

Baldenko_F.D._i_dr._Montazh_i_ekspluataciya_skvazhinnyh_shtangovyh_VNU
.pdf
|
|
3 |
|
|
5 |
|
|
13 |
|
1 |
Уровень масла |
|
|
|
|
12 |
|
|
|
15 |
|
|
14 |
|
9 |
|
|
|
2 |
|
|
16 |
812 |
|
19 |
|
|
|
|
|
6 |
|
7 |
17 |
|
|
|
|
|
18 |
|
|
10 |
|
|
11 |
|
|
4 |
|
|
8 |
|
|
168 |
|
|
286 |
Рис. 10. Вращатель [3]:
1 – корпус; 2 – полый вал; 3 – ступица; 4 – корпус сальника; 5 – крышка; 6 – вкладыш; 7 – крышка сальника; 8 – втулка; 9 – информационная табличка; 10 – кольцо сальниковой набивки; 11 – фланец упорный; 12 – болт крепления стопора; 13 – пробка; 14 – замедлитель обратного вращения; 15, 16 – подшипники; 17 – уплотнительная манжета; 18 – уплотни-
тельное кольцо; 19 – масленка
21
22
Схема монтажа вращателя
10
Положение III
Положение IV
|
9 |
Положение |
II |
6 |
3 |
2 |
1 |
4 |
5 |
7 |
8 |
1 |
- |
вращатель |
|
|
2 |
- |
полированный шток |
|
|
3 |
- |
приводной хомут |
|
|
4 |
- |
монтажный хомут |
|
|
5 |
- |
штанговая муфта |
|
|
6 |
- монтажная штанга |
lБ |
||
7 |
- отметка "точка подвеса" |
|||
10 |
||||
8 |
- ложементы |
|||
|
||||
9 |
- вспомогательная опора |
11 |
||
10 |
- элеватор |
|
||
11 |
- колонная головка |
|
||
Положение I













Рис. 5
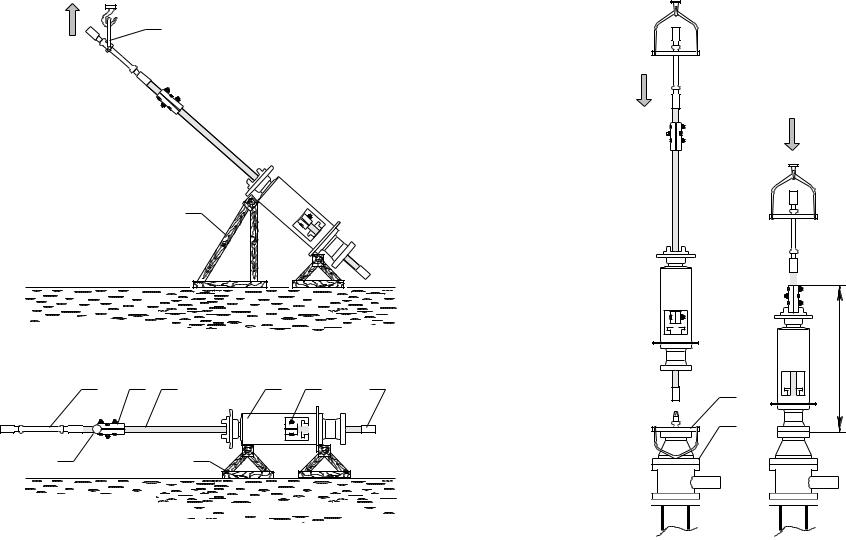
Рис. 11. Схема монтажа вращателя:
1 – вращатель; 2 – полированный шток; 3 – приводной хомут;4 – монтажный хомут; 5 – штанговая муфта; 6 – монтажная штанга; 7 – отметка «точка подвеса»; 8 – ложементы; 9 – вспомогательная опора; 10 – элеватор; 11 – колонная головка
Крепление вращателя на трубной головке скважины
На фланец тройника насаживают уплотнительное кольцо. Поднимают полированный шток вместе с вращателем и под-
водят его к устью скважины (положение III на рис. 11). Соединяют шток с колонной штанг и затягивают муфту необходимым моментом. Удаляют нижний элеватор, приподняв всю конструкцию. Опускают вращатель на тройник и закрепляют его болтами. Снимают монтажный хомут и опускают колонну штанг до посадки приводного хомута на полый вал вращателя, введя его в шлицы ступицы (положение IV на рис. 11). Отсоединяют укороченную монтажную штангу.
Подготовка привода к пуску
Отвинчивают пробку заливного отверстия и заполняют полости опорного корпуса вращателя жидкой смазкой.
