

4721
.pdf61
работы, находят их решение и представляют результаты на рассмотрение руководства. Те кружки, которые оказываются в состоянии обрести механизм внутренней самомотивации, превращаются в устойчивый, длительно функционирующий механизм. Другие же проходят свой жизненный цикл и либо превращаются в вялый формальный коллектив, работающий без интереса и энтузиазма, либо распадаются.
Число тем, одновременно разрабатываемых в кружке, в зависимости от числа его членов колеблется от 3 до 5 (См. таблицу 4.1).
Таблица 4.1 – Темы, обсуждаемые в кружках качества
Тема |
Содержание |
Качество |
Исключение причин выпуска продукции низкого каче- |
|
ства, улучшения качества изделий, предотвращение воз- |
|
можности рекламации, уменьшение разброса показателей |
|
и стабилизация уровня качества. |
Оборудование |
Предотвращение поломок, механизация, совершенствова- |
|
ние инструмента, оптимизация расстановки оборудования |
|
и последовательности операций. |
Расходы |
Сокращение затрат, снижение количества человеко-часов, |
|
эффективное использование рабочего времени, сокраще- |
|
ние времени обработки, экономия сырья, материалов и |
|
энергии; уменьшение затрат на единицу продукции. |
Эффективность |
Рост производительности труда, увеличение выпуска про- |
|
дукции, сокращение простоев оборудования, уменьшение |
|
объёма вспомогательных средств, сокращение сроков по- |
|
ставки годовой продукции. |
Контроль и |
Использование методов и средств стандартизации, совер- |
управление |
шенствование организации труда, выявление «контроль- |
|
ных точек» в процессе производства, требующих посто- |
|
янного внимания; предотвращение часто встречающихся |
|
ошибок, надзор за технологическими процессами, стан- |
|
дартизация производственных операций. |
Безопасность |
Соблюдение правил техники безопасности, содержание в |
|
порядке рабочего места, совершенствование производ- |
|
ственной среды. |
Организатор должен дипломатично влиять на работу кружка – выявление, анализ и решение проблем. На первых порах он лишь подсказывает выбор проблем. По мере накопления опыта члены кружка смогут выявлять проблемы самостоятельно. При этом используется метод опроса организатором членов кружка, либо «метод мозговой атаки». Этот метод даёт наибольший эффект, если работа производится в обстановке доверия и дружелюбия, отсутствия критики любой, самой «безумной» идеи, принятия всех идей и их последующего обсуждения. В результате «мозговой атаки» составляют перечень проблем, которые члены кружка обдумывают до следующего заседания, где проблемы сортируются на решаемые силами членов кружка и выходящие за пределы их компетенции. Проблемы располагают по приоритетности и выбирают проблему для решения,
62
о чём сообщают непосредственному начальству. Проблемы, которые кружок не может решить своими силами, передаются организатору для привлечения компетентных лиц или руководству.
Следующий этап – анализ причин, породивших проблему. Для этого используется метод построения причинно-следственных диаграмм. Далее, с помощью диаграмм Парето, причины перераспределяются по их важности и вероятности. Затем с помощью «мозговой атаки» выдвигаются идеи по устранению наиболее значимых проблем.
Работа кружков оформляется документально. Лидеры кружков представляют отчёты об их деятельности организаторам кружков, отчитываются перед комитетом по кружкам качества. Такая иерархия должна строго поддерживаться, ведь стечение неблагоприятных обстоятельств и отрицательных воздействий приводит к потере управляемости предприятием, а это, в свою очередь, чревато крахом.
Эффективный бизнесмен никогда не станет на путь, в конце которого возможна гибель задуманного им дела, в которое, как правило, вложены значительные средства. Если же к этому будет вынуждать неблагоприятное стечение обстоятельств, необходимо приложить максимум усилий, чтобы не допустить снижения качества производимой продукции или оказываемых услуг.
Самой надёжной гарантией хорошего качества является чётко организованный контроль качества и, что подтверждают современные тенденции развития бизнеса, переход к созданию и внедрению систем управления качеством.
Кружки качества являются элементом комплексной структуры управления качеством на японских фирмах, которая охватывает весь персонал на всех уровнях производства. Как считает К.Исикава, кружки качества следует вводить только на тех предприятиях, где введена такая система. Не в одной из стран запада не развёрнуто движение за качество в общенациональном масштабе, как в Японии.
