

Учебное пособие 800630
.pdfНачертежахнаносятминимальныеразмерыиихпредельныеотклонения, которые определяют требуемую точность изделия при его изготовлении (рис. 86, б). Нанесение на чертежах предельных отклонений выполняется в соответствии с правилами, установленными ГОСТ 2.307-68. Предельные отклонения и их знаки (" + " или " - ") указывают непосредственно после номинального размера. Верхнее предельное отклонение помещают над нижним. Предельные отклонения, равные нулю, не указывают.
По заданным на рис. 86, а предельным отклонениям можно определить предельные размеры и допуск.
Любое сопряжение (соединение) двух деталей можно рассматривать как охватывание одной детали другой деталью, поэтому различают охватывающую и охватываемую детали. Охватывающая поверхность условно называется отверстием, а охватываемая - валом. Эти поверхности могут быть различными, например, поверхностями вращения, плоскостями и т. д.
Если размер D1 отверстия больше размера d1 вала (рис. 87, а), то при соединении деталей получается зазор, равный их разности δ1 = D1 – d1. Зазор дает возможность сопрягаемым дета-
лям свободно перемешаться относи- |
|
|
тельно друг друга. |
|
|
Если же до сборки деталей размер |
|
|
d2 вала был больше размера D2 отвер- |
а) |
б) |
стия (рис. 87, б), соединение деталей |
|
|
выполняется с натягом δ2 = d2 – D2. |
|
|
Натяг исключает возможность отно- |
|
|
сительного перемещения деталей по- |
|
|
сле их сборки. Величина натяга ха- |
|
|
рактеризует степень сопротивления |
|
|
смещению одной детали относительно |
|
|
другой после их соединения. Чем |
|
|
больше натяг, тембольше величина его |
Рис. 87 |
|
сопротивления. |
||
|
||
Характер соединения деталей, определяемый разностью их размеров до |
||
сборки, т. е. величинойзазоровилинатяговвсоединении, называетсяпосадкой. Существует значительное количество посадок, которые можно разделить
на три группы:
1)посадкиснатягомнеподвижныепосадки, исключающиевозможность относительного перемещения сопрягаемых деталей (рис. 87, б);
2)посадки переходные, имеющие натяг, близкий к нулю, и обеспечивающиенеподвижностьсопрягаемых деталейтолькоприусловииприменения шпонок, винтов и тому подобных фиксирующих деталей;
3)посадки с зазором - подвижные посадки, допускающие относительное
71
перемещение сопрягаемых деталей (рис. 87, а).
Во всех конструкторских разработках должны соблюдаться правила и требования Единой системы допусков и посадок (ЕСДП). ЕСДП устанавливает совокупность стандартизированных допусков и предельных отклонений размеров, а также посадок, образованных отверстиями и валами, имеющими стандартные предельные отклонения размеров.
Основные правила и требования, определяемые ЕСДП, устанавливают следующие стандарты: ГОСТ 25346-89 и ГОСТ 25347-82.
Основные предельные отклонения условно обозначаются буквами латинского алфавита: прописными - для отверстий (Н7, N11) и строчными - для валов (k6, f7).
Предельные отклонения размеров следует указывать непосредственно после номинальных размеров.
Числовые значения предельных отклонений берутся из соответствующих стандартов.
Осуществить ту или иную посадку можно за счет изменения размеров отверстия или размеров вала, поэтому применяют две системы посадок: систему отверстия и систему вала. Посадки в системе отверстия выполняются за счет изменения размера вала при неизменном размере основного отверстия. В системе вала посадки выполняются за счет изменения размеров отверстия.
Система отверстия является предпочтительной, так как выполнить вал требуемого диаметра и подогнать под отверстие значительно проще. Система вала применяется, например, в посадке подшипника по наружному диаметру.
Сведения о допусках и посадках приведены здесь только для ознакомления с производственными чертежами, на учебных чертежах допуски и посадки обычно не наносят.
11.2. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ
Рассматривая поверхность детали, можно заметить, что она не во всех местах одинаковая и имеет неровности в виде мелких выступов и впадин. Совокупность этих неровностей, образующих рельеф поверхности на определенной базовой длине l, называется шероховатостью.
