
|
|
|
|
|
|
ВТ334 |
|
|
|
|
|
|||
|
N10 |
|
А10 |
ТК20 |
H15 |
Н10 |
|
|
|
N |
|
Н13А |
|
|
|||||
N20 |
|
В20 |
ТК25 |
HX |
Н10F |
|
|
||
|
|
|
|
||||||
|
N30 |
|
В35 |
|
H25 |
|
|
|
|
|
S10 |
|
А10 |
|
|
|
|
|
|
S |
S20 |
|
В20 |
ТК20 |
HX |
Н13А |
|
|
|
|
|
|
|
|
H25 |
|
|
|
|
|
S30 |
|
|
ТК25 |
|
H10F |
|
|
|
Н |
H10 |
|
А10 |
ТК10 |
|
Н1Р |
|
|
|
H20 |
|
В20 |
ТК20 |
|
|
|
|
||
|
H30 |
|
|
|
|
|
|
|
|
135
Окончание табл. 6 . 6
Группы |
Iscar |
Walter |
Widia |
|
Sumi- |
|
Mitsubi- |
Pramet |
|
резания и |
(Изра- |
(Герма- |
(Герма- |
Kyocera |
tomo |
Dijet |
shi Car- |
Tools |
|
примене- |
иль) |
ния) |
ния) |
(Япония) |
(Япония) |
(Япония) |
bide |
(Чехия) |
|
|
ния |
|
|
|
|
|
|
(Япония) |
|
|
P01 |
|
|
|
|
ST10P |
|
|
|
|
P10 |
|
|
ТТ125 |
|
ST20E |
|
STi10T |
|
|
P20 |
IC50M |
WPM |
Р25 |
|
ST20E |
DX25 |
STi20T |
S26 |
|
ТТМ |
|
DX30 |
||||||
P |
|
|
|
|
|
|
|
||
P30 |
|
|
ТТR |
PW30 |
A30 |
|
STi20T |
S30 |
|
|
|
|
|
||||||
|
|
|
A30N |
|
S26 |
||||
|
|
|
|
|
|
|
|
||
|
P40 |
IC28 |
|
|
|
ST40E |
|
|
S45 |
|
P50 |
|
|
|
|
|
|
|
|
|
M10 |
IC20 |
|
ТТ125 |
|
U10E |
|
|
HF7 |
|
|
|
|
|
Н10 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Р25 |
|
|
|
|
|
M |
M20 |
IC08 |
|
ТНR |
|
U2 |
|
UTi20T |
|
|
|
|
|
ТТМ |
|
|
|
|
|
|
M30 |
IC28 |
|
ТТR |
PW30 |
A30 |
|
UTi20T |
|
|
M40 |
|
|
|
|
A30N |
|
|
S45 |
|
K01 |
|
|
ТНМ-U |
|
H1 |
|
HTi05T |
|
|
|
|
ТТ125 |
|
H2 |
|
|
||
|
|
|
|
|
|
|
|
||
K |
K10 |
IC20 |
|
К15 |
KW30 |
EH10 |
КТ9 |
HTi10T |
HF7 |
|
|
|
|
ТНМ |
|
EH510 |
|
|
Н10 |
|
K20 |
|
WKM |
ТНR |
|
G10E |
КТ9 |
HTi20T |
|
|
K30 |
|
|
|
|
|
|
|
|
|
|
|
|
ТНМ |
|
Н1 |
|
|
HF7 |
|
N10 |
IC20 |
WK10 |
KW10 |
|
|
Н10 |
||
N |
|
|
|
|
|
|
|
|
|
N20 |
IC08 |
WKM |
|
GW25 |
|
|
|
Н10 |
|
|
|
|
|
|
|||||
|
IC28 |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
N30 |
|
|
|
|
|
|
|
|
|
S10 |
IC20 |
|
ТНМ |
KW10 |
ЕН520 |
|
|
HF7 |
S |
|
|
|
|
|
ЕН20 |
|
|
Н10 |
S20 |
IC08 |
|
ТНR |
|
|
|
|
|
|
|
IC28 |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
S30 |
|
|
|
|
|
|
|
|
|
H10 |
IC20 |
|
ТНМ |
|
|
|
|
HF7 |
H |
|
|
|
|
|
Н10 |
|||
|
H20 |
|
|
|
|
|
|
|
|
Величина подачи Sz (мм/зуб) при черновой обработке ограничивается мощностью станка, жесткостью оборудования и прочностью пластины в зависимости от максимальной толщины стружки
136

аmax (рис. 6.14). Предельные значения аmax зависят от толщины пластины.
