

Координатно-расточной станок 2В440
..pdfМинистерство образования и науки Российской Федерации Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Пермский национальный исследовательский политехнический университет»
Кафедра «Металлорежущие станки и инструменты»
КООРДИНАТНО-РАСТОЧНОЙ СТАНОК 2В440
Методические указания к лабораторной работе
Издательство Пермского национального исследовательского
политехнического университета
2012
Составитель: доцент В.К. Зальцберг
УДК 621.9.06 К64
Рецензент канд. техн. наук, доцент В.А. Спирин
(Пермский национальный исследовательский политехнический университет)
Координатно-расточной станок 2В440: метод. указания К64 к лаборат. работе / сост. В.К. Зальцберг. – Пермь: Изд-во Перм.
нац. исслед. политехн. ун-та, 2012. – 18 с.
Рассмотрено назначение и устройство станка, его кинематика, правила работы на станке и управления им. Изложена методика определения координат с помощью оптического отсчетного устройства. Указаны основные принадлежности станка.
Предназначеныдлястудентовмашиностроительныхспециальностей.
УДК 621.9.06
© ПНИПУ, 2012
2
Цель лабораторной работы
Ознакомиться с устройством, кинематикой, технологическими возможностями координатно-расточного станка 2В440 и овладеть практическими приемами по выполнению работ на станке.
Назначение станка
Координатно-расточной станок 2В440 предназначен для обработки отверстий в корпусных и ответственных деталях (кондукторах, корпусах приспособлений и др.), когда требуется достигнуть высокой точности формы и взаимного расположения обрабатываемых отверстий.
На станке можно осуществлять разметку, проверку линейных размеров и межцентровых расстояний. Измерения производятся в прямолинейной системе координат, для чего имеются оптические экранные отсчетные устройства.
Станок снабжен универсальным поворотным столом, дающим возможность производить обработку отверстий, расположение которых задано в полярной системе координат, и обработку наклонных отверстий. Наличие механического перемещения стола и салазок позволяет производить на станке легкие фрезерные работы.
Краткая техническая характеристика станка
Наружный диаметр гильзы шпинделя, мм........................... |
105 |
Вылет оси шпинделя, мм........................................................ |
500 |
Размеры рабочей поверхности стола, мм |
|
длина........................................................................................ |
800 |
ширина..................................................................................... |
400 |
Наибольший допускаемый вес изделия, кг.......................... |
320 |
Наибольший диаметр, мм |
|
сверления................................................................................... |
40 |
расточки................................................................................... |
250 |
3

Пределы частот вращения шпинделя, 1/мин |
|
(бесступенчатое регулирование) .................................. |
50–2000 |
Пределы осевых подач шпинделя, мм/об................... |
0,03–0,16 |
Наибольшее продольное перемещение стола, мм............... |
710 |
Наибольшее поперечное перемещение |
|
салазок стола, мм.................................................................... |
400 |
Скорости механических перемещений |
|
стола и салазок, мм/мин |
|
рабочего............................................................................. |
16–320 |
быстрого.................................................................................. |
800 |
Мощность двигателя главного движения, кВт........................ |
2 |
Описание станка
Основанием станка (рис. 1) служит станина 1 коробчатой формы с внутренними ребрами жесткости. По направляющим качения станины в поперечном направлении перемещаются салазки 2, по на-
|
правляющим качения которых |
||
|
перемещается стол 3 в про- |
||
|
дольном направлении. |
||
|
Закрепление стола и сала- |
||
|
зок в рабочем положении про- |
||
|
изводится рукоятками, которые |
||
|
с помощью конечных выклю- |
||
|
чателей |
блокируют рабочие |
|
|
подачи. Автоматическое вы- |
||
|
ключение |
подачи |
происходит |
|
также в |
крайних |
положениях |
|
стола и салазок. |
|
|
|
На станине установлена ли- |
||
|
тая стойка 4, на которой смон- |
||
Рис. 1. Общий вид станка |
тирована коробка скоростей 5. |
||
По вертикальным |
направляю- |
||
4

щим стойки перемещается шпиндельная коробка 6, уравновешенная противовесом. Противовес расположен в стойке и связан со шпиндельной коробкой тросами.
В шпиндельной коробке расположены расточной шпиндель, механизм осевой подачи, устройство для отключения подачи на заданной глубине и механизм точной ручной подачи.
Станок имеет устройство 7 для работы с охлаждением.
Органы управления
Управление станком показано на рис. 2:
Рис. 2. Органы управления станком
5
1 – маховичок переключения ступеней частот вращения;
2 – штурвал для перемещения шпиндельной коробки;
3– указатель ступеней частот вращения;
4– амперметр (контроль нагрузки);
5– тахометр частот вращения шпинделя;
6– указатель величины подачи шпинделя;
7– рукоятка включения и реверсирования подачи шпинделя;
8– маховичок выбора величины подачи шпинделя;
9– рукоятка закрепления шпиндельной коробки;
10– рукоятка перемещения гильзы шпинделя;
11– маховичок медленной ручной подачи шпинделя;
12– рукоятка закрепления стола;
13– грибок спирального микрометра продольного масштаба;
14– регулятор скорости движения стола;
15– рукоятка закрепления салазок;
16– маховичок ручного перемещения стола;
17– грибок установки на ноль продольного масштаба;
18– грибок установки на ноль поперечного масштаба;
19– маховичок ручного перемещения салазок;
20– регулятор скорости движения салазок;
21– грибок спирального микрометра поперечного масштаба.
Кинематическая схема
Кинематическая схема станка содержит:
–привод главного движения (вращения) и осевых подач шпинделя (рис. 3);
–приводы продольных перемещений стола и поперечных перемещений салазок (рис. 4);
–цепи вспомогательных движений.
Привод главного движения расположен в корпусе шпиндельной коробки. Он состоит из электродвигателя постоянного тока с независимым возбуждением мощностью 2 кВт, клиноременной передачи и трехступенчатой (переборной) коробки скоростей.
6