Этот контроль в первую очередь должен охватывать производственные подразделения и осуществляться на всех этапах. Начиная с изучения рынка, спроса и распределения потребностей, и кончая работой таких служб, как служба сбыта, обслуживание после продажи и т.д., а не ограничиваться такими работами, как планирование изделий, их проектирование закупка необходимых материалов и деталей, инспекционный контроль, изготовление, упаковка и т.д.
Чтобы опыт одной культуры оказался эффективным и в условиях другой, следует сбалансировать сформировавшиеся на обоих полюсах социальные ценности. Вместе с тем, целый ряд чисто технических приёмов управления поддаётся заимствованию без особых затруднений. Деятельность кружков качества может получить развитие в любой стране. Они не обязательно должны создаваться по японскому образцу. И наши предприятия вполне сумели бы извлечь немало полезного из японской практики управления человеческим фактором. Эффективное использование людских ресурсов должно рассматриваться как долговременная стратегия управления. Система подготовки и обучения персонала на японских предприятиях заслуживает тщательного изучения и применения.
Главной задачей управления качеством в настоящее время считают обеспечение надёжности, причём надёжность производственного процесса определяется человеческим фактором. Для обеспечения надёжности человека очень важно
63
не только его техническое обучение, но и его эмоциональное воспитание. От того, насколько правильно будут поняты менеджерами характер и динамика изменения управления деятельностью кружков качества в Японии, будет зависеть эффективность использования японского опыта на предприятиях других стран.
«Семь инструментов» управления качества
Один из базовых принципов управления качеством состоят в принятии решений на основе фактов. Наиболее полно это решается методом моделирования процессов, как производственных, так и управленческих, инструментами математической статистики. Однако, современные статистические методы довольно сложны для восприятия и широкого практического использования без углублённой математической подготовки всех участников процесса. К 1979 году Союз японских учёных и инженеров собрал воедино семь достаточно простых в использовании наглядных методов анализа процессов. При всей своей простоте они сохраняют связь со статистикой и дают профессионалам возможность пользоваться их результатами, а при необходимости – совершенствовать их.
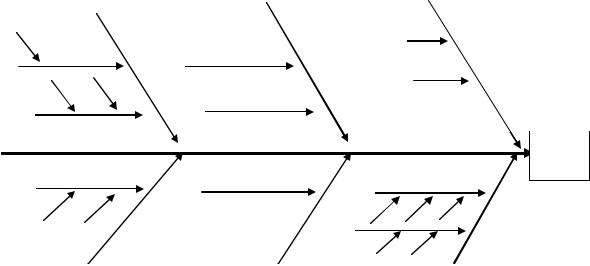
1. Причинно-следственная диаграмма (диаграмма Исикавы)
Диаграмма типа 5М рассматривает такие компоненты качества как «человек», «машина», «материал», «метод», «контроль», а в диаграмме типа 6М к ним добавляется компонент «среда». Применительно к решаемой задаче квалиметрического анализа, для компоненты «человек» необходимо определить факторы, связанные с удобством и безопасностью выполнения операций; для компоненты «метод» - факторы, связанные с производительностью и точностью выполняемой операции; для компоненты «материал» - факторы, связанные с отсутствием изменений свойств материалов изделия в процессе выполнения данной операции; для компоненты «контроль» факторы, связанные с достоверным распознаванием ошибки процесса выполнения операции; для компоненты «среда» - факторы, связанные с воздействием среды на изделие и изделие на среду (см. рису-
нок 4.2).
Человек |
|
Методы, технологии |
|
Средства, механизмы |
|
|
|
|
|
|
|
|
|
|
Состояние
Состояние
инструмента
Состояние при-
способления 
 Каче-
Каче-
ство
Материал |
|
Контроль, управление |
|
Среда |
|
|
|
|
|
Рисунок 4.2 – Пример диаграммы Исикавы
64
2. Контрольные листки
Контрольные листки могут применяться как при контроле по качественным, так и при контроле по количественным признакам.
