

Учебники / Акуленок М.В. Статистическое управление процессами. Индикаторные показатели
.pdf- индекс пригодности процесса с учетом настроенности процесса на центр поля до-
пуска рассчитывается как
ì |
|
|
|
|
|
ü |
|
|
|
|
|
||
|
|
|
|
|
||
ïUSL - X |
|
X - LSL ï |
||||
Ppk = miní |
3sˆ |
; |
|
|
ý |
|
|
3sˆ |
|||||
ï |
Т |
|
|
Т |
ï |
|
î |
|
|
|
|
|
þ ; |
- при наличии односторонних допусков на результаты процесса полезно использовать показатели PpU, PpL, которые определяются как
P |
= USL - |
X |
; |
||||
pU |
|
|
|
3sˆT |
(3.10) |
||
|
|
|
|
||||
|
|
|
|
|
|
|
|
P |
= |
X - LSL |
|
; |
|||
|
|||||||
pL |
|
|
|
3sˆT |
(3.11) |
||
|
|
|
|
||||
- коэффициент пригодности процесса, стабильность которого не подтверждена, пред- ставляющий собой величину, обратную индексу Рр, определяется выражением
РR = |
1 |
= |
|
6sˆТ |
|
||
Рp |
USL |
- LSL .(3.12) |
|||||
|
|
||||||
Коэффициент PR также может быть выражен в процентах.
Оценка индексов возможностей и пригодности процесса может быть проведена в ходе работы с ККУ по количественному признаку, например с Х - и R-картами. Если с
помощью Х - и R-карт выявлено, что процесс находится в статистически управляемом со- стоянии, можно оценить, способен ли процесс соответствовать установленным требова- ниям в отсутствие действия особых причин. Для этого вычисляют оценку стандартного отклонения процесса:
|
n |
(Xi - |
|
2 |
|
||
X ) |
|||||||
sI = |
å |
|
|
|
|
|
|
n -1 . |
|||||||
|
i=1 |
||||||
В соответствии с формулами (3.3), (3.4) и (3.9), (3.10) рассчитывают индексы вос- производимости и пригодности процесса, а также, где необходимо для анализа, коэффи- циенты точности CR, PR.
Перечисленные индексы образуют целостную систему показателей работы процес- са, в удобной и компактной форме предоставляют информацию о работоспособности про- цесса. Они могут использоваться и с двусторонними, и с односторонними допусками, и с заданными номиналами, и без них. Они широко применяются на японских и американ- ских предприятиях при оценке мероприятий по совершенствованию процессов, при выбо- ре приоритетного направления совершенствования.
Задача 3.2. Рассчитайте индексы пригодности процесса, описанного в задаче 2.8.
31
PDF created with pdfFactory Pro trial version www.pdffactory.com
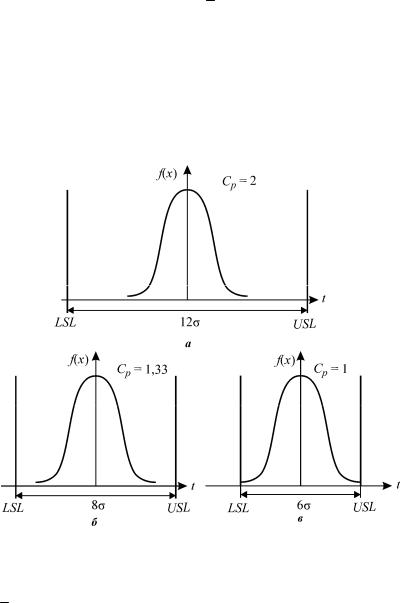
Примеры процессов с различными значениями показателей представлены на рис.3.5. Видно, что с изменением значений Ср растет доля брака.
Практика применения рассмотренных выше показателей свидетельствует, что в их использовании встречается рядд трудностей.
1. Статистическая управляемость. Не рекомендуется использовать для управления процессами индексы воспроизводимости до того, как процесс войдет в состояние стати- стической управляемости, поскольку данный индикаторный показатель характеризует обычную вариацию и показы-
вает, что можно ожидать от процесса в будущем в условиях стабильности. Наличие осо- бых причин вариации, прежде временная оценка индексов воспроизводимо сти делают предсказания невозможными, а смысл воспроизводимости неясным.
