

Chernova_T.A._i_dr._Dopuski_i_otkloneniya_gladkih_cilindricheskih_soedineniy
.pdfнее отклонение вала ei (отверстия EI) со знаком «+», а для расположенных ниже неё – верхнее отклонение вала es (отверстия ES) со знаком «–». От границы основного отклонения начинается поле допуска. Положение второй границы поля допуска (т.е. второе предельное отклонение) определяется алгебраической суммой основного отклонения и допуска квалитета точности.
По стандарту ИСО установлено 28 основных отклонений полей допусков для валов и отверстий. Эти отклонения обозначают одной или двумя буквами латинского алфавита: вала – строчными буквами от а до zc (рис. 7б), а отверстия – прописными от А до ZC (рис. 7г).
В системе отверстия основные отклонения валов от а до предназначены для образования полей допусков валов в посадках с зазором, от ( ) до n – в переходных посадках и от p до zc – в посадках с натягом.
Аналогично, в системе вала основные отклонения отверстий от А до G (они являются нижними отклонениями EI со знаком «+») предназначены для образования их полей допусков в посадках с зазором, отклонения от J( ) до N – для переходных посадок и от P до ZC – для посадок с натягом. Основные отклонения отверстий от M до ZC являются верхними ES со знаком «–». Основной вал обозначают буквой h (верхнее отклонение равно нулю), а основное отверстие – буквой H (нижнее отклонение EI равно нулю). Буквами и обозначено симметричное расположение поля допуска относительно нулевой линии. В этом случае числовые значения верхнего и нижнего отклонений равны, но противоположны по знаку (верхнее со знаком «+», а нижнее со знаком «–»).
21
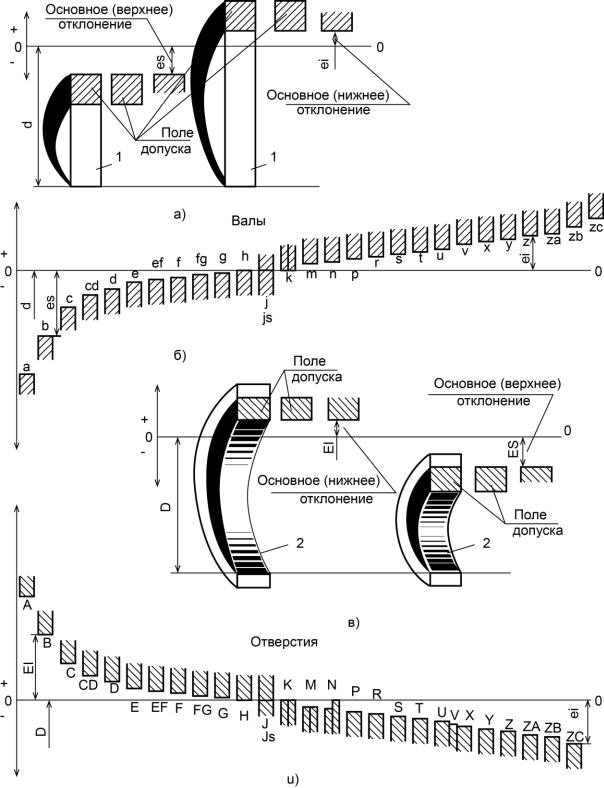
Рис. 7. Схема расположения и обозначения основных отклонений (1 – вал;2-отверстие; d(D) – номинальный диаметр вала (отверстия): а,б) – основные отклонения вала; в,г) – основные отклонения отверстия
22
Основные отклонения вала и отверстия, обозначенные одноименной буквой (для данного номинального размера), равны, но противоположны по знаку, и увеличиваются с возрастанием номинального размера.
§ 6. Образование полей допусков
Поле допуска образуется сочетанием основного отклонения (характеристика расположения) и квалитета (характера допуска). Поле допуска вала и отверстия обозначают после номинального размера буквой основного отклонения и номером квалитета. Например: е – обозначает вал с номинальным диаметром 45 мм, точность 8-го квалитета с основным отклонением е, т.е. вал посадки с зазором в системе отверстия.