Таблица 4.2 – Пример контрольного листка
Наименование Документа |
|
|
Контрольный листок по видам |
||
|
|
|
дефектов |
|
|
Предприятие: XXX |
Изделие:__________________ |
|
Кол-во |
||
|
|
|
|
|
Деталей: |
Цех:______________ |
Операция:_________________ |
|
________ |
||
|
|
|
|
|
_ |
Участок:___________ |
Контролёр:________________ |
|
|
||
|
|
|
|
|
|
Типы дефектов |
Данные контроля |
|
ИТОГО: |
||
Деформация |
~~~~~~~~~~~~~~~~~~~~~~~~~ |
|
47 |
||
Царапины |
~~~~~~~~~~~~~~~~~~~~ |
|
42 |
||
Трещины |
~~~~~~~~~~~~~~ |
|
24 |
||
Раковины |
~~~~~~~~~~~~~~~~~ |
|
38 |
||
Пятна |
~~~~~~~~~~~~~~~~~~~~~~~~ |
|
53 |
||
Разрыв |
~~~ |
|
|
|
7 |
Прочие |
~~~~~ |
|
|
12 |
|
ИТОГО: |
|
|
|
|
|
Таблица 4.3 – Пример контрольного листка |
|
||||
Наименование Документа |
|
|
Контрольный листок по месту рас- |
||
|
|
|
положения дефектов |
|
|
Предприятие: XXX |
Изделие:_____________________ |
Кол-во |
|||
|
|
|
|
|
деталей: |
Цех:________________ |
Операция:____________________ |
_____ |
|||
Участок:___________ |
Контролёр:___________________ |
|
|||
Типы дефектов |
Данные контроля |
ИТОГО: |
Деформация |
~~~~~~~~~~~~~~~~~~~~~~~~~ |
47 |
Царапины |
~~~~~~~~~~~~~~~~~~~~ |
42 |
Трещины |
~~~~~~~~~~~~~~ |
24 |
Раковины |
~~~~~~~~~~~~~~~~~ |
38 |
Пятна |
~~~~~~~~~~~~~~~~~~~~~~~~~~~ |
53 |

65
Разрыв |
~~~ |
7 |
Прочие |
~~~~~ |
12 |
ИТОГО: |
|
|
3. Гистограммы
Гистограммы – один из вариантов столбчатой диаграммы, отображающий зависимость частоты попадания параметров качества изделия или процесса в определённый интервал значений от этих значений. Гистограмма строится следующим образом:
Определяем наибольшее значение показателя качества. Определяем наименьшее значение показателя качества.
Определяем диапазон гистограммы как разницу между наибольшим и наименьшим значением.
Определяем число интервалов гистограммы. Часто можно пользоваться приближённой формулой: (число интервалов) = Ц (число значений показателей качества)
Например, если число показателей = 50, число интервалов гистограммы = 7. Определяем длину интервала гистограммы = (диапазон гистограммы)/(число
интервалов).
Разбиваем диапазон гистограммы на интервалы.
Подсчитываем число попаданий результатов в каждый интервал = (число попаданий)/(общее число показателей качества)
4. Диаграммы разброса
Диаграмма разброса (корреляционная диаграмма) строится как график зависимости между двумя параметрами. Это позволяет определить, есть ли взаимосвязь между этими параметрами. И если такая взаимосвязь существует, можно устранить отклонение одного параметра, воздействуя на другой. При этом возможна положительная или отрицательная взаимосвязь, но возможно и отсутствие какой-либо взаимосвязи.
5. Анализ Парето
Анализ Парето получил своё название по имени итальянского экономиста Вилфредо Парето, который показал, большая часть капитала (80%) находится в руках незначительного количества людей (20%). Парето разработал логарифмические математические модели, описывающие это неоднородное распределение, а математик М.О. Лоренц представил графические иллюстрации.
Правило Парето – «универсальный» принцип, который применим во множестве ситуаций, и без сомнения – в решении проблем качества. Джозеф Джуран отметил «универсальное» применение принципа Парето к любой группе причин, вызывающих то или иное последствие, причём большая часть последствий вызвана малым количеством причин. Анализ Парето ранжирует отдельные области по значимости или важности и призывает выявить и в первую очередь устранить те причины, которые вызывают наибольшее количество проблем (несоответствий).