2. План выборки. Значение ср еднего размаха R , используемое для оценки среднеквадра- тического отклонения, зависит от плана выборки. Это значит, что величина индекса вос- производимости может быть изменена посредством простого изменения плана выборки. Ситуация оказывается еще более сложной, если учесть, что число источников вариаций растет с увеличением интервал а времени между выборками. С увеличением интервала
Рис.3.5. Примеры процессов с различными значениями Ср и Срk (Ср = Срk)
времени растет R , что привод ит к расширению контрольных границ и, следовательно, достижение статистически управляемого состояния кажется более вероятн ым. Однако
32
PDF created with pdfFactory Pro trial version www.pdffactory.com

увеличение R приводит также к увеличению среднеквадратического отклонения, а зна- чит, к уменьшению индексов воспроизводимости процесса. И наоборот, увеличение ин- дексов воспроизводимости процесса возможно при использовании выборки последова-
тельных деталей, т.е. при минимальном размахе R . Однако в этом случае труднее всего добиться статистической управляемости, так как расстояние между контрольными преде- лами может стать наименьшим. Это следует учитывать при определении объемов и пе- риодичности выборок при оценке краткосрочной и долгосрочной изменчивости.
3.Вычисления. Иногда бывает трудно вычислить Cp и Cpk непосредственно в цехе, где не все сотрудники привыкли к математическим формулам. Эту проблему можно решить пу- тем обучения персонала и (или) автоматизации вычислений.
4.Отклонения распределения от нормального. Изменчивость результатов процесса мо-
жет быть следствием ненормального распределения показателя. Индексы воспроизводи- мости в определенной степени чувствительны к таким отклонениям. Для приближенных оценок могут пригодиться преобразования данных. Возможно применение «обратного» расчета, т.е. определение эквивалентного индекса воспроизводимости исходя из известной доли бракованных изделий.
5.Износ инструмента. В ситуации, когда изнашивается инструмент либо, наоборот, производится частая смена инструмента, оценка показателя Cpk может быть некорректной.
Рассмотренная система показателей процесса представляет собой специальный «язык», который должен быть понятен как в цехе, так и в офисе менеджеров. Некоторые области применения этих показателей представлены в табл.3.1, но в любом конкретном приложении индексов надо учитывать описанные выше возможные проблемы.
Применение индикаторных показателей процесса позволяет поддерживать усилия, направленные на предотвращение производства брака, и обеспечивает возможности для мониторинга и непрерывного совершенствования процесса. Используя индексы воспроиз- водимости и пригодности, можно определить статистическую стабильность и статистиче- скую управляемость процесса, что необходимо при использовании контрольных карт управляемости. Сравнивая между собой значения индексов воспроизводимости (Ср, Срk) и пригодности (Pр, Pрk), полученные в различные периоды времени, можно оценить эффек- тивность проведения мероприятий по повышению качества продукции. Корректирующие действия должны повышать стабильность процесса и уменьшать его изменчивость, что предполагает максимальное приближение индекса пригодности Pр к индексу воспроизво- димости Ср и последовательное увеличение индекса воспроизводимости. Если после про- ведения корректирующих мероприятий индексы воспроизводимости и пригодности оста-
33
PDF created with pdfFactory Pro trial version www.pdffactory.com

лись неизменными (или даже уменьшились), то это свидетельствует о неэффективности управляющих решений и предпринятых действий.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 3.1 |
|
Основные индикаторные показатели процесса |
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Показатель |
|
|
|
|
|
|
|
|
Уравнение оценки |
Применение |
|||||||||
Ср |
USL - LSL |
|
|
|
|
|
Определение потенциала про- |
||||||||||||
|
|
|
|
|
6sˆ I |
|
|
|
|
|
|
|
|
|
|
|
|
цесса для двусторонних гра- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ниц допуска |
CpU |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Оценка работоспособности |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
USL - X |
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
процесса относительно верх- |
|||||||||
|
|
|
|
3sˆ I |
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ней границы допуска |
|||
CpL |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Определение работоспособно- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
X - LSL |