Сперва на опорный фланец вращателя навешивают раму с электродвигателем и закрепляют ее на корпусе ответным швел- лером-хомутом двумя шпильками, а затем ведомый шкив.
Следующие на очереди электромонтажные работы: проверяют правильность направления вращения вала электродвигателя, измеряют его холостой ток.
Регулируют натяжение клиновых ремней. Закрепляют защитный кожух.
Размещают сальниковые кольца в гнезде сальникового корпуса, а весь узел заполняют консистентной смазкой ( .100 г) и подтягивают крышку сальника (без усилия).
Демонтируют установку винтового штангового насоса в обратном порядке.
23
Особенности монтажа ШВНУ со вставным насосом
Монтаж ШВНУ со вставным насосом (рис. 12) имеет следующие особенности. При компоновке низа колонны насоснокомпрессорных труб вместо статора невставного (трубного) насоса ставится посадочный узел (седло) вставного, имеющий уплотнительные пояски для разобщения зоны всасывания от зоны нагнетания винтового насоса и замковую опору для закрепления статора насоса в колонне насосно-компрессорных труб. Спуск самой колонны происходит так же, как и со статором невставного (трубного) насоса. Затем спускают вставной насос на штанговой колонне до посадки в седло. В результате захвата насоса замковой опорой статор фиксируется во избежание проворота и вертикальных перемещений. После этого колонна штанг вытягивается для обеспечения нужного положения ротора насоса относительно статора. После подгонки (при необходимости) подбирают длину верхних штанг, чтобы достичь необходимого положения полированного штока относительно вращателя верхнего привода. Затем монтируется верхний привод.
Пуск ШВНУ и вывод на режим. Подконтрольная эксплуатация
Устанавливают оборудование устья скважины выкидной трубопровод с манометром, обратным клапаном и задвижкой, которая должна стоять по ходу жидкости перед обратным клапаном, а также трубопроводную линию для отбора газа из межтрубного пространства.
Настраивают и регулируют пусковую электроаппаратуру. Перед пуском установки необходимо открыть задвижку, так
как эксплуатация насоса при закрытой задвижке неизбежно приведет к аварии.
24
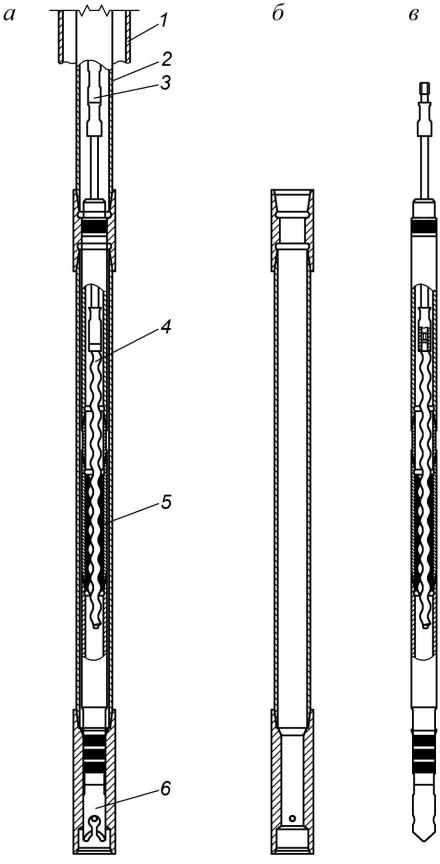
Рис. 12. Вставной штанговый винтовой насос:
а – рабочее положение насоса в скважине; б – посадочный узел; в – насос; 1 – обсадная колонна; 2 – НКТ; 3 – насосная штанга; 4 – ротор; 5 – статор; 6 – замковая опора
25
Открывают кран на нагнетательной линии около задвижки. При правильном направлении вращения электродвигателя сразу после пуска будет слышно шипение газа, выходящего через открытый кран, а через определенное расчетное время (в зависимости от статического уровня жидкости в скважине) должна появиться откачиваемая насосом жидкость, после чего кран следует закрыть.
После пуска за работой ШВНУ должен быть проведён специальный контроль: периодическая проверка силы тока электродвигателя, измерения дебита, динамического уровня, отбор проб пластовой жидкости. Периодичность проверок и замеров определяется по специальным программам, например, в первый день – через каждые два часа, на вторые сутки через 6 часов, на третьи – через 12 часов, далее – один раз в сутки в течение первой недели, а затем один раз в 5 дней до истечения срока эксплуатации.
В первые 10 дней работы привода проверяют натяжение клиновых ремней до их приработки.
После выхода насоса на установившийся режим проводят окончательную настройку наземной аппаратуры, при этом ток электродвигателя не должен превышать предельных значений, указанных в нормативно-технической документации.
После ввода установки на заданный режим работы необходимо проверить герметичность сальникового узла. Допускается небольшая утечка через дренажный патрубок сальниковой крышки.