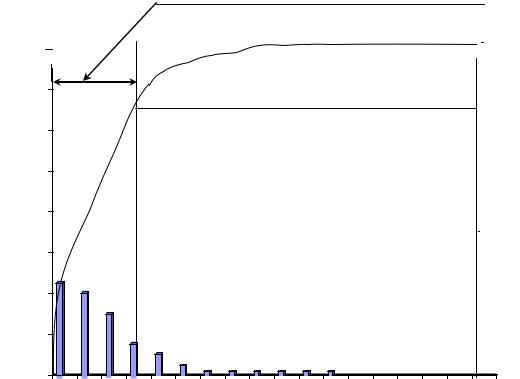
Анализ Парето, как правило, иллюстрируется диаграммой Парето, на которой по оси абсцисс отложены причины возникновения проблем качества в порядке убывания вызванных ими проблем, а по оси ординат – в количественном выражении сами проблемы, причём как в численном, так и в накопленном (ку-
|
|
|
|
66 |
|
|
|
|
|
|
|
|
|
мулятивном) процентном выражении (см. рисунок 4.5.) |
|
|
|
|
|
|
|||||||
На диаграмме отчётливо видна область принятия первоочередных мер, очер- |
|||||||||||||
чивающая те причины, которые вызывают наибольшее количество ошибок. Та- |
|||||||||||||
ким образом, в первую очередь, предупредительные мероприятия должны быть |
|||||||||||||
направлены на решение именно этих проблем. |
|
|
|
|
|
|
|
|
|
||||
|
|
Область принятия первоочередных мер |
|
|
|
||||||||
|
15 |
|
|
+ + |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
100 |
|
|
|
+ + |
|
|
|||||||||
|
+ |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
+ |
|
|
|
|
|
|
|
|
|
|
|
|
140 |
+ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
86 |
|
|
ошибок |
120 |
|
|
|
|
|
|
|
|
|
|
|
проценты |
|
+ |
|
|
|
|
|
|
|
|
|
|
||
100 |
|
|
|
|
|
|
|
|
|
|
|
||
|
+ |
|
|
|
|
|
|
|
|
|
|
||
Количество |
80 |
|
|
|
|
|
|
|
|
|
|
Накопленные |
|
|
|
|
|
|
|
|
|
|
|
30 |
|||
|
|
|
|
|
|
|
|
|
|
|
|||
60 |
|
|
|
|
|
|
|
|
|
|
|
||
40 |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
||
|
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
G J M Q B D C A O R N I E H K F P |
|
|
|||||||||
|
|
Причины возникновения несоответствий |
|
|
|
||||||||
Рисунок 4.5 – Диаграмма Парето
6. Стратификация
В основном, стратификация – процесс сортировки данных согласно некоторым критериям или переменным, результаты которого часто показываются в виде диаграмм и графиков.
Мы можем классифицировать массив данных в различные группы (или категории) с общими характеристиками, называемыми переменной стратификации. Важно установить, которые переменные будут использоваться для сортировки.
Стратификация – основа для других инструментов, таких как анализ Парето или диаграммы рассеивания. Такое сочетание инструментов делает их более мощными.
7. Контрольные карты

67
Контрольные карты – специальный вид диаграммы, впервые предложенный В.Шухартом в 1925г. Они отображают характер изменения показателя качества во времени.
Общий вид контрольной карты:
а) Контрольные карты по количественным признакам – это, как правило, сдвоенные карты, одна из которых изображает изменение среднего значения процесса, а вторая разброса процесса. Разброс может вычисляться или на основе размаха процесса R (разницы между наибольшим и наименьшим значением), или на основе среднеквадратического отклонения процесса S.
Внастоящее время обычно используют x-S карты, x-R карты используются
реже.
б) Контрольные карты по качественным признакам: - Карта для доли дефектных изделий (p-карта).
Вp – карте подсчитывается доля дефектных изделий в выборке. Она применяется, когда объём выборки – переменный;
- Карта для числа дефектных изделий (np-карта).
Вnp – карте подсчитывается число дефектных изделий в выборке. Она применяется, когда объём выборки – постоянный;
- Карта для числа дефектов в выборке (c-карта).
Вc – карте подсчитывается число дефектов в выборке;
- Карта для числа дефектов на одно изделие (u-карта).
В u – карте подсчитывается число дефектов на одно изделие в выборке. Таким образом, контрольная карта – это разновидность графика, который
отличается наличием контрольных границ, обозначающих допустимый диапазон разброса характеристик в обычных условиях течения процесса. Выход характеристик за пределы контрольных границ означает нарушение стабильности процесса и требует проведения анализа причин и принятия соответствующих мер.