Детали могут иметь различную шероховатость поверхностей, которая зависит от материала и технологического процесса изготовления деталей. На одних поверхностях деталей шероховатость видна даже невооруженным глазом, на других - только с помощью приборов.
Шероховатость поверхности является одной из основных характеристик качества поверхности деталей и оказывает влияние на эксплуатационные показатели машин, станков, приборов. Термины и определения основных понятийшероховатостиповерхности устанавливаетГОСТ25142-82. Параметры и характеристики шероховатости поверхности устанавливает ГОСТ 2789-73.
Сечение поверхности плоскостью дает представление о профиле ее
72

рельефа: числе, форме и величине выступов и впадин неровностей (рис. 88). В соответствии с ГОСТ 2789-73 шероховатость поверхности характеризуется одним из следующих параметров: средним арифметическим отклонением профиля (Ra) или высотой неровностей профиля по десяти точкам (Rz)
Значения этих параметров определяются в пределах некоторого участка поверхности, длина которого называется базовой длиной l.
Рис. 88
Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Структура обозначения шероховатости поверхности приведена на рис. 89, а. При применении знака без указания параметра способа обработки его изображают без полки.
б) в) г)
а) Рис. 89
Вобозначении шероховатости поверхности применяют один из знаков, изображенных на рис. 89, б, в, г. Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота Н равна (1,5...5)h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже.
Вобозначении шероховатости поверхности, способ обработки которой конструктором не устанавливается, применяют знак (рис. 89, б).
Вобозначении шероховатости поверхности, которая должна быть обра-
73
зована только удалением слоя материала, применяют знак, показанный на рис. 89, в.
В обозначении шероховатости поверхности, которая должна быть образованабезудаленияслояматериала, применяютзнак, показанныйнарис. 89, г, с указанием значения параметра шероховатости.
Поверхности детали, изготовляемой из материала определенного профиля и размера, не подлежащие по данному чертежу дополнительной обработке, должны быть отмечены знаком (см. рис. 89, г) без указания параметра шероховатости.
Значение параметра шероховатости по ГОСТ 2789-73 указывают в обозначении шероховатости после соответствующего символа, например, Ra 0,4; Rz 50. При указании наибольшего значения параметра шероховатости в обозначении приводят параметр шероховатости без предельных отклонений.
Числовые значения параметров Ra и Rz следует братъ по ГОСТ 2789-73. Отдельные значения параметров Ra и Rz приведены в табл. 7.
|
|
Числовые значения параметров Ra и Rz |
|
Таблица 7 |
|||||
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
Среднее арифметическое отклонение |
|
Высота неровностей профиля |
|||||||
|
профиля Ra, мкм |
|
|
по 10 точкам Rz, мкм |
|
|
|||
100 |
8,0 |
0,63 |
0,050 |
1000 |
100 |
10,0 |
1,00 |
|
0,100 |
80 |
6,3 |
0,50 |
0,040 |
800 |
80 |
8,0 |
0,80 |
|
0,080 |
63 |
5,0 |
0,40 |
0,032 |
630 |
63 |
6,3 |
0,63 |
|
0,063 |
50 |
4,0 |
0,32 |
0,025 |
500 |
50 |
5,0 |
0,50 |
|
0,050 |
40 |
3,2 |
0,25 |
0,020 |
400 |
40 |
4,0 |
0,40 |
|
0,040 |
32 |
2,5 |
0,20 |
0,016 |
320 |
32 |
3,2 |
0,32 |
|
0,032 |
25 |
2,0 |
0,160 |
0,012 |
250 |
25,0 |
2,5 |
0,25 |
|
0,025 |
20 |
1,60 |
0,125 |
0,010 |
200 |
20,0 |
2,0 |
0,20 |
|
— |
16,0 |
1,25 |
0,100 |
0,008 |
160 |
16.0 |
1,60 |
0,160 |
|
— |
12,5 |
1,0 |
0,080 |
|
125 |
12,5 |
1,25 |
0,125 |
|
— |
10,0 |
0,80 |
0,063 |
|
|
|
|
|
|
|
Обозначения шероховатости поверхностей на изображении изделия располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках линий-выносок.
Допускается при недостатке места располагать обозначение шероховатостинаразмерныхлинияхилинаихпродолжениях, нарамкедопускаформы, а также разрывать выносную линию (рис. 90, а).