При включенной муфте М1 движение от электродвигателя при помощи клиноременной передачи и постоянной передачи 27/63 передается шпинделю. При выключенной муфте работает перебор с блоком Б1. Муфта М1 и блок Б1 управляются одной рукояткой, причем при включении муфты блок занимает нейтральное положение.
Уравнения кинематического баланса для различных ступеней (об.эл.дв. – обороты электродвигателя):
nI (700...2800) об.эл.дв. 155214 0,985 2763 1773 50...200 мин 1.
nII (700...800) об.эл.дв. 155214 0,985 2763 3654 145...575 мин 1; nIII (700...2800) об.эл.дв. 155214 0,985 M1 508...2000 мин 1.
В пределах каждой ступени скорость шпинделя изменяется бесступенчато регулированием частоты вращения двигателя в диапазоне 1/4. Контроль частот вращения шпинделя производится по тахометру 5 (см. рис. 2).
Привод осевых подач шпинделя содержит постоянную передачу, фрикционный вариатор с раздвижными конусами и жестким кольцом, конический реверс, управляемый муфтой М2, и фрикционную
муфту М3.
Ведущим звеном в расчетной цепи подачи является шпиндель. Уравнение кинематического баланса:
S 1 об.шп. 8844 iвар 322 М2 2828 2121 561 М3 3,14 3 15 мм/об,
где iвар – передаточное отношение вариатора с раздвижными шкивами. Ручная медленная подача шпинделя осуществляется вращением маховичка Мх2 при включенной муфте М3 и выключенной муфте М2. Станок имеет устройство автоматического отключения подачи на заданной глубине, которое выключает фрикционную муфту М3. Быстрый подъем и опускание шпинделя производятся поворотом руко-
ятки Р также при выключенной муфте М3.
7

Рис. 3. Кинематическая схема привода главного движения и осевых подач шпинделя
Цепь продольного перемещения стола (рис. 4) состоит из электродвигателя постоянного тока с независимым возбуждением мощностью 0,245 кВт, двух червячных передач, реечной шестерни и рейки, которая закреплена на столе. Скорость перемещения стола
8
изменяется бесступенчато регулированием частоты вращения электродвигателя в диапазоне 1/20. Уравнение кинематического баланса имеет вид
Vст (90...1800) об.эл.дв. 464 491 3,14 2 16 16...320 мм/мин.
Точное ручное перемещение стола осуществляется вращением маховичка Мх3.
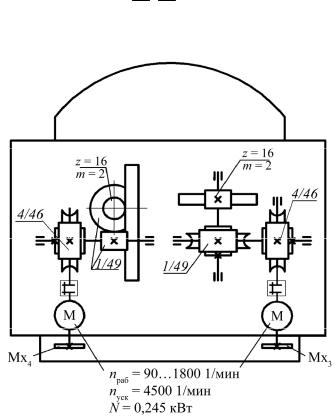
Рис. 4. Кинематическая схема привода перемещений стола и салазок
Цепь поперечного перемещения салазок аналогична цепи продольного перемещения стола с той лишь разницей, что механизм поперечного перемещения, смонтированный на салазках, перемещается с ними относительно рейки, закрепленной на станине. Точное ручное перемещение салазок осуществляется вращением маховичка Мх4.
9
Вспомогательные движения:
1.Медленное установочное вращение шпинделя осуществляется введением в обмотку возбуждения двигателя главного движения дополнительного сопротивления. Установочное вращение шпинделя предназначено для выверки изделия при помощи оправки-центро- искателя и включается специальной кнопкой. В крайнем верхнем положении гильзы шпинделя установочное и рабочее вращение шпинделя выключаются.
2.Ускоренное перемещение стола и салазок осуществляется введением в обмотку возбуждения соответствующего электродвигателя дополнительного сопротивления. Включение ускоренных перемещений производится регуляторами 14 и 20 (см. рис. 2), которые служат также для регулирования и реверсирования рабочих перемещений стола и салазок. Уравнение кинематического баланса для ускоренного перемещения стола (салазок) имеет вид
Sуск 4500 |
об.эл.дв. |
4 |
|
1 |
3,14 2 16 800 мм/мин. |
|
46 |
49 |
|||||
|
|
|
|
3. Ручное перемещение шпиндельной коробки производится вращением маховика Мх1, сидящего на валу реечной шестерни z = 17. Рейка закреплена на корпусе коробки и перемещается вместе с ней по вертикальным направляющим стойки. Закрепление шпиндельной коробки на направляющих производится рукояткой 9 (см. рис. 2).
Оптическое отсчетное устройство
Отсчет величины перемещений при установке детали по координатам производится по точным масштабным стеклянным шкалам. Шкалы оцифрованы через 1 мм, работают в проходящем свете и их изображение проектируется на экран с увеличением в 60 раз. Дробная часть размеров оценивается на экране при помощи спиральных окулярных микрометров.
При отсчете продольных перемещений подвижной является масштабная шкала, которая жестко связана со столом и перемещает-
10