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
сти процесса относительно |
||||||||
|
|
|
|
3sˆ I |
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
нижней границы допуска |
|||
k |
|
|
|
|
Ном - |
|
|
|
|
|
|
|
|
Оценка смещения распределе- |
|||||
|
|
|
|
Х |
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
ния относительно центрально- |
||||||||
|
1 |
2 |
(USL - LSL) |
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
го значения, отклонение сред- |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
него значения процесса от |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
середины между границами |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
допуска |
Cpk |
min {CpL, CpU}; |
|
Оценка работоспособности |
||||||||||||||||
|
Cpk = Cp(1 – k) |
|
|
|
процесса относительно дву- |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
сторонних границ допуска |
CR |
1/Cp |
|
|
|
|
|
|
|
|
|
|
|
|
Определение доли от заданно- |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
го поля допуска |
Pp |
USL - LSL |
|
|
|
|
|
Оценка пригодности процесса |
||||||||||||
|
|
|
|
|
6sˆ Т |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ppk |
|
|
|
|
ì |
|
|
|
|
|
|
|
|
|
|
|
|
ü |
Оценка пригодности процесса |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
ïUSL - X |
|
|
X - LSL ï |
|
||||||||||
|
miní |
|
|
|
|
|
|
|
; |
|
|
|
ý |
с учетом центрирования его |
|||||
|
3sˆ |
Т |
|
|
3sˆТ |
||||||||||||||
|
|
|
|
|
ï |
|
|
|
|
ï |
|||||||||
|
|
|
|
|
î |
|
|
|
|
|
|
|
|
|
|
|
|
þ |
относительно среднего значе- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ния |
PR |
1/Pp |
|
|
|
|
|
|
|
|
|
|
|
|
Определение коэффициента |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
пригодности |
Используя показатели возможностей и пригодности процесса, параллельно решают две задачи:
-центрирование действительного и заданного полей рассеяния значений параметра каче- ства, достижение совпадения математического ожидания и середины поля допуска (или номинала);
-уменьшение диапазона действительного рассеяния параметра качества до целевого зна- чения индекса воспроизводимости процесса, например до Ср > 1,33.
На практике эти задачи проявляются в виде одной из следующих ситуаций.
1. Предупреждение появления бракованной продукции. Для различных типов испытаний оборудования и сертификации процесса полезно и целесообразно установить норму вос- производимости. Как было показано выше, типичная норма воспроизводимости Cpk = l,33
34
PDF created with pdfFactory Pro trial version www.pdffactory.com
делает появление брака маловероятным. Если воспроизводимость процесса уже оценена, то следует использовать более высокое критическое значение.
2.Мониторинг. Наблюдения за изменяющимися значениями показателей воспроизводи- мости процесса позволяют осуществлять программу совершенствования процесса. Если, например, в одном месяце было 10% процессов со значениями индексов воспроизводимо- сти между 1 и 1,33, а в следующем месяце некоторые из них имеют этот показатель между 1,33 и 1,67, то это свидетельствует о том, что совершенствование произошло. По таким сдвигам распределений легко осуществлять мониторинг.
3.Коммуникация. Показатели воспроизводимости и пригодности образуют общий
«язык» для разработчиков и технологов для оценки как потенциальной, так и фактической работоспособности производственных процессов, вне зависимости от специфики произ- водства. Инженеры-разработчики и технологи получают возможность общения друг с другом для достижения более высокой воспроизводимости процессов.
4.Непрерывное совершенствование. Данные об установленных критериях и показателях с неприемлемыми значениями Cp или Cpk являются информацией для установления при- оритетов совершенствования процессов.
5.Оценка процесса (настройка или изменчивость). Для любого показателя всегда имеет смысл сравнить Cp и Cpk. Если значение Cpk мало, необходимо выяснить, не слишком ли велика изменчивость (т.е. значение Ср). Если значение Cp близко к значению Cpk, то с на- стройкой процесса нет проблем. Индексы CpU, CpL и k показывают, насколько близко среднее подошло к границам допуска и насколько далеко оно от целевого значения.
6.Проверка. Для оценки работоспособности систем применяются различные типы прове- рок качества (например, внутренний аудит качества). Сравнение показателей воспроизво- димости, полученных в процессе, с показателями воспроизводимости, определенными при проверке, может помочь выделить области, где возникают проблемы, и разработать про- граммы корректирующих и предупреждающих действий.