На линии невидимого контура допускается наносить обозначение шероховатости только в тех случаях, когда от этой линии нанесен размер.
Обозначения шероховатости поверхности, в которых знак имеет полку, располагают относительно основной надписи чертежа так, как показано на рис. 90, б и в. Обозначения шероховатости поверхности, в которых знак не
74
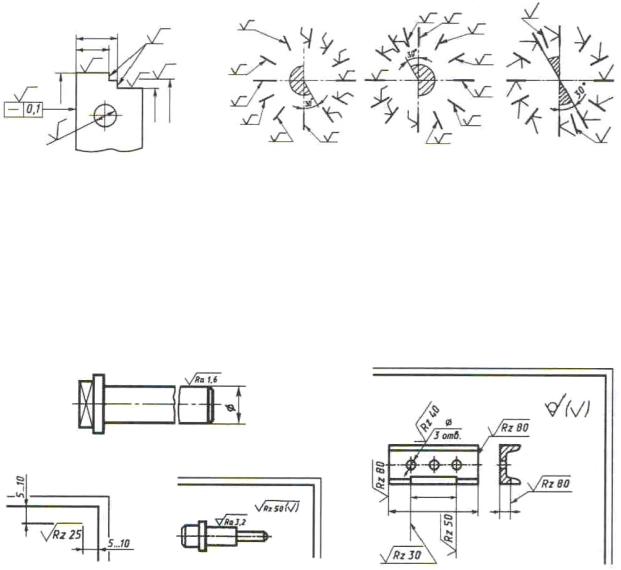
имеет полки, располагают относительно основной надписи чертежа так, как показано на рис. 90, г.
а) |
б) |
в) |
г) |
|
Рис. 90 |
|
|
При изображении изделия с разрывом обозначение шероховатости наносят только на одной части изображения, по возможности ближе к месту указания размеров (рис. 91, а).
При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помешают в правом верхнем углу чертежа и на изображение не наносят (рис. 91, б).
а)
б) |
в) |
г) |
Рис. 91
Размеры и толщина линий знака в обозначении шероховатости, вынесенном в правый верхний угол чертежа, должны быть приблизительно в 1,5 раза больше, чем в обозначениях, нанесенных на изображении.
Обозначение шероховатости, одинаковой для части поверхностей изделия, может быть помешено в правом верхнем углу чертежа (рис. 91, в, г). Это означает, что все поверхности, на которых на изображении не нанесены обозначения шероховатости должны иметь шероховатость, указанную перед условным обозначением.
Размеры знака, взятого в скобки, должны быть одинаковыми с размерами знаков, нанесенных на изображении.
75
11.3. ОБОЗНАЧЕНИЕ МАТЕРИАЛОВ НА ЧЕРТЕЖАХ ДЕТАЛЕЙ
В машиностроении для изготовления деталей применяется большое число различных видов материалов - металлы, их сплавы, а также неметаллические материалы - полимеры (пластмассы), резина, древесина и др.
На чертежах деталей должно быть указано обозначение материала, из которого изготовляется деталь. Обозначение материала устанавливается стандартом или техническими условиями, по которым выпускается материал.
Состав и свойства материалов подробно изучают в курсе "Металловедение". Ниже приводятся некоторые сведения о материалах, которые необходимо знать для оформления чертежей, выполняемых при изучении курса "Инженерная графика", а также даются примеры обозначения материалов. Обозначение материала помещается в основной надписи чертежа и в общем случае состоит из названия материала, его марки и номера стандарта на материал.
Сталь по химическому составу подразделяется на углеродистую и легированную, а по назначению - на конструкционную и инструментальную.
Сталь представляет собой сплав железа с углеродом и другими химическими элементами, которые условно обозначаются буквами: X - хром; Г - марганец; Н - никель; В - вольфрам; М - молибден; Ж - железо; А - алюминий; К - кремний; О - олово; С - свинец; Т - титан.
Сталь углеродистая обыкновенного качества (ГОСТ 380-94) широко применяется в машиностроении. В табл. 8 приведены марки углеродистой стали обыкновенного качества и примеры ее применения. Цифры в обозначении марок сталиуказывают на среднее содержание углерода в десятых долях процента.
Пример условного обозначения: Ст3кп ГОСТ 380-94.
