

7. Инструменты, применяемые
НА ЗУБООБРАБАТЫВАЮЩИХ СТАНКАХ
7.1. Теоретическая часть
Профиль зубьев зубчатого колеса образуется путем удаления материала впадины режущими инструментами при фрезеровании, строгании, долблении, протягивании, шевинговании и шлифовании. Фрезерование осуществляется профильными, дисковыми или пальцевыми фрезами, цилиндрическими или коническими червячными фрезами; торцевыми зуборезными головками с резцами для черновой и чистовой обработки конических зубчатых колес. Строгание осуществляется резцами с прямолинейной режущей кромкой на специальных зубострогальных станках, предназначенных для обработки конических колес. Долбление производится на зубодолбежных станках многолезвийным режущим инструментом - долбяком. Протягивание производится с помощью специального инструмента, как способ образования зубьев колес применяется редко. Шевингование - процесс чистовой обработки зубчатых колес инструментом в виде зубчатого колеса с зубьями, снабженными по профилю мелкими режущими зубцами. Шлифование используется как процесс чистовой обработки зуба, а в отдельных случаях, при мелких модулях, - для образования зуба в целой заготовке.
Нарезание зубьев осуществляется методом копирования, когда форма режущей кромки фасонного инструмента соответствует форме впадины зуба колеса (так работают дисковые, пальцевые модульные фрезы, зубодолбежные головки); методом обкатки, когда поверхность зуба получается в результате обработки инструментом, режущие кромки которого представляют собой профиль сопряженной рейки или профиль зуба сопряженного колеса, и во время обработки инструмент с заготовкой образует сопряженную (правильно зацепляющуюся) зубчатую пару. По методу обкатки работают червячные фрезы, долбяки, гребенки, шеверы и др.
Дисковая модульная фреза (рис. 43,а) представляет собой фасонную фрезу с затылованными зубьями, профиль зуба которой повторяет профиль впадины нарезаемого колеса. Обработка зубчатого колеса производится с применением делительной головки на горизонтально-фрезерном станке. Применение дисковых фрез ограничено, так как точность зубчатых колес при нарезании дисковыми модульными фрезами получается невысокой (9-10-я степень точности).
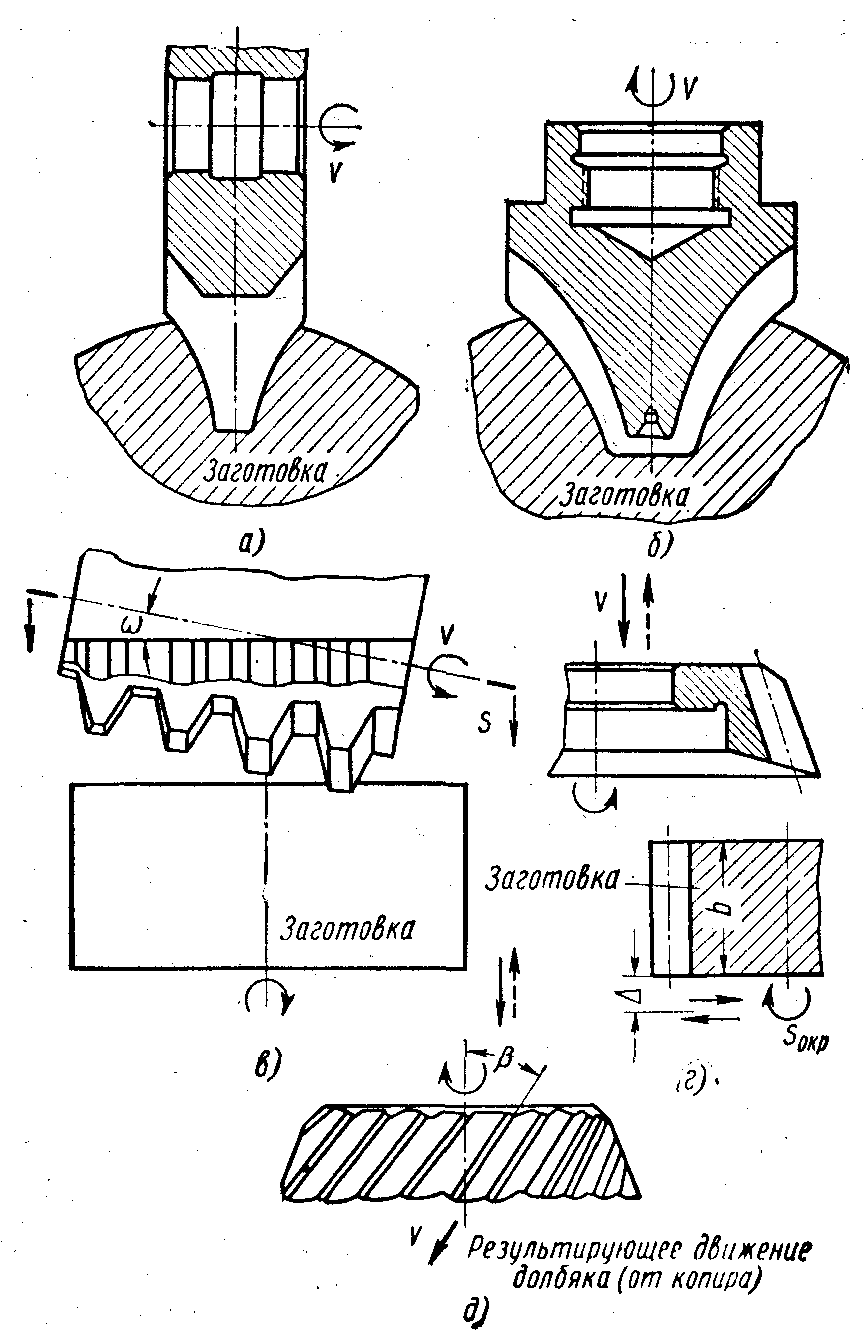
Рис. 43. Схема работы зуборезных инструментов:
а- дисковой модульной фрезы; б - пальцевой модульной фрезы; в -червячной фрезы; г -зуборезного прямозубого долбяка;
д – зуборезного косозубого долбяка
Пальцевая зуборезная фреза (рис. 43,б) применяется в тяжелом машиностроении для фрезерования профилей косозубых и прямозубых колес крупного модуля, в том числе и шевронных колес (с двойным шевроном).