3.2.Дополнительные индикаторные показатели процесса
Ксожалению, имеют место случаи, когда проводимые корректирующие действия, направленные на повышение качества продукции, не дают ожидаемого эффекта. Частично это обусловлено тем, что во многих случаях мероприятия по повышению качества разра- батываются «вслепую», либо копируя действия аналогичных служб более успешных ор- ганизаций, либо интуитивно перебирая бизнес-процессы предприятия по методу «черного ящика». Как первое, так и второе вызвано недостатком информации о состоянии процесса, в частности, о значимых составляющих изменчивости процесса. Рассмотренные в разделе
35
PDF created with pdfFactory Pro trial version www.pdffactory.com

3.1 показатели относятся главным образом к процессам с нормальным распределением, т.е. с точки зрения реальных процессов к некоему «идеальному варианту». Применение рассмотренных показателей (Ср, Срk и т.д.) к процессами «неидеальным» и даже неста- бильным не позволяет добиться желаемого успеха. Для решения указанной проблемы не- обходимы поправки на «неидеальность» в индексы возможностей и пригодности, а также дополнение системы показателей индексами стабильности процесса, дрейфа центра груп- пирования выборочной изменчивости, нелинейности смещения центра группирования вы- борочной изменчивости, динамики рассеяния, нестабильности рассеяния выборочной из- менчивости и максимального выборочного рассеяния. Перечисленные дополнительные
индикаторные показатели процессов помогают оценивать краткосрочную и долгосрочную изменчивость, выявлять действие особых причин вариации процесса, а также демонстри- ровать центрированное или нецентрированное состояние процесса.
Индексом стабильности процесса Рs называют отношение индекса пригодности к индексу воспроизводимости, или отношение оценки собственной изменчивости к оценке полной изменчивости процесса:
Ps = |
Pp |
= USL - LSL ´ |
ksI |
|
P = |
sI |
|
|
|
||||||
|
|
|
|
||||
|
Cp |
ksT |
USL - LSL , или |
s |
sT . |
||
|
|
||||||
Для практического применения любого показателя вводят формальный критерий определения стабильности процесса. Так, статистически стабильным считается процесс, изменчивость которого преимущественно обусловлена обычными причинами изменчиво- сти, а воздействие особых причин на полную изменчивость такого процесса пренебрежи- мо мало. К пренебрежимо малым величинам, как правило, относят величины второго по-
рядка малости, из чего можно сформулировать условие стабильности процесса: Ps ³ 0,9 . Приведенный коэффициент 0,9 является условным, различные предприятия могут
устанавливать его для себя в диапазоне (0,8÷0,95).
Индекс дрейфа центра группирования выборочной изменчивости процесса Pd оценивают как отношение максимальной разности средних арифметических двух выборок к допуску:
max Xi - X j
Pd = USL - LSL ,
где Xi - среднее арифметическое i-й выборки; X j - среднее арифметическое j-й выборки;
USL – LSL - допуск.
В качестве индекса нелинейности смещения центра группирования выборочной изменчивости процесса Pn (как частный случай предыдущего показателя Pd) принимают
36
PDF created with pdfFactory Pro trial version www.pdffactory.com

отношение максимальной разности средних арифметических двух соседних (последова- тельных) выборок к допуску:
|
|
Pn = |
max |
X k |
− |
X k +1 |
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
||
USL − LSL |
, |
|||||||||||
|
|
|
||||||||||
где |
|
- среднее арифметическое k-й выборки; |
|
|
|
|
||||||
Xk |
Xk +1 |
- среднее арифметическое k + 1-й |
||||||||||
выборки. |
|
|
|
|
|
|
|
|
|
|||
Следует отметить, что индексы дрейфа и нелинейности оценивают смещение цен- тра группирования выборочной изменчивости процесса, при этом индекс дрейфа центра
группирования выборочной изменчивости процесса обусловлен обычными причинами изменчивости процесса, а индекс нелинейности смещения центра группирования - особы- ми причинами. Индекс дрейфа полезен для оценки долгосрочной изменчивости, а индекс нелинейности пригоден также для оценки краткосрочной изменчивости.
