

Практическое занятие № 2 расчет и конструирование фрез
По конструкции фрезы делят на цельные и сборные, с пластинами из твердых сплавов или из быстрорежущей стали. Различают фрезы цилиндрические (преимущественно с зубьями, расположенными по винтовой линии), торцовые, дисковые, трехсторонние (пазовые и др.), прорезные (шлицевые и др.), отрезные, концевые (пальцевые), одно- и двухугловые, зуборезные, фасонные, наборные (наборы из нескольких отдельных фрез). Основные размеры фрез, геометрические параметры и технические требования к ним приведены в соответствующих стандартах, нормалях или справочной литературе.
Форму и размеры пластин и коронок из твердого сплава выбирают по ГОСТ 2209—82. Марку твердого сплава выбирают по ГОСТ 3882—74. В качестве материала припоя рекомендуется латунь Л68. Наружный диаметр фрезы D зависит от диаметра оправки, размеров обрабатываемой поверхности, припуска на обработку и других факторов.
Обычно при конструировании фрез для определения диаметров оправки и цилиндрической фрезы пользуются следующим соотношением: D = (2,5...3 )d.
Присоединительные размеры фрез, закрепляемых на фрезерных оправках, а также на концах шпинделей, выбирают по соответствующим стандартам.
Когда на оправку устанавливают несколько фрез (набор), рекомендуется максимально увеличить диаметр оправки. Диаметр оправки (отверстия фрезы) можно рассчитать исходя из сил, действующих на фрезу. Диаметр отверстия фрезы под оправку
![]() .
.
Здесь Мсум — суммарный момент при изгибе и скручивании оправки, Н·м,
 ,
,
где R — равнодействующая сил Pz и Ру, R = 1,411 Pz; l — расстояние между опорами фрезерной оправки (длина посадочного участка оправки), мм; σи.д. — допустимое напряжение на изгиб оправки [для конструкционных сталей σи.д. = (180...250)106 МПа (18...25 кгс/мм2)].
Число зубьев фрезы
![]() ,
где т —
коэффициент, зависящий от типа фрезы.
,
где т —
коэффициент, зависящий от типа фрезы.
Цилиндрические фрезы
Цельные: m
крупнозубые с ω ≤ 30°.............................1,05
мелкозубые с ω = 15 - 20°..........................2
Сборные с ω, °:
20................................................................0,9
45................................................................0,8
Конструкции сборных фрез и способы крепления ножей для большинства типов фрез стандартизованы; описание различных конструкций крепления ножей приводится также в справочной литературе. Основные размеры на рифления, углы уклона ножей и пазов режущего инструмента приведены в ГОСТ 2568—71.
Пример. Рассчитать и сконструировать сборную цилиндрическую фрезу с вставными ножами из быстрорежущей стали Р18 для чернового фрезерования плоской поверхности шириной В = 100 мм у заготовки из стали 30ХМ с пределом прочности σв = 1000 МПа (~ 100 кгс/мм2). Припуск на обработку h = 6 мм. Обработка производится на горизонтально-фрезерном станке 6М82Г с мощностью электродвигателя N= 7 кВт; заготовка крепится в приспособлении повышенной жесткости.
Решение. 1. Предварительно задаемся длиной L фрезы (для заданной ширины фрезерования В) и соответственно ее диаметром D, числом зубьев z и углом ω : L = 125 мм; D = 100 мм; z = 10; ω = 20°.
Подачу выбираем по справочным данным (табл. 2.1).
Таблица 2.1
Подачи при черновом фрезеровании плоскостей
цилиндрическими фрезами из быстрорежущей стали Р18
Мощность станка (шпиндельной головки), кВт |
Жесткость системы СПИД |
Фрезы с крупным зубом и вставными ножами
|
|
Подача (мм/зуб) при обработке |
|||
стали |
чугуна и медных сплавов |
||
До 5 |
Средняя Пониженная |
0,1 — 0,15 0,06 — 0,1 |
0,12 — 0,2 0,1 — 0,15 |
Более 5 До 10 |
Повышенная Средняя Пониженная |
0,02 — 0,3 0,12 — 0,2 0,1 — 0,15 |
0,25 — 0,4 0,2 — 0,3 0,12 — 0,2 |
Более 10 |
Повышенная Средняя Пониженная |
0,4 — 0,6 0,3 — 0,4 0,2 — 0,3 |
0,6 — 0,8 0,4 — 0,8 0,25 — 0,4 |
Для чернового фрезерования заготовки из стали цилиндрической фрезой с вставными ножами при заданных условиях работы sz = 0,12...0,2 мм/зуб; принимаем sz = 0,15 мм/зуб.
3. Диаметр отверстия под оправку
.
Силу резания при t = h = 6 мм определяем по нормативам или справочнику:
 = 14250 Н.
= 14250 Н.
Равнодействующая сила R = 1,411Pz = 20106 Н.
Расстояние между опорами фрезерной оправки принимают в зависимости от длины посадочного участка центровой фрезерной оправки l = 400 мм.
Суммарный момент, действующий на фрезерную оправку,
= 1770 Н·м.
Допустимое напряжение на изгиб материала оправки принимаем σи.д. = 250 МПа; подставив в приведенную выше формулу найденные значения Мсум и σи.д., получим диаметр отверстия фрезы под оправку:
![]() = 41,4 мм.
= 41,4 мм.
Принимаем ближайший диаметр отверстия фрезы по ГОСТ 9472—70*: d = 40 мм (табл. 2.2).
4. Устанавливаем окончательно наружный диаметр фрезы: D = 2,5d = 2,5 · 40 = 100 мм; принимаем ближайший диаметр фрезы по ГОСТ 3752 — 71 * : D = 100 мм, длину фрезы L = 125 мм,
5. Окончательное число зубьев фрезы = 9,
принимаем четное значение z = 10.