Основное отклонение является одним из двух предельных отклонений. Второе предельное отклонение, зависящее от квалитета (допуска), определяется следующим образом. Если основное отклонение является верхним отклонением (es для вала и ES для отверстия), то второе предельное отклонение – нижнее отклонение вала ei или отверстия EI (рис. 8).
Сочетания любых основных отклонений с каждым из квалитетов теоретически позволяет образовать более 1000 полей допусков валов и отверстий. Применение их всех в производственных условиях неэффективно, т.к. затрудняет унификацию режущего инструмента и калибров. Поэтому отбор полей допусков ограничен для четырех диапазонов номинальных размеров: до 1 мм, от 1 до 500 мм, свыше 500 до 3150 и свыше 3150 до 10000 мм. Наиболее распространен диапазон от 1 до 500 мм.
23
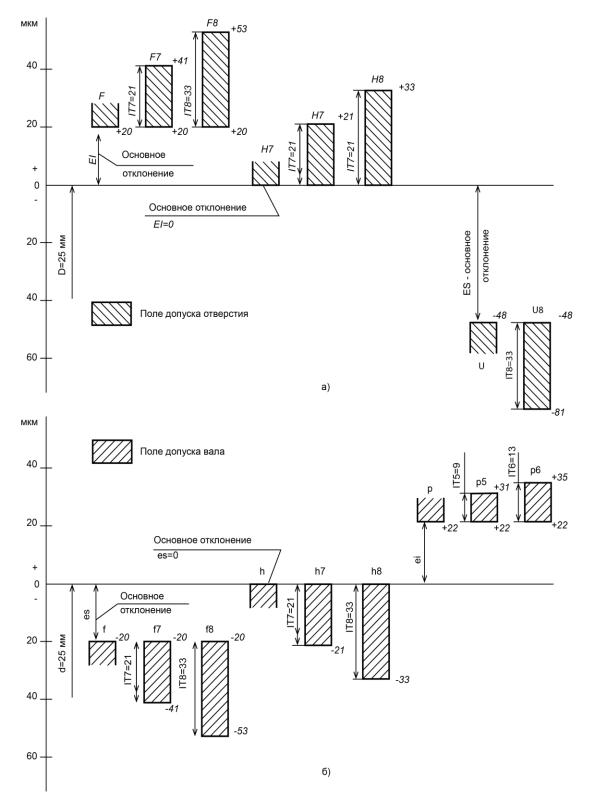
Рис. 8. Примеры образования полей допусков: а) – для отверстий; б) –для валов
24

§ 7. Посадки в системах отверстия и вала
Посадки во всех системах образуются сочетанием полей допусков отверстия и вала.
Посадка в системе отверстия образуется сочетанием одного поля допуска для отверстия (основного отверстия Н) и нескольких полей допусков валов. Набор посадок в системе вала образуется сочетанием одного поля допуска для вала (основного вала h) с несколькими полями допусков отверстий.