2.4.2 ВНЕДРЕНИЕ СИСТЕМ КАЧЕСТВА В ПРОМЫШЛЕННОСТИ ГЕРМАНИИ
В настоящее время на всех конкурентоспособных предприятиях Германии имеются эффективные системы качества, которые приспособлены к конкретным организационным структурам и профилю данного предприятия с учётом квалификации сотрудников, технического оснащения и пр.
На этих предприятиях политика качества находится в центре всей политики предприятия.
Для реализации своих намерений и целей предприятия идут по известному пути:
нахождение инвестора (при необходимости); выбор страховщика; контракты с заказчиками;
проведение научно-исследовательских и опытно-конструкторских работ; испытание товара; производство; система распределения;

68
система обслуживания.
Несмотря на все отличия и особенности предприятий, все их системы качества направлены, как правило, на фундаментальные цели, которые тщательным образом просчитываются подобно бизнес-планам.
Стандарты ИСО серии 9000 стали основой для систем качества большого числа предприятий Германии. По их нормативам сертифицировано примерно 20 тыс. организаций.
Несмотря на достигнутые успехи, теоретики и практики всё чаще рассматривают ИСО 9000 как необходимую, но не совсем достаточную основу современных, а тем более будущих систем качества.
Считается, что необходимо гораздо интенсивнее применять методы (технологии) обеспечения качества для повышения эффективности имеющихся систем качества, которые в конечном счёте зависят не от стандартов, а от быстро изменяющейся обстановки на рынке. Некоторые фирмы, например, нашли определённый выход в стандарте QS 9000, который представляет собой существенно расширенные и целенаправленные требования ИСО 9000 плюс три новых требования к производству и экологии. Перечислим важнейшие принципы TQM на промышленных предприятиях Германии:
1)отбор методов (технологий) обеспечения качества;
2)использование количественных показателей для оценки качества;
3)подготовка кадров на всех уровнях;
4)взаимосвязь культуры предприятия и качества.
Периодическая оценка эффективности систем качества занимает одно из важнейших мест в системе управления. Для оценки работы предприятия используют внутренние проверки, а также анализируют и другую информацию, в первую очередь количественные показатели качества (их примерно 200), которые широко применяются в промышленности.
Затраты на контроль, испытания, внутренние потери отнесены либо к годовому обороту, либо к стоимости произведённой продукции. Эффективность системы качества в первую очередь следует оценивать по затратам на качество и по прибыли. Подготовка кадров на всех уровнях осуществляется с помощью соответствующих курсов и семинаров, ей придаётся большое значение. Все высшие технические учебные заведения включили в свои программы дисциплины, касающиеся основ и фундаментальных аспектов качества. Качество преподаётся как дополнительный предмет к основным дисциплинам. Есть и заочная подготовка по TQM. Особое место отведено семинарам и специальным курсам в области качества для подготовки руководящих кадров.
Всё больше в немецком менеджменте учитывается влияние культуры предприятия. В связи с этим нередко говорят о «здоровье» предприятия, считая, что только здоровый организм может оптимально, эффективно функционировать. В данном случае речь идёт о климате на предприятии и его влиянии на все процессы, а в конечном счёте – на прибыль. При этом исходят из того, что непрерывное улучшение культуры предприятия приводит к всестороннему улучшению качества и уменьшению затрат.
Внимания заслуживает следующий факт: для внедрения принципов TQM все больше используют критерии Европейской премии за качество.
69
На основе специальных анализов проводятся анализы и проверки, с помощью подготовленных специалистов, которые определяют сильные и слабые стороны предприятия. Эти так называемые самооценки довольно сильно отличаются от известных внутренних проверок (аудитов) систем качества по содержанию, масштабу и методике проведения.
Можно констатировать, что для промышленности Германии характерно следующее:
1.широко применяются современные методы руководства, направленные на непрерывное и существенное повышение качества продукции и всех организационных процессов;
2.всё больший вес приобретает идеология TQM, на которую ориентируются все передовые предприятия и организации;
3.в области качества целеустремлённо идёт подготовка кадров на всех уровнях, от которых зависит жизнеспособность предприятия и страны в будущем.
