

8. К.П.Д. Молота
Свежий пар или воздух в цилиндре молота имеет определенное давление Р1 и теплосодержание - i1. Отработанный пар или воздух имеют соответственно Р2 и i2.
Степень использования входной энергии определяется идеальным термическим к.п.д:
![]() .
(113)
.
(113)
Тепло, поступившее
в цилиндр претерпевает изменение, за
счет отдачи тепла через теплопроводные
стенки. Теплообмен с внешней средой,
образование конденсата приводит к
потерям и следовательно, действительный
термический к.п.д ниже идеального на
величину реальных потерь которые
оцениваются относительным к.п.д
![]() .
.
Действительный термический к.п.д:
![]() .
(114)
.
(114)
Преодоление сил
сопротивления при движении падающих
частей учитывается механическим к.п.д
-
![]() .
.
Преобразование
энергии удара в пластическую деформацию
к.п.д удара -
![]() .
.
В итоге эффективный к.п.д молота:
![]() .
(115)
.
(115)
Утилизация использованного пара на выработку электроэнергии или тепла может повысить к.п.д молотовой установки до 0,2.
9. Конструкция паровоздушных молотов
По технологическому назначению паровоздушные молоты различаются на ковочные и штамповочные:
1) Ковочные по типу станины различаются на молоты с арочной станиной и с мостовой.
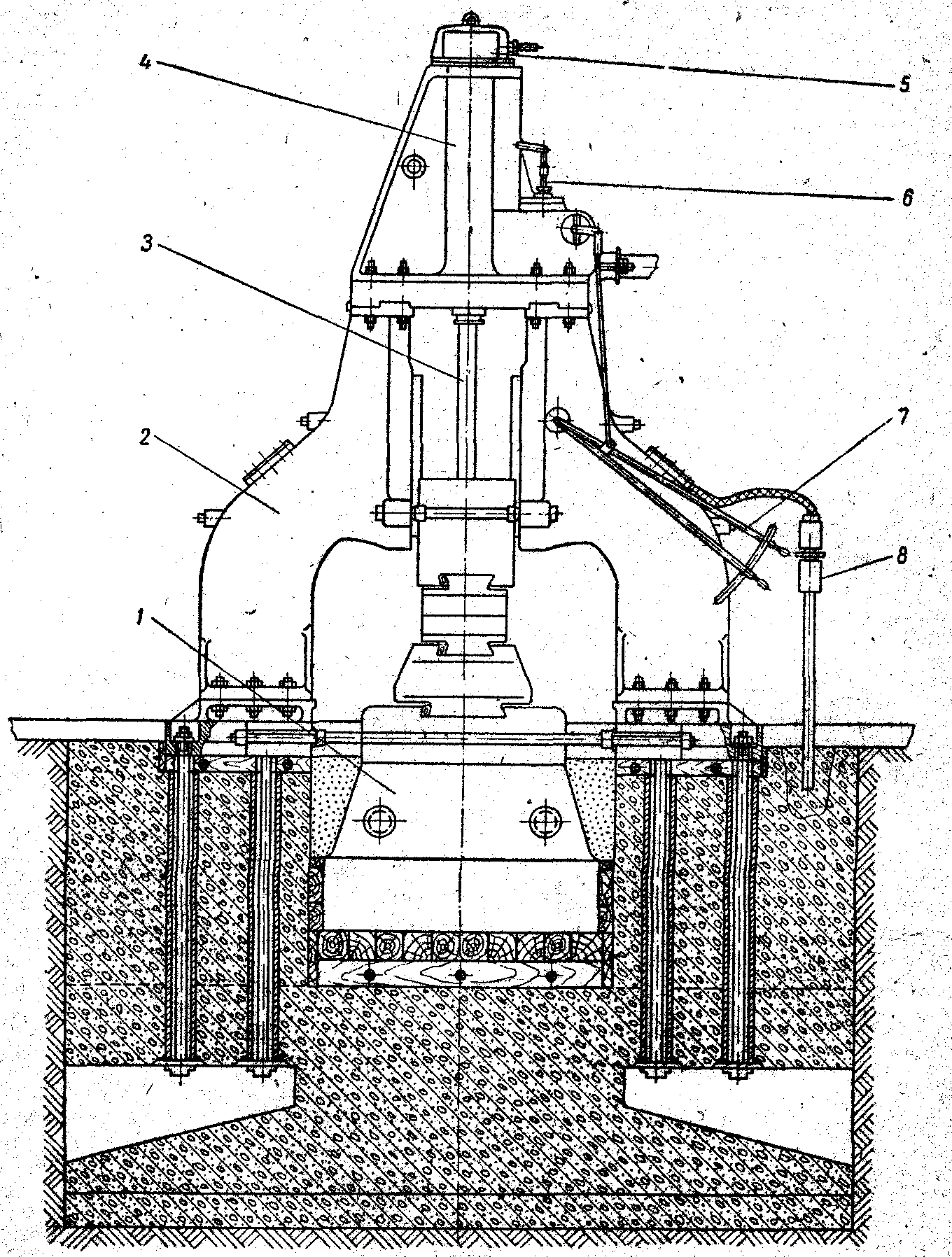
Рис. 30. Паровоздушный молот:
1 -шабот; 2 - станина; 3 - падающие части;
4 - рабочий цилиндр; 5 - предохранительное устройство;
6- парораспределительный механизм;
7 - механизм управления; 8 - система смазки
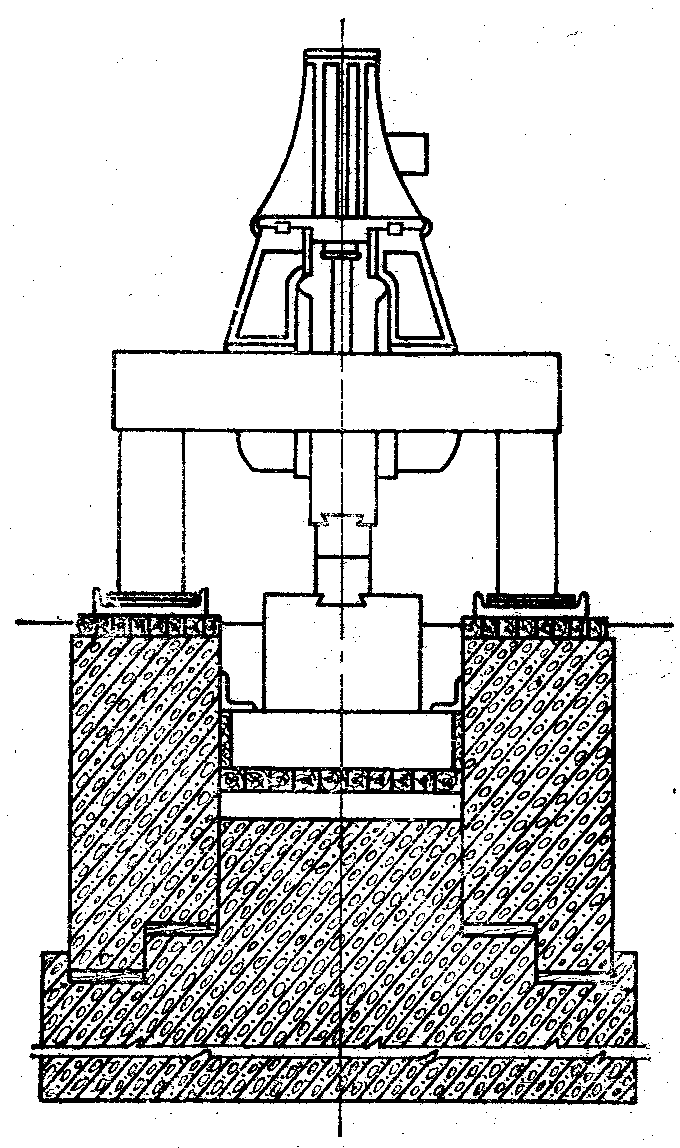
Рис. 31. Схема мостового ковочного молота
|
|
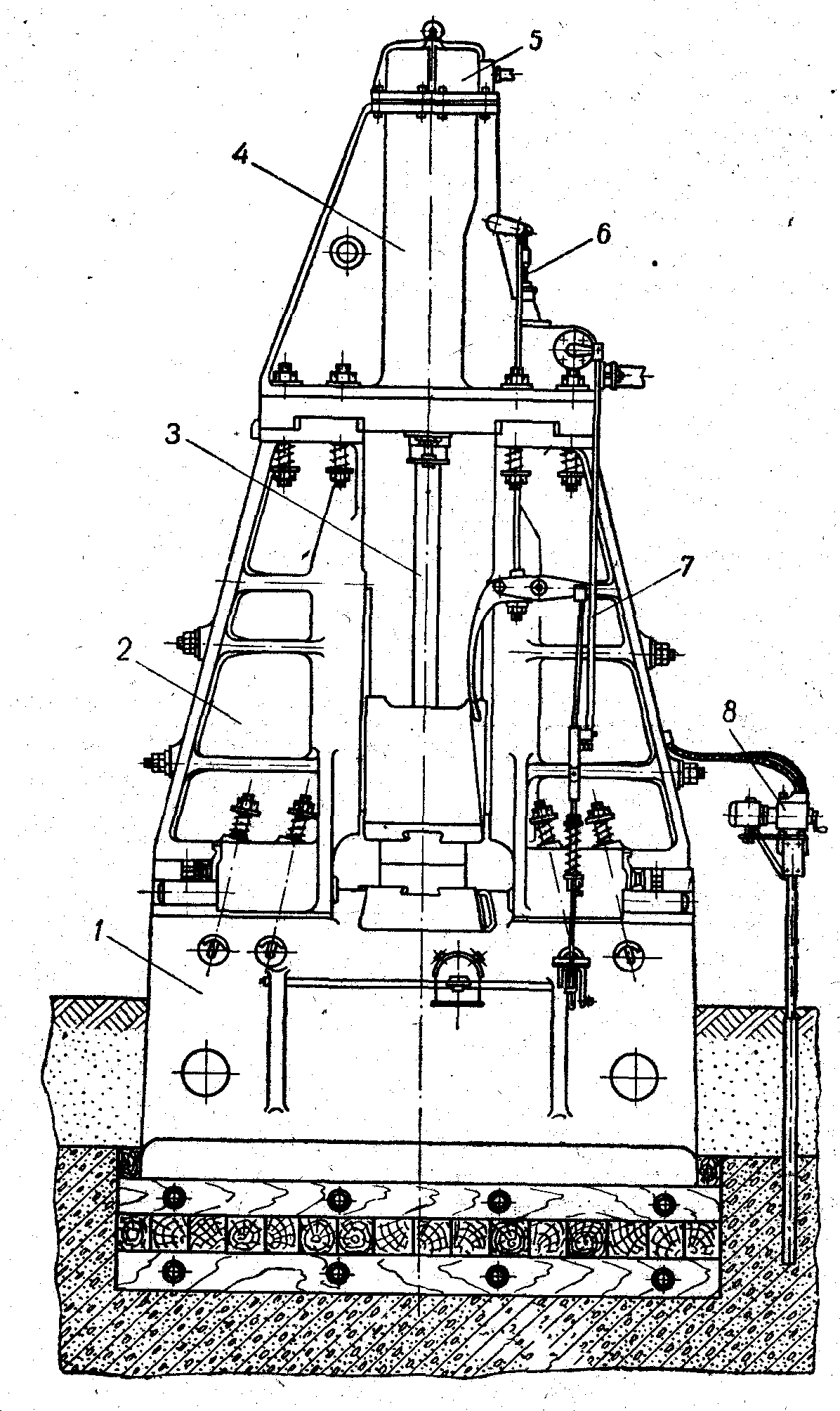
Рис. 32. Паровоздушный штамповочный молот:
1 - шабот; 2 - станина; 3 - падающие части;
4 - рабочий цилиндр; 5 - предохранительное устройство;
6- парораспределительный механизм;
7 - механизм управления; 8 - система смазки
Для ковки крупных поковок или слитков с целью увеличения просвета между стойками применяют мостовую станину.
Стойки штамповочного
молота работают в тяжелых условиях
импульсной нагрузки. При ударе стойки
могут отрываться от шабота, а затем
резко садиться на место. Поэтому их
способ крепления допускает подвижность
стоек при ударе с последующей точной
посадкой на место и компенсацией
сопровождающегося износа сопряженных
поверхностей. Стойки крепятся
подпружиненными шпильками, которые
выполняют роль амортизаторов при ударе
и также фиксируют стойку. Компенсаторами
износа служат продольные и поперечные
клинья. Аналогично крепится подцилиндровая
плита. из
(рис. 32) следует, что
![]() .
Для штамповочных молотов
.
Для штамповочных молотов
![]() .
Обычно считают, что
.
Обычно считают, что
![]() .
Тогда
.
Тогда
![]() .
При расчете направляющих давление,
действующее на них будет
.
При расчете направляющих давление,
действующее на них будет
![]() ,
где а -
ширина направляющей.
,
где а -
ширина направляющей.
Стойки молотов изготавливают из стального литья (сталь 35Л) с последующим отжигом.
У штамповочных молотов места контакта с шаботом и подцилиндровой плитой подвергают газопламенной поверхностной закалке. В эту зону предусматривается подача смазки. В отдельных случаях на плоскость стыка укладываются прокладки из прорезиненной транспортерной ленты.