26

2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ СКВАЖИННЫХ ШТАНГОВЫХ ВИНТОВЫХ НАСОСНЫХ УСТАНОВОК
Один раз в месяц необходимо выполнять следующие регламентные работы:
контроль дебита и показаний приборов и датчиков;
проверка утечек добываемой жидкости из сальникового узла; при необходимости подтянуть крышку сальника .
контроль состояния и натяжения клиновых ремней при усилии 4 5 кгс прогиб ремней должен составить не более 30 мм;
предотвращение утечки масла из корпуса вращателя, при необходимости доливать масло до требуемого уровня нижняя кромка отверстия верхней заглушки (рис. 10);
проверка совпадение отметки «точка подвеса» с приводным хомутом (либо длину выхода полированного штока относительно приводного хомута).
Во время осмотра привода отслеживают уровень вибрации наземного оборудования, температуру нагрева электродвигателя
икорпуса вращателя в зоне упорного подшипника.
Масло в корпусе вращателя меняют каждые три месяца, а также при смене роликового конического подшипника при выработке его ресурса.
При каждой остановке и пуске насоса проверяют работу тормоза обратного вращения. Допускаемые параметры зависят от его типа и указываются в инструкции.
Параметры скважинной штанговой винтовой насосной установки регулируют при изменении подачи насоса. В зависимости от способа различают приводы с регулируемым приводным двига-
*При чрезмерной затяжке крышки сальника возможен перегрев сальниковой набивки, что недопустимо.
27
телем (электрическим или гидравлическим) и с регулируемым передаточным отношением трансмиссии путем смены шкивов ременной передачи или введением в кинематическую схему механического вариатора частоты вращения.
Привод с частотно-регулируемым электроприводом переменного тока имеет более широкий диапазон регулирования скорости и возможность поддержания оптимального в заданных условиях режима работы системы пласт-скважина-насос. Другая функция регулируемого электропривода – плавный пуск и остановка насосной установки, что повышает ее надежность.
28
3. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ СКВАЖИННЫХ ШТАНГОВЫХ ВИНТОВЫХ НАСОСНЫХ УСТАНОВОК
Привод допускается перевозить всеми видами транспорта в упакованном виде.
Привод упаковывают в разобранном виде. Сборочные единицы и детали привода (рис. 9) располагают отдельно (за исключением позиций 5 и 10), закрепляя на ложементах в дощатом контейнере.
Шток сальниковый устьевой упаковывают в отдельном дощатом контейнере, где должен быть упаковочный лист с указанием комплектности.
Шток приводной и монтажный хомуты, резьбовая часть переводника, уплотнительное кольцо должны быть обернуты упаковочной бумагой.
Крепежные элементы наживляют в местах их установки. Кольца сальниковой набивки помещают в полиэтиленовый
пакет, который с помощью скотча или мягкой проволоки прикрепляют к корпусу вращателя.
Вращатель привода в контейнере должен быть порожним (без заправки смазкой), а смазка в этом же контейнере в герметичной небьющейся емкости.
Эксплуатационную документацию (в полиэтиленовом пакете) укладывают в предусмотренном в контейнере месте.
Винтовой насос также допускается хранить и транспортировать только в упакованном виде. При этом винты и обоймы невставных (трубных) насосов хранятся и транспортируются в отдельных упаковках.
При хранении и транспортировании винтового насоса поверхности его рабочих органов и резьб необходимо покрыть смазкой в соответствии с нижеуказанными рекомендациями:
29
внутренняя поверхность эластичной обкладки статора, винтовая поверхность ротора – глицерин по ГОСТ 6259-75 или масло индустриальное И-20А, И-30А, И-40А по ГОСТ 20799-88.
резьбовые соединения (профиль резьбы, упорные уступы) – смазка с металлическим наполнителем Р-113 или Р-146 по ТУ 38- 101-708-78.
Запрещается винты и обоймы винтового насоса перемещать волоком и сбрасывать с транспортных средств.
При длительном хранении винтовых насосов их обоймы и винты необходимо разместить на специальных стеллажах под навесом, защищающим от атмосферных осадков и солнечных лучей.
Обойма (статор) насоса, содержащая эластичную обкладку, согласно ГОСТ 4671-76, должна храниться при температуре от 0 до 25°С на расстоянии не менее 1 м от отопительных приборов и не подвергаться действию прямых солнечных лучей, масел, бензина.
Если резинометаллические изделия хранятся при минусовых температурах в неотапливаемых складах, то необходимо избегать механического воздействия на резину. После минусовых температур обоймы перед монтажом должны быть выдержаны при
20°С ± 5° не менее 20 24 часов.
30