Толщина пластины (мм) |
< 3,18 |
3,18…3,97 |
4,76…5,56 |
6,35 и > |
аmax (мм) |
0,1…0,15 |
0,2 |
0,3 |
0,4…0,7 |
При выборе подачи при чистовой обработке необходимо учитывать требования к обрабатываемой поверхности по точности, шероховатости. Качество обрабатываемой поверхности прежде всего зависит от величины радиуса пластины при вершине. При торцовом фрезеровании пластинами с радиусом при вершине, равном 0,4…2,4 мм, обеспечить шероховатость менее Ra 1,25 очень сложно, поэтому следует применять зачистные пластины. Подача на оборот не должна превышать ширину зачистной фаски, что позволит обеспечить шероховатость поверхности Ra = 0,53…1,25. Величина подачи в этом случае составит 0,2…0,3 мм.
В отличие от токарной обработки, где толщина стружки является постоянной и зависит только от подачи и главного угла в плане, при фрезеровании толщина стружки изменяется в течение одного оборота фрезы. Средняя толщина стружки (торцовоцилиндрическое фрезерование при t / D < 0,2) определяется как
ac = Sz t D .
D .
При соотношении t/D > 0,2 средняя толщина стружки определяется по формуле
ac = |
sin ϕ 180 t SZ |
|
|
. |
|
π D arcsin (t D ) |
||
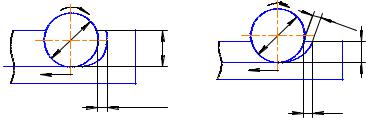
Величина максимальной толщины стружки аmax зависит от расположения центра фрезы относительно заготовки (см. рис. 6.14). Если центр фрезы находится внутри заготовки
(рис. 6.14, а), то
Sz = amax  sin ϕ
sin ϕ
При расположении центра фрезы вне заготовки (см. рис. 6.14, б)
Sz = (1 KS ) (amax
KS ) (amax  sin ϕ ),
sin ϕ ),
где KS − коэффициент, зависящий от соотношения t/D [30]:
t/D |
0,02 |
0,05 |
0,10 |
0,15 |
0,20 |
0,25 |
0,30 |
0,35 |
0,40 |
0,45 |
1/KS |
3,57 |
2,29 |
1,67 |
1,40 |
1,25 |
1,15 |
1,09 |
1,05 |
1,02 |
1,01 |
137
В общем случае величину подачи на зуб можно выбрать по методике, изложенной в каталогах [6 − 38].
V |
D |
t |
S |
Sz = amax |
а
V |
a |
|
|
m |
|
|
|
ax |
|
D |
|
|
|
t |
|
S |
|
|
Sz |
|
|
б |
|
Рис.6.14. Максимальная толщина стружки в зависимости от расположения фрезы: а − центр фрезы внутри заготовки; б − центр фрезы вне заготовки
В качестве примера в табл.6.7 даны рекомендации по выбору подач для наиболее распространенных фрез и пластин [2, 17, 38].
Таблица 6 . 7
Величина подачи при фрезеровании
Тип фрезы |
Тип |
Характеристика пластины |
Подача на зуб |
Толщина |
пластины |
Sz, мм/зуб |
стружки аc, мм |
||
Торцовые |
SEAN |
Высокоточная |
0,17 |
0,12 |
|
SEКN |
Острокромочная |
0,17 |
0,12 |
|
SEКN |
Кромки с круглением |
0,17 |
0,12 |
|
SEКN |
Кромки с фасками |
0,24 |
0,17 |
|
SEКN |
Кромки с фасками и скруг. |
0,24 |
0,17 |
|
SNКN |
Стандартная |
0,26 |
0,25 |
|
SNGN |
Радиус при вершине |
0,20 |
0,19 |
|
SРКN |
Стандартная |
0,18 |
0,17 |
|
SРКR |
Криволинейная реж. кромка |
0,26 |
0,25 |
|
SPGN |
Радиус при вершине |
0,15 |
0,15 |
|
TPKN |
Стандартная |
0,17 |
0,17 |
|
TPKR |
Криволинейная реж. кромка |
0,25 |
0,25 |
|
TPGN |
Радиус при вершине |
0,12 |
0,12 |
|
TNAF |
Точная с лункой |
0,17 |
0,12 |
|
TNKF |
Стандартная с лункой |
0,17 |
0,12 |
|
TNAN |
Точная плоская |
0,20 |
0,14 |
|
TNKN |
Стандартная плоская |
0,20 |
0,14 |
|
SBAN |
Чистовая |
0,17 |
0,17 |
Концевые |
ZDGW |
|
0,12 |
0,12 |
|
ZDCW |
|
0,12 |
0,12 |
|
ZPCW |
|
0,15 |
0,15 |
138
Исходными данными при назначении скорости резания при фрезеровании являются:
–величина главного угла в плане ϕ ;
–марка обрабатываемого материала и его твердость;
–марка инструментального материала;
– подача на оборот So = S z × Z, мм/об;
– требуемый период стойкости ТM, мин. Действительная скорость резания
Vc = Vc.o·Kнв·Кт,
где Vc.o − начальная скорость резания определяется в зависимости от обрабатываемого материала, подачи на зуб или максимальной толщины стружки по каталогам [6 − 38];
В качестве примера в табл.6.8 приведены значения начальной скорости резания, удельной силы резания и величины подачи по ISO для группы резания Р10 [30].