Сталь углеродистая качественная конструкционная (ГОСТ 1050-88).
Некоторые марки это стали приведены в табл. 8. Число, обозначающее марку стали, указывает среднее содержание углеродавсотыхдоляхпроцента. Еслив обозначении марки стали рядом с числом стоит буква Г, например, 65Г, это означает, что в стали содержится марганец; из такой стали обычно изготовляют пружины. Выбор марки материала детали в учебных условиях производится приблизительно.
Сталь легированная конструкционная (ГОСТ 4543-71) применяется для изготовления деталей, к которым предъявляются повышенные требования в отношении прочности, износостойкости, жаростойкости, коррозионной стойкости и других особых свойств. Число марки указывает среднее содержание всталиуглеродавсотыхдоляхпроцента. Буква Хуказывает наналичие хрома, Н - никеля. В табл. 9 приведены марки легированной конструкционной стали и ее практическое применение.
Стальинструментальнаяуглеродистая(ГОСТ1435-99) применяетсядля изготовления инструментов. В табл. 9 указаны марки стали и ее применение.
76

Буква У - сокращение слова углеродистая; следующее за ней число указывает среднее содержание углерода в десятых долях процента; буква Г - на повышенное содержание в стали марганца. Для высококачественных сталей к указанным обозначениям добавляется буква А.
Таблица 8
Примерное применение стали
Углеродистая сталь обыкновенного качества (ГОСТ 380-94)
Марка |
Область применения |
||
стали |
|||
|
|
||
Ст0 |
Неответственные строительные |
||
конструкции, прокладки, шай- |
|||
|
|||
|
бы, кожухи (свариваемость хо- |
||
|
рошая) |
|
|
|
|
|
|
Ст2пс |
Малонагруженные |
детали ме- |
|
|
таллоконструкций |
- заклепки, |
|
|
шайбы, шплинты, прокладки, |
||
|
кожухи (свариваемость хоро- |
||
|
шая) |
|
|
|
|
||
Ст2кп |
Детали металлоконструкций - |
||
|
рамы, оси, ключи, валики, це- |
||
|
ментируемые летали (сва- |
||
|
риваемость хорошая) |
||
Ст3кп |
Цементируемые и цианируемые |
||
|
детали, от которых требуется |
||
|
высокая твердость поверхности |
||
|
и невысокая прочность сердце- |
||
|
вины - крюки кранов, кольца, |
||
|
цилиндры, шатуны, крышки |
||
Ст4кп |
Детали с невысокими требова- |
||
|
ниями к прочности - валы, оси, |
||
|
пальцы, тяги, крюки, болты, |
||
|
гайки |
|
|
|
|
||
Ст5пс |
Детали при повышенных тре- |
||
|
бованиях к прочности - валы, |
||
|
оси, звездочки, крепежные ле- |
||
|
тали, зубчатые колеса, шатуны |
||
Ст6пс |
Детали с высокой прочностью - |
||
|
валы, оси, бойки молотов, |
||
|
шпиндели, муфты кулачковые и |
||
|
фрикционные, цепи |
|
|
Углеродистая качественная конструкционная сталь (ГОСТ 1050-88)
Марка Область применения стали
10, 15 Зубчатые колеса коробок передач, грузоподъемные кованые крюки, серьги, барабаны грузоподъемных механизмов, болты, гайки, винты, заклепки, кулачки, подвижные шпонки, планки направляющих, втулки, пальцы, оси, упоры
20Оси и рычаги коробок передач и тормозных механизмов, валики, ролики, зубчатые колеса, поршневые и шатунные пальцы, болты, шурупы, грузоподъемные крюки, гайки для крюков, упоры, кулачки
25, 30 Зубчатые колеса, поршни, шпонки, оси, валы, шатуны, муфты, фланцы, серьги, втулка, рычаги и пр.