Профиль инструмента, работающего по методу обкатки, не зависит от числа зубьев нарезаемого колеса, поэтому одной и той же червячной фрезой или гребенкой можно нарезать зубчатые колеса с любым числом зубьев. Точность колеса, получающаяся при обкатке, значительно выше точности зубчатых колес, получаемых по методу копирования, что объясняется, прежде всего, непрерывностью процесса обката. При этом процессе (за редким исключением) не требуется производить отдельного деления, что сокращает холостые движения, и поэтому он производительнее метода копирования. Из инструментов для обработки цилиндрических зубчатых колес, работающих по методу обкатки, наибольшее применение получили червячные зуборезные фрезы, зуборезные долбяки и шеверы.
Червячная фреза, кроме обработки цилиндрических колес с прямыми и косыми зубьями, применяется также для обработки червячных колес и конических колес с криволинейными зубьями (в последнем случае специальные конические фрезы). На рис. 43, в показана схема процесса обработки червячной фрезой цилиндрического колеса. В процессе обработки фреза вращается (главное движение) и перемещается вдоль оси заготовки (движение подачи). Заготовка, будучи кинематически связанна с фрезой, также должна вращаться. При установке червячной фрезы на станке она поворачивается на угол ω при обработке колес с прямыми зубьями, на угол ω±β при обработке косозубых цилиндрических колес (знаки плюс и минус определяют направление наклона зубьев колеса). Насадные червячные фрезы для обработки цилиндрических колес изготовляют с затылованными (реже с острозаточенными) зубьями.
Зуборезный долбяк (рис. 43, г) - режущий инструмент, выполненный в виде зубчатого цилиндрического колеса и снабженный режущими кромками. Долбяки применяют для предварительного и чистового (окончательного) нарезания зубчатых колес (чаще для последнего). Зубчатое колесо обрабатывается долбяком на зубодолбежном станке. Долбяк и заготовка кинематически обкатываются по начальным окружностям без скольжения. Кроме движения обката, долбяк имеет возвратно-поступательное движение вдоль оси заготовки –главное движение резания.
Стружка срезается при движении долбяка вниз; при обратном ходе (чтобы избежать во время этого хода трения зубьев долбяка о поверхность зубьев нарезаемого колеса) заготовка в конце каждого рабочего хода долбяка должна отходить от него на небольшую величину; в начале рабочего хода она вновь подходит к долбяку. Долбяк должен быть подведен в радиальном направлении на глубину впадины зуба нарезаемого колеса (в случае нарезания с одного прохода). При нарезании зубчатых колес в два или три прохода величина радиального перемещения долбяка будет составлять часть от общей глубины впадины зуба нарезаемого колеca. Долбяками можно обрабатывать не только прямозубые колеca внешнего или внутреннего зацепления, но и колеса с винтовыми зубьями внешнего и внутреннего зацепления, колеса-блоки и колеca с уступами. При применении долбяков можно обеспечить 7-ю степень точности колес.
Долбяк для нарезания колеса с винтовыми (косыми) зубьями представляет собой также зубчатое колесо, но только с винтовым направлением зубьев. Долбяк, закрепленный на штосселе зубодолбежного станка (рис. 43, д), движется возвратно-поступательно, и, кроме того, для обеспечения винтового движения на станке устанавливается специальный копир, который придает штосселю вращательное движение дополнительно к поступательному движению вдоль оси.
Таким образом, с помощью копира и обеспечивается винтовое главное движение долбяка.
У зуборезных инструментов геометрические параметры (передние и задние углы) при затылованных зубьях принимаются не только из условий обеспечения оптимальных условий производительного резания, а также из условий сохранения формы профиля при переточках.
Величины передних и задних углов для зуборезных инструментов с затылованными зубьями приведены в табл. 31.
Таблица 31
Значения передних и задних углов режущей части
зуборезных инструментов
Инструмент |
Обработка |
Угол при вершине зуба |
Задний угол на боковых сторонах αх |
|
Передний γв° |
Задний αв° |
|||
Дисковая модульная фреза |
Чистовая Черновая |
0 8—10 |
10-12 10-15 |
3° 20'-4° 3° 20'-5° |
Пальцевая модульная фреза |
Чистовая Черновая |
0 5—10 |
5-15 5-15 |
5-15 5-15 |
Червячная фреза |
Чистовая Черновая |
0 5-10 |
10-12 10-15 |
3° 20'-4° 3° 20'-5° |
Зуборезный долбяк |
Чистовая Черновая |
5 5—10 |
6 12 |
2 4 |
Затылование профиля при достаточных задних углах у вершин зубьев не позволяет обеспечить достаточные задние углы на боковых сторонах профиля. Поэтому для улучшения геометрии инструмента конструкторы стремятся применять, где это возможно, острозаточенные зубья. Передние углы зуборезного инструмента, особенно чистового, также малы или равны нулю (в целях упрощения профилирования инструмента).