В качестве индекса динамики рассеяния выборочной изменчивости процесса PdR
используют отношение максимальной разности статистических оценок рассеяния двух выборок к значению наибольшей меры рассеяния этих выборок:
P = Rmax − Rmin |
|
|
dR |
Rmax |
, |
|
||
где Rmax - наибольший размах выборки; Rmin - наименьший размах выборки.
Под индексом нестабильности рассеяния выборочной изменчивости процесса PnR пони-
мают отношение максимальной разности размахов двух соседних выборок к большему значению размаха этих выборок:
PnR = |
max |
|
Ri − Ri+1 |
|
|
|
|||
|
|
Ri |
, |
|
|
|
|
где Ri - размах i-й выборки; Ri+1 - размах i + 1-й выборки.
Под индексом максимального рассеяния PmR, или индексом наибольшего рассеяния выбо- рочной изменчивости понимают отношение максимального размаха выборки к допуску:
PmR = |
Rmax |
|
|
USL − LSL . |
|||
|
|||
Следует заметить, что индексы динамики и нестабильности рассеяния, а также наибольшего выборочного рассеяния отражают изменение рассеяния выборочной измен- чивости процесса, при этом индекс динамики рассеяния выборочной изменчивости про- цесса обусловлен обычными причинами возникновения изменчивости процесса, индекс нестабильности рассеяния выборочной изменчивости процесса - особыми причинами. Ин- декс наибольшего рассеяния выборочной изменчивости в совокупности с индексом вос-
37
PDF created with pdfFactory Pro trial version www.pdffactory.com
производимости может быть использован для оценки статистической управляемости про- цесса.
Особенности применения дополнительных индикаторных показателей процесса представлены в табл.3.2.
Таблица 3.2
Дополнительные индикаторные показатели процесса
Показатель |
Обозна- |
Характеризует |
Выявляет следствие |
Пригоден для |
||||
возможностей |
чение |
причины измен- |
влияющих факторов, |
оценки изменчиво- |
||||
процесса |
|
чивости |
проявляющихся в виде |
сти |
|
|||
|
|
обыч- |
особые |
дрейфа |
увеличе- |
долго- |
|
кратко- |
|
|
ные |
|
центра |
ния рас- |
срочной |
|
срочной |
|
|
|
|
группиро- |
сеяния |
|
|
|
|
|
|
|
вания |
|
|
|
|
Индекс ста- |
Рs |
- |
+ |
- |
- |
+ |
|
+ |
бильности про- |
|
|
|
|
|
|
|
|
цесса |
|
|
|
|
|
|
|
|
Индекс дрейфа |
Pd |
+ |
- |
+ |
- |
+ |
|
|
центра |
|
|
|
|
|
|
|
|
Индекс нели- |
Рn |
- |
+ |
+ |
- |
+ |
|
+ |
нейности сме- |
|
|
|
|
|
|
|
|
щения |
|
|
|
|
|
|
|
|
Индекс динами- |
PdR |
+ |
- |
- |
+ |
+ |
|
|
ки рассеяния |
|
|
|
|
|
|
|
|
Индекс неста- |
Pnr |
- |
+ |
- |
+ |
+ |
|
+ |
бильности рас- |
|
|
|
|
|
|
|
|
сеяния |
|
|
|
|
|
|
|
|
Индекс макси- |
PmR |
+ |
+ |
- |
+ |
+ |
|
|
мального рас- |
|
|
|
|
|
|
|
|
сеяния |
|
|
|
|
|
|
|
|
Рассмотренную систему статистических показателей процесса целесообразно при- менять периодически для получения полной информации о состоянии процесса и состав- ляющих его изменчивости. Эта информация может использоваться как инструментарий для исследования конкретных причин изменчивости процесса, их дифференцирования и повышения эффективности разрабатываемых мероприятий по улучшению качества про- дукции или услуг.
38
PDF created with pdfFactory Pro trial version www.pdffactory.com
4. Совершенствование процессов и методология «6σ»
Один из способов реализации улучшенной воспроизводимости процесса путем все более точной настройки средних значений по отношению к оптимальным значениям пока- зателя качества изделия и, как следствие, достижения минимизации затрат называется ме- тодологией «6σ». Такой подход соответствует четвертой фазе в развитии управления про- цессами (см. главу 1).