35, 40 Оси, тяги, валы, шатуны, штоки, рычаги, зубчатыеколеса, рукоятки, ступицы, гаечные ключи, фланцы, диски, гайки, винты, болты, плунжеры, втулки, кольца, упоры, штифты
45, 50 Коленчатые и карданные валы, шлицевые валы, шатуны, зубчатые колеса и рейки, диски сцепления, поршни, шпонки, клинья и планки направляющих, рукоятки, ступицы, фиксаторы, втулки, вилки
60, 75 Пружины спиральные (из холоднотянутой проволоки), пружинные шайбы, тормозные и фрикционные диски, упорные кольца
77
Таблица 9
|
|
Примерное применение стали |
|
|
|
Марка стали |
|
Область применения |
|
|
|
|
Легированная конструкционная сталь |
|
15Х |
|
Поршневые пальцы, валики, зубчатые колеса |
20Х |
|
Конические зубчатые колеса, коленчатые валы, кулачковые |
|
|
муфты, втулки, плунжеры, направляющие планки, копиры |
30Х, 35Х, 38ХС |
|
Валики коробок передач, оси, зубчатые колеса дифферен- |
|
|
циалы, шатуны, катки, ответственныеболты, шпильки, гайки |
40Х, 45Х, 50Х |
|
Зубчатые колеса коробок передач, рессоры, червячные и |
|
|
шлицевые валы, промежуточные оси, шпиндели, упорные |
|
|
кольца, штоки, дышла |
20ХГР, 40ХС, 45ХН |
|
Шлицевые и коленчатые валы, цепные звенья, зубчатые ко- |
|
|
леса, кулачковые муфты, червяки |
|
Инструментальная углеродистая сталь |
|
У7;У8;У10;У11; |
|
Инструменты, пуансоны, центры к станкам, втулки |
У12;У13;У7А;У8А;У8ГА; |
|
|
У10А;У11А,У12А; У13А |
|
|
Чугун представляет собой железоуглеродистый сплав и широко применяется в машиностроении. Чугун имеет несколько видов, выпускаемых по соответствующим стандартам: серый чугун (ГОСТ 1412-85), ковкий чугун (ГОСТ 1215-79), высокопрочный чугун (ГОСТ 7293-85), антифрикционный чугун (ГОСТ 1585-85).
В условное обозначение чугуна входят буквы, которые указывают вид чугуна, например: серый чугун - СЧ; ковкий чугун - КЧ; высокопрочный - ВЧ; антифрикционный - АЧС.
Серый чугун (ГОСТ 1412-85). Марки и применение серого чугуна приведены в табл. 10.
Пример условного обозначения: СЧ20 ГОСТ 1412-85.
Ковкий чугун. В табл. 10 указаны марки ковкого чугуна и область применения.
Пример условного обозначения: КЧ 60-3 ГОСТ 1215-79.
Все остальные виды и область применения чугуна можно найти в соответствующих стандартах.
Медь и медные сплавы отличаются высокой теплопроводностью, высокой электропроводностью, коррозионной стойкостью, высокой температурой плавления. Они хорошо обрабатываются давлением. Медные сплавы используются в качестве литейных материалов, а также для изготовления труб, лент, проволоки и других изделий.
Латунь - медный сплав, в котором помимо меди основной составляющей частью является цинк. Латунь по сравнению с медью обладает более высокими прочностью и коррозионной стойкостью. Простые латуни обозначают
78
буквой Л. В специальных латунях после буквы Л пишут заглавную букву дополнительных легирующих элементов. Все латуни хорошо паяются твердыми и мягкими припоями.
Пример условного обозначения: ЛК 2 ГОСТ 1020-97.