Kнв − поправочный коэффициент, учитывающий разницу в твердости обрабатываемого материала и материала используемого при разработке нормативов резания (см. табл.1.13);
Кт − поправочный коэффициент на действительное время контакта зубьев фрезы с заготовкой. Действительное время Т Д кон-
такта зубьев фрезы с заготовкой определится как
Тд = Т·LK/( π·D),
где LK − реальная дуга контакта фрезы с заготовкой; D − диаметр фрезы; Т − период стойкости, мин.
Отношение LK/( π·D), с достаточной для расчета точностью, можно определить графически. Если ширина фрезерования равна диаметру фрезы, то даже в этом случае действительное время контакта зубьев фрезы с заготовкой Тд составит только половину периода стойкости Т, следовательно, износ пластин определяется только значением Тд, которое всегда меньше требуемого периода стойкости.
Коэффициент Кт выбирается, исходя из полученного Тд:
Тд |
10 |
15 |
20 |
25 |
30 |
45 |
60 |
Kт |
1,10 |
1,0 |
0,95 |
0,90 |
0,87 |
0,80 |
0,75 |
Соответствие между величинами твердости, измеренное различными методами, можно определить (см. табл. 1.14).
139
Удельная сила резания (Н / мм2 ) при фрезеровании:
Kcф = Kc ac−mc ,
где KС − удельная сила резания (табл. 6.8) [6 − 38]; ac − средняя толщина стружки, мм; mc − степенной показатель зависимости удельной силы резания от толщины стружки (табл.6.9).
Таблица 6 . 8
Начальные значения силы и скоростей резания при фрезеровании
|
|
|
|
|
|
|
|
Марки твердых |
||||
|
|
|
|
|
|
|
|
|
сплавов |
|
||
|
|
ISO |
|
|
|
|
Удельная |
|
СМ30М |
|
||
|
|
|
|
|
Твер- |
Подача S, |
||||||
|
|
|
Материал |
СМС |
Стали и сплавы по ГОСТ |
дость, |
сила |
|
мм/зуб |
|
||
|
|
|
резания, |
|
|
|
|
|
||||
|
|
|
|
|
|
НВ |
Н/мм2 |
0,1 |
|
0,2 |
|
0,3 |
|
|
|
|
|
|
|
|
|
Скорость |
|||
|
|
П/г. |
|
|
|
|
|
резания VC, |
||||
|
Гр. |
|
|
|
|
|
|
|
м/мин |
|
||
|
Р |
|
|
|
Нелегированные стали |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
С=0.25-0.55% |
01.2 |
Ст4, Ст5, Ст6 - группа Б, 30, |
|
|
|
|
|
|
|
|
|
|
|
|
35, 30Г, 35Г, 40, 45, 40Г, |
150 |
1600 |
310 |
|
250 |
|
210 |
|
|
|
|
|
45Г, 47ГТ, 50, А30, А35, |
|
|
|||||
|
Стали |
|
|
|
|
|
|
|
|
|
|
|
|
Р 10 |
|
|
А40, А35Е, А45Е, АС40, |
|
|
|
|
|
|
|
|
|
|
|
|
АС35Г2, АС40Г2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
55, 60, 65, 70, 75, 80, 85, 60Г, |
|
|
|
|
|
|
|
|
|
|
С=0.55-0.8% |
01.3 |
65Г, 70Г, У7А, У8А, У9А, |
170 |
1700 |
290 |
|
245 |
|
190 |
|
|
|
|
|
У10А, У11А, У12А, У13А |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Потребная мощность резания определится по формуле
Р = В t Sмин Ксф , |
|
с |
60 106 η |
где В − ширина фрезерования, мм; t − глубина фрезерования, мм;
Sмин − минутная подача, равная SZ·n·Z, мм/мин; η − КПД станка (для большинства станков η = 0,8).
Выбор мощности электродвигателя станка
Рассчитанная потребная мощность резания не должна превышать мощности на шпинделе станка Nшп,
N р ≤ Nшп .
140