

Способы сварки.
При изготовлении, монтаже и ремонте трубопроводов и их элементов допускается применение всех промышленных методов сварки, обеспечивающих необходимую эксплуатационную надежность сварных соединений.
Применительно к сварке низколегированной теплоустойчивой стали:
При сварке теплоустойчивых сталей верхний предел температуры подогрева ограничен. Высокие температуры приводят к распаду аустенита в высокотемпературной области с образованием грубой феррито-перлитной структуры, которая не обеспечивает необходимую длительную прочность и ударную вязкость сварных соединений.
Рекомендуемая температура подогрева кромок при сварке теплоустойчивой стали:
|
|
Таблица 3. |
|
|
|
Сталь |
Толщина металла, мм |
Температура подогрева, С |
|
|
|
|
До 6 (включительно) |
Не требуется |
Сталь 12Х1МФ |
|
|
6…40 |
130 … 180 |
|
|
|
|
|
Свыше 40 |
150 … 200 |
|
|
|
Выберем способ сварки с помощь оценки способа по ключевым показателям.
Оценка «хорошо» - 3 б, «удовлетворительно» - 2 б, «Плохо» - 1 б.
Весовые коэффициенты по «Безопасность» – 2, «Производительность» - 1.25, «Возможность получения качественного сварного шва» - 1.5.
Таблица 4.
Способ сварки / Критерий оценки |
РДС |
МП |
РАД |
АДСФ |
|
|
|
|
|
Производительность |
1.25б |
2,5б |
1,25б |
3.75б |
|
|
|
|
|
Квалификация персонала |
1б |
2б |
1б |
2б |
|
|
|
|
|
Возможность сварки в разных |
3б |
3б |
3б |
1б |
пространственных положениях |
|
|
|
|
|
|
|
|
|
Стоимость оборудования |
3б |
3б |
3б |
1б |
|
|
|
|
|
Наличие светового излучения |
1б |
1б |
1б |
2б |
|
|
|
|
|
|
11 |
|
|
|
Таблица 4(продолжение).
Возможность получения |
1,5б |
3б |
3б |
4,5б |
качественного сварного шва |
|
|
|
|
|
|
|
|
|
Итоговая оценка |
10,75б |
14,5б |
12,25б |
13,75б |
|
|
|
|
|
По итогам анализа наилучшим образом подходящий способ сварки – механизированная сварка плавящимся электродом в среде активных газов.
Сварочные материалы.
Сварочные материалы должны быть аттестованы, иметь сертификаты и удовлетворять требованиям стандартов или ТУ.
Сваркав защитных газах возможнадвумя способами: плавящимся электродомв CO2 и неплавящимся в аргоне. При сварке в CO2 хромомолибденованадиевых сталей используют сварочную проволоку Св03ХГСМФА. CO2 применяется для малых толщин металла. Будем использовать Газовую смесь аргона(80%) и CO2 (20%).
Ручная аргонодуговая сварка используется для выполнения корневого шва при многопроходнойсваркетруб.Автоматическая орбитальнаясваркаобычноприменяетсядля сварки неповоротных стыков паропроводов. В качестве присадочных проволок используются Св08ХМФА, Св08ХГСМА.
Выбранный способ: Комбинированный.
Корень: Механизированная аргонодуговая сварка неплавящимся электродом без присадки.
Заполняющий и облицовочный слои: Механизированная сварка плавящимся электродом в среде защитных газов.
Сварочная проволока: Св08ХГСМФА по ГОСТ 2246-70:
Химический состав:
Таблица 5
С |
Si |
Mn |
Ni |
S |
P |
Cr |
Mo |
N |
V |
|
|
|
|
|
|
|
|
|
|
0.08 |
0.58 |
1.35 |
0.3 |
0.025 |
0.025 |
1.1 |
0.6 |
0.015 |
0.28 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
|
|
|
|
|
Механические свойства проволоки Св08МХ: |
|
|
||
|
|
|
|
Таблица 6 |
|
|
|
|
|
В, МПа |
δ, % |
Т |
при -20С |
при +20С |
|
|
|
KCV, Дж/мин, |
KCV, Дж/мин, |
|
|
|
|
|
590 |
23 |
470 |
40 |
75 |
|
|
|
|
|
Химический состав наплавляемого металла:
|
|
|
|
Таблица 7 |
|
|
|
|
|
С |
Si |
Mn |
Mo |
Cr |
|
|
|
|
|
0,075 |
0.43 |
0.89 |
0.5 |
1.01 |
|
|
|
|
|
Механические свойства наплавляемого металла:
Таблица 8
|
|
|
|
В |
δ, % |
Т |
KCU, Дж/см2 |
|
|
||
570 |
25 |
460 |
75 |
|
|
|
|
13
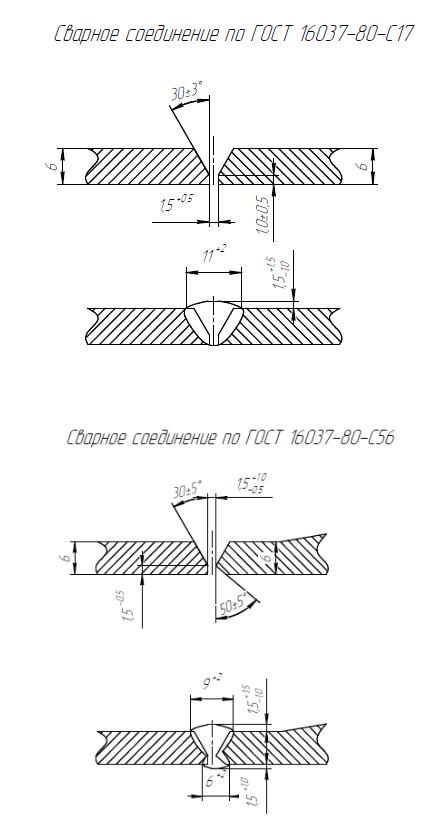
Эскизы сварных соединений.
Рисунок 1.
14