Методология «6σ» появилась в 1986 г. в компании Motorola. Среди последователей данной методологии такие известные и успешные компании, как General Electric, Matsushita Electric Industries, IBM и многие другие.
В основе методологии «6σ» лежит уникальное сочетание понимания потребитель- ских нужд и грамотного использования фактов, данных и методов статистического анализа, помноженное на внимание к процессам управления, развития и реоргани- зации бизнеса. Подобный подход позволяет выявлять потенциальные несоответст- вия (дефекты), которые могут возникнуть при изготовлении продукции или оказа- нии услуг, идентифицировать их причины и разрабатывать действия по их устранению или предотвращению и, как следствие, повышать конкурентоспособ- ность предприятия.
Методология «6σ» охватывает шесть важнейших аспектов:
-искренний интерес к клиенту, восприятие потребностей клиента как приоритетных; применение систем и стратегий, позволяющих объединить все элементы компании в сис- тему «Голос клиента»;
-функционально-стоимостное управление с эффективной системой измерений, кото- рое позволяет отслеживать как показатели результатов (Y), так и показатели процессов, исходных данных и других определяющих факторов (Х);
-ориентация на процессы, управление и совершенствование процессов как двигатель роста и преуспевания. В системе «6σ» процессы документируются, измеряются и на- страиваются в непрерывном режиме. Кроме того, через определенные промежутки вре- мени процессы подлежат модернизации для обеспечения их соответствия текущим нуж- дам клиентов и компании;
-проактивное управление, позволяющее предвидеть проблемы, оперировать фактами
иданными, подвергая сомнению все, что делается;
-сотрудничество без границ, в том числе взаимодействие подразделений компании между собой и с клиентами, поставщиками и партнерами по сбыту, и фактическая ликви- дация барьеров;
39
PDF created with pdfFactory Pro trial version www.pdffactory.com
- стремление к совершенству и терпимость к неудачам, дающие возможность сотруд- никам свободно испытывать новые подходы; управление рисками и извлечение уроков из собственных ошибок, что позволяет поднять планку показателей потребительской удов- летворенности.
Один из ключевых элементов методологии «6σ» - ориентация на процессы, посколь- ку именно статистическое управление процессами положено в основу этой системы. Клю- чевой момент системы качества «6σ» - оценка отклонений фактических показателей про- цесса от кривой нормального распределения.
Внедрение методологии «6σ» предполагает следующую последовательность дейст-
вий:
-обучение руководства и сотрудников базовым аспектам «6σ»;
-постоянное стремление к совершенствованию процессов (и системы в целом), про- являющееся на всех уровнях управления организацией;
-документирование всех процессов от начала до конца и формирование карты про- цессов «как есть»;
-анализ процессов с целью выявления излишних действий, а также действий, не ве- дущих к достижению результата (например, излишние инспекции и проверки);
-создание карты процессов «как должно быть»; «очистка» рабочих процессов;
-подсчет дефектов или ошибок для каждого шага процесса;
-классификация несоответствий и проведение анализа Парето для основных типов дефектов;
-анализ причин дефектов и проведение мероприятий, устраняющих эти причины;
-определение статуса принятых решений, выбор каких-либо из них в качестве долго- временных;
-повторение описанной последовательности действий для очередного уровня совер- шенствования процессов (с еще меньшим числом дефектов).
Инструментарий «6σ» включает множество статистических методов. Каждый из пе-
речисленных выше этапов предполагает применение специальных аналитических числен- ных методов из широкого набора. Эти методы используются в реализации стратегии со- вершенствования процессов «6σ» с учетом природы конкретного процесса. Одним из инструментов методологии «6σ» являются индексы воспроизводимости процессов.
В терминах индексов воспроизводимости фактической целью компании, реали- зующей методологию «6σ», является осуществление всех процессов так, чтобы для любых параметров любого процесса индекс воспроизводимости Cp был равен 2,0 (или больше). На рис.4.1,а этому условию отвечает центральная кривая, для которой Cp равно 2,0, а
40
PDF created with pdfFactory Pro trial version www.pdffactory.com