2.4.3 ПРИНЦИПЫ УПРАВЛЕНИЯ Э.ДЕМИНГА, ИСПОЛЬЗУЕМЫЕ ФИРМАМИ США И ЕВРОПЫ
Постоянство целей.
Приверженность руководства постоянным улучшениям – критический фактор для поддержания энтузиазма, интереса и соучастия работников на всех уровнях.
Новая философия.
Предполагается серьёзное, радикальное переосмысливание ваших взглядов – более радикальное, чем вы можете себе представить. Вы должны поддерживать постоянное, непрерывное движение в правильном направлении к тому дню, когда вся компания окажется в процессе улучшения качества всех систем и видов деятельности.
Покончите с зависимостью от массового контроля.
Работайте с надёжными, однородными и высококачественными материалами и процессами. Это скажется на вашей репутации у ваших настоящих и будущих потребителей.
Покончите с практикой закупок по самой дешёвой цене.
Стремитесь получать все поставки только от одного производителя. Целью в этом случае является минимизация общих затрат, не только первоначальных.
Улучшайте каждый процесс.
Постоянно выискивайте проблемы для того, чтобы улучшать все виды деятельности и функции в компании, повышать качество и производительность.
Введите в практику подготовку и переподготовку кадров, с тем, чтобы лучше использовать возможности каждого из них.
Учредите «лидерство».
Надо создать среду, в которой у работников имеется истинная заинтересованность в их работе, а менеджеры помогают хорошо её выполнять. Если рабочие заинтересованы, то они стремятся выполнять работу качественно.
Изгоняйте страхи Любой работник, испытывающий страх перед своим вышестоящим руково-
дителем, не может надлежащим образом сотрудничать с ним. Истинное сотруд-
70
ничество позволяет достичь намного большего, чем изолированные индивидуальные усилия.
Разрушьте барьеры.
Люди из различных функциональных подразделений должны работать в командах (бригадах) с тем, чтобы устранять проблемы, которые могут возникнуть, а не тратить время на конфликты.
Откажитесь от пустых лозунгов и призывов, которые требуют от работников бездефектной работы, нового уровня производительности, но ничего не говорят о методах достижения этих целей.
Устраните произвольные количественные нормы и задания.
Замените их поддержкой и помощью со стороны вышестоящих руководителей с тем, чтобы достигать непрерывных улучшений в качестве и производительности.
Дайте работникам возможность гордиться своим трудом.
Устраните барьеры, которые обкрадывают рабочих и руководителей, лишая их возможности гордиться своим трудом. Это предполагает ежегодных аттестаций и методов управления по целям.
Поощряйте стремление к образованию.
Организации нужны не просто люди, ей нужны работники, совершенствующиеся в результате образования. Источником успешного продвижения в достижении конкурентоспособности являются знания.
Определите непоколебимую приверженность высшего руководства к постоянному улучшению качества и производительности и их обязательство проводить в жизнь все рассмотренные выше принципы.
2.4.4 БЕНЧМАРКИНГ – СОВРЕМЕННАЯ КОНЦЕПЦИЯ КОНКУРЕНТОСПОСОБНОСТИ
В 90-х годах в развитых странах мира в области управления качеством появилось новое понятие – «бенчмаркинг» (Benchmarking), о котором заговорили повсеместно.
Новое направление, появившееся на стыке менеджмента и маркетинга, внесло смятение в умы как теоретиков, так и практиков бизнеса. Так что же это такое?
Одни считают бенчмаркинг продуктом эволюционного развития концепций конкурентоспособности. Другие – программой по улучшению качества, большинство же причисляют его к экзотическим продуктам японской бизнес практики. В действительности, бенчмаркинг – продукт эволюционного развития концепции конкурентоспособности, предполагающий разработку программ улучшения продукции, впервые появившихся в Японии. В основе бенчмаркинга лежит сравнение продукта конкурента, или какой либо его части с продуктом компании, проводящей анализ с целью повышения конкурентоспособности последнего.
Бенчмаркинг зародился в конце 50-х годов. В этот период японские специалисты посещали наиболее известные компании, в основном США и западной Европы, с целью поглощения идей, которые незамедлительно реализовывались в японских компаниях. Они тщательно исследовали западные товары и услуги с тем, чтобы выявить их сильные и слабые стороны, а затем произвести более конкурентоспособные модификации, предложив их рынку по более низкой цене.