Правило обозначения посадок для обеих систем одинаковое: поле допуска с внутренней сопрягаемой поверхностью (отверстие) всегда указывается в числителе, а поле допуска с внешней сопрягаемой поверхностью (вал) – в знаменателе. Например,
показывает, что в данной посадке при номинальном раз-
мере сопряжения в 20 мм поле допуска отверстия – Н7 (основное отклонение Н, т.е. равно нулю, и допуск по 7-му квалитету), а поле допуска вала – g6 (основное отклонение g для посадки с зазором, и допуск по 6-му квалитету). Обозначение этой же посадки в
системе вала будет выглядеть так: |
. |
25
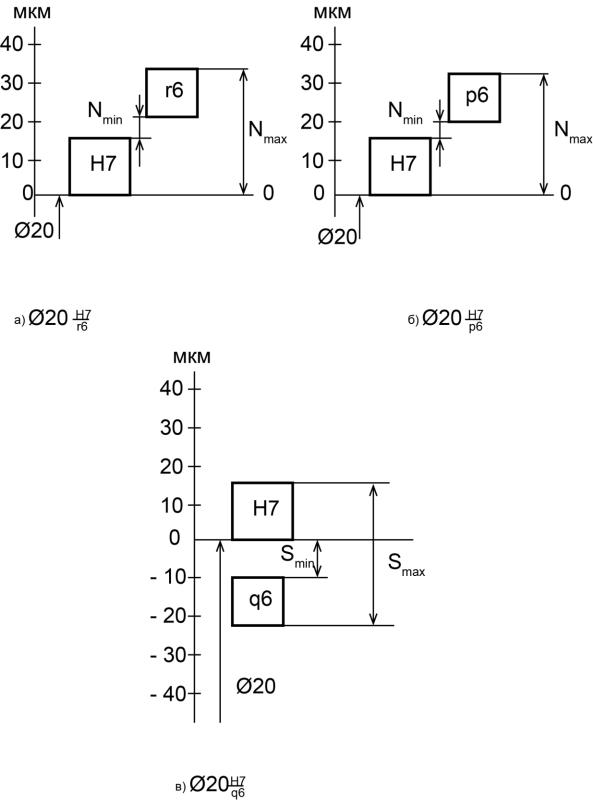
Рис. 9. Различные сочетания полей допусков деталей:
а) – посадка с натягом; б) – посадка с натягом; в) – посадка с зазором
26
На рисунке 9 приведены различные сочетания полей допусков, образующих разнообразные посадки, у которых одна точность, но посадка а – с натягом, б – с натягом, а в – с зазором.
Для деталей размером от 1 до 500 мм установлено 77 полей допусков валов и 68 полей допусков отверстий общего применения. Поэтому, чтобы ограничить разнообразие посадок в первую очередь применяют предпочтительные, а затем остальные поля допусков общего применения. Это обеспечивает сокращение номенклатуры и централизованный выпуск режущего, измерительного инструмента и другой технологической оснастки.
27
Литература
1.Сергеев А.Г., Терегеря В.В. Метрология, стандартизация и сертификация: Учебник для бакалавров. – М.: Юрайт, 2013. – 821 с.
2.Чернова Т.А., Агеева В.Н., Ясашин В.А. Расчет посадок соединений и размерных цепей узлов машин: Методическое указания к курсовой работе. – М.: Издательский центр РГУ нефти и газа (НИУ) имени. И.М. Губкина. 2014.– 32 с.
3.Кершенбаум В.Я., Гусева Т.А., Схиртладзе А.Г. Стандартизация в неф-
тегазовом комплексе: учебник. – М.: Эдитус, 2016. – 364 с.
4.Метрология и взаимозаменяемость: Учебник для вузов / В.Я. Кершен-
баум, Я.М. Радкевич, В.А. Тимирязев, А.Г. Схиртладзе, М.З. Хостикоев.
– М.: Издательский центр РГУ нефти и газа (НИУ) имени. И.М. Губки-
на, 2015. – 389 с.
5.Широков В.Н., Лобанков В.М. Метрология, стандартизация, сертификация: Учебник для. – М.: МАКС Пресс, 2008. – 499 с.
28
УЧЕБНО–МЕТОДИЧЕСКОЕ ПОСОБИЕ
ЧЕРНОВА Татьяна Александровна АГЕЕВА Вера Николаевна ЯСАШИН Виталий Анатольевич
ДОПУСКИ И ОТКЛОНЕНИЯ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ
Редактор: Л.А. Суаридзе
Компьютерная верстка: Л.О. Иванова
Подписано в печать 27.12.2018. Формат 60×841/16. Бумага офсетная. Печать офсетная. Гарнитура «Таймс». Усл. п. л. 1,75. Тираж 50 экз. Заказ № 671
Издательский центр РГУ нефти и газа (НИУ) имени И.М. Губкина
119991, Москва, Ленинский проспект, дом 65
тел./факс: (499) 507 82 12