Определяем шаг зубьев фрезы:
окружной торцовый
![]() = 31,4 мм;
= 31,4 мм;
осевой при ω = 20°, ctg 20° ~ 2,75
![]() = 86 мм.
= 86 мм.
7. Проверяем полученные величины z и Soc на условие
равномерного фрезерования:
![]() должно быть целым числом или величиной,
близкой к нему. В рассматриваемом примере
С =
1,16; т. е. условие равномерного фрезерования
обеспечено.
должно быть целым числом или величиной,
близкой к нему. В рассматриваемом примере
С =
1,16; т. е. условие равномерного фрезерования
обеспечено.
8. Отверстие фрезы и шпоночный паз выполняют по ГОСТ 9472—70* (табл. 2.2).
9. Определяем геометрические параметры режущей части фрезы по справочным данным: главный задний угол α =
= 12°; передний угол γ = 10°.
10. Выбираем материал фрезы: корпуса — сталь 40Х; ножей — быстрорежущая сталь Р18; клиньев — сталь У8А. Назначаем твердость деталей фрезы после термической обработки: корпуса HRC 30...40; режущей части ножен HRC 62...65; клиньев — HRC 40...50.
Таблица 2.2
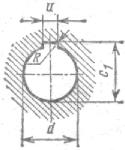
Размеры отверстия и шпоночного паза для насадных фрез с цилиндрическим отверстием (ГОСТ 9472—70*)
|
||||||
d(Н7) |
а (С11) |
с1 (Н12) |
R, мм |
|||
Номинальный размер, мм |
Предельные отклонения, мкм |
Номинальный размер, мм |
Предельные отклонения, мкм |
Номинальный размер, мм |
Предельные отклонения, мкм |
|
8 |
+15 0 |
2 |
+ 120 +60 |
8,9 |
+150 0 |
0,3...0,4 |
10 |
3 |
11,5 |
+ 180 0 |
|||
13 |
+ 18 0 |
3 |
14,6 |
|||
16 |
4 |
+145 +70 |
17,7 |
0,4...0,6 |
||
19 |
+21 0 |
5 |
21,1 |
+210 0 |
0,7...1 |
|
22 |
6 |
24,1 |
||||
27 |
7 |
+170 +80 |
29,8 |
0,9...1,2 |
||
32 |
+25 0 |
8 |
34,8 |
+250 0 |
||
40 |
10 |
43,5 |
||||
50 |
12 |
+205 +95 |
53,5 |
+300 0 |
1,1...1,6 |
|
60 |
+30 0 |
14 |
64,2 |
|||
70 |
16 |
75,0 |
1,5...2 |
|||
80 |
18 |
85,5 |
+350 0 |
|||
100 |
+35 0 |
25 |
+240 +110 |
107,0 |
2...2,5 |
|
11. Допуски на основные элементы фрезы и другие технические требования принимаем по ГОСТ 8721 — 69* (фрезы с пластинами из твердого сплава) или по ГОСТ 1671 — 77* (фрезы с ножами из быстрорежущей стали), предельные отклонения размеров рифлений — по ГОСТ 2568 — 71*.
12. Выполняем рабочий чертеж фрезы (сборка, корпус, нож и клип) с указанием основных технических требований.
Задача. Рассчитать и сконструировать цилиндрическую фрезу с винтовыми пластинами из твердого сплава для чернового фрезерования плоской поверхности заготовки шириной В и припуском на обработку h. Обработка производится на горизонтально-фрезерном станке 6Н83Г; заготовка крепится в приспособлении средней жесткости. Конструкцию фрезы выбрать по табл. 2.3 и 2.4.
Таблица 2.3
Данные к задаче (размеры в мм)
№ варианта |
Материал заготовки |
В |
h |
1 |
Сталь 45ХН, σв = 650 МПа (≈ 65 кгс/мм2) |
50 |
4 |
2 |
Сталь 60, НВ 225 |
60 |
5 |
3 |
Чугун СЧ30, НВ 220 |
70 |
8 |
4 |
Сталь 35Х, σв = 950 МПа (~ 95 кгс/мм2) |
80 |
12 |
5 |
Сталь 15Г, σв = 400 МПа (~ 40 кгс/мм2) |
100 |
4 |
6 |
Сталь 40ХС, НВ 225 |
120 |
5 |
7 |
Чугун СЧ20, НВ 170 |
140 |
8 |
8 |
Медь М4, НВ 80 |
60 |
12 |
9 |
Бронза Бр. А7, НВ 90 |
100 |
8 |
10 |
Сталь 40Х, σв = 750 МПа (~ 75 кгс/мм2) |
130 |
12 |
Таблица 2.4
Геометрические параметры режущей части цилиндрических фрез с винтовыми пластинками из твердого сплава
Обрабатываемый материал
|
Угол заточки, градусы |
Размеры фаски |
|||
передний γ |
задний ап |
наклона винтовой пластинки |
Ширина ленточки f, мм |
Передний угол на фаске γф,о |
|
Сталь углеродистая и легированная, с σв < 75 кгс/мм2, чугун с НВ < 200, бронза с НВ < 140 |
+ 5
|
17
|
24...30
|
- |
-
|
Сталь углеродистая и легированная с σв = 75...110 кгс/мм2, чугун с НВ > > 200, бронза с НВ > 140 |
0 |
17 |
24...30 |
0,2...0,6 |
0 |
Сталь углеродистая и легированная с σв > 110 кгс/мм2 |
- 5
|
15
|
24...30
|
1,0...2,0
|
- 5
|
Примечание. На задней поверхности зуба вдоль режущей кромки допускается ленточка шириной не более 0,1 мм. |
|||||