|
Таблица 10 |
|
Примерное применение чугуна |
|
|
Марка |
Область применения |
|
Серый чугун с пластинчатым графитом |
СЧ10 |
Малоответственные отливки с толщиной стенок до 15 мм (кор- |
|
пуса, крышки, кожухи) |
СЧ15 |
Малоответственные отливки с толщиной стенок 10-30 мм (трубы, |
|
корпуса клапанов, вентили) |
СЧ20 |
Ответственные отливки с толщиной стенок до 30 мм (блоки ци- |
|
линдров, поршни, тормозные барабаны, каретки) |
СЧ25 |
Ответственные отливки с толщиной стенок до 40 мм (кокильные |
|
формы, поршневые кольца) |
СЧ30 |
Ответственные отливки с толщиной стенок до 60 мм (поршни, |
|
гильзы дизелей, рамы, штампы) |
СЧ35 |
Ответственные высоконагруженные отливки с толщиной стенок |
|
до 100 мм (малые коленчатые валы, детали паровых двигателей) |
|
Ковкий чугун |
Ферритного класса: |
В основном для небольших отливок, работающих в условиях |
КЧ30-6, КЧ33-8, |
динамических нагрузок (детали, используемые в автомобильной, |
КЧ35-10, КЧ37-12 |
тракторной и сельскохозяйственной промышленности) |
Перлитного класса: |
Ограниченное применение обусловлено сложностью изготовле- |
КЧ45-7, КЧ50-5, |
ния отливок, длительностью термической обработки, огра- |
КЧ55-4, КЧ60-3, |
ниченными размерами сечений (не более 30—40 мм2) |
КЧ65-3 |
|
Бронзами называют медные сплавы, в которых основными легирующими элементами являются различные металлы, кроме цинка. Маркируют бронзы буквами Бр, за которыми следуют заглавные буквы легирующих элементов. По сравнению с латунью бронзы обладают более высокими прочностью, коррозионной стойкостью и антифрикционными свойствами. Они весьма стойки на воздухе, в морской воде, растворах большинства органических кислот, углекислых растворах. В табл. 11 даны примеры марок бронзы и область их применения.
Примеры условного обозначения: БрА9Мц2Л ГОСТ 493-79,
БрО3Ц7С5Н1 ГОСТ 613-79.
Сплавы алюминия с кремнием, магнием, медью, марганцем, цинком и другими металлами широко применяются в машиностроении.
Сплавы алюминия с кремнием таких марок, как АК12, АК9ч, АК5М, используются для отливок деталей разных форм.
Для ковки и штамповки применяются алюминиевые сплавы марок АК4,
79
АК6, АД1, АД12. Марки А7, АД1, Д12, Д16 применяются в штампованных деталях.
Таблица 11
Примерное применение безоловянных литейных бронз и оловянных литейных бронз
Марка бронзы |
Область применения |
Безоловянные: БрА9Мц2Л, |
Ленты, полосы, прутки, фасонные отливки, втулки и вкла- |
БрА10Мц2Л, БрА9ЖЗЛ, |
дыши подшипников, упорные кольца, трубы, литье, зубча- |
БрА9ЖЗЛМц2, |
тые колеса, червяки, проволока, полосы, крупные фасонные |
БрА9Ж4Н4Л |
отливки |
Оловянные: Бр03Ц12С5. |
Мелкие подшипники, манжеты, втулки, гайки ходовых |
Бр03Ц7С5Н1, Бр04Ц7С5, |
винтов, венцы червячных колес, гнезда клапанов, корпуса |
Бр05Ц5С5, Бр05С25 |
насосов, гайки с крупным шагом, мелкие летали, втулки, |
|
шайбы |
Сплавы алюминия с кремнием, магнием, медью, марганцем, цинком и другими металлами широко применяются в машиностроении.
Сплавы алюминия с кремнием таких марок, как АК12, АК9ч, АК5М, используются для отливок деталей разных форм.
Для ковки и штамповки применяются алюминиевые сплавы марок АК4, АК6, АД1, АД12. Марки А7, АД1, Д12, Д16 применяются в штампованных деталях.
Пример обозначения: АК12 ГОСТ 1583-93.
Существует множество неметаллических материалов, которые успешно могут заменить металлы и их сплавы. Все более широкое применение получают различные виды полимеров (пластмасс), которые благодаря своим особым физическим и механическим свойствам позволяют использовать их для литья под давлением, прессования, формовки из листов, сварки, склеивания, наплавления и других технологических процессов изготовления деталей. Полимерные материалы (пластмассы) подразделяются на две группы: термопластичные и термореактивные.
Термопластичные пластмассы при нагревании переходят из твердого состояния в жидкое (плавятся), причем после охлаждения они снова затвердевают. Пластмассы этой группы можно перерабатывать несколько раз без потери их физико-механических свойств.
Термореактивные пластмассы при нагреве не плавятся и не размягчаются, а при достижении определенной температуры начинают обугливаться, поэтому эти пластмассы допускают только однократное изготовление из них деталей.
В табл. 12 приведены некоторые, наиболее употребительные в машиностроении неметаллические материалы и область их применения.
Пример обозначения винипласта марки ВП (винипласт прозрачный):
Винипласт ВП ГОСТ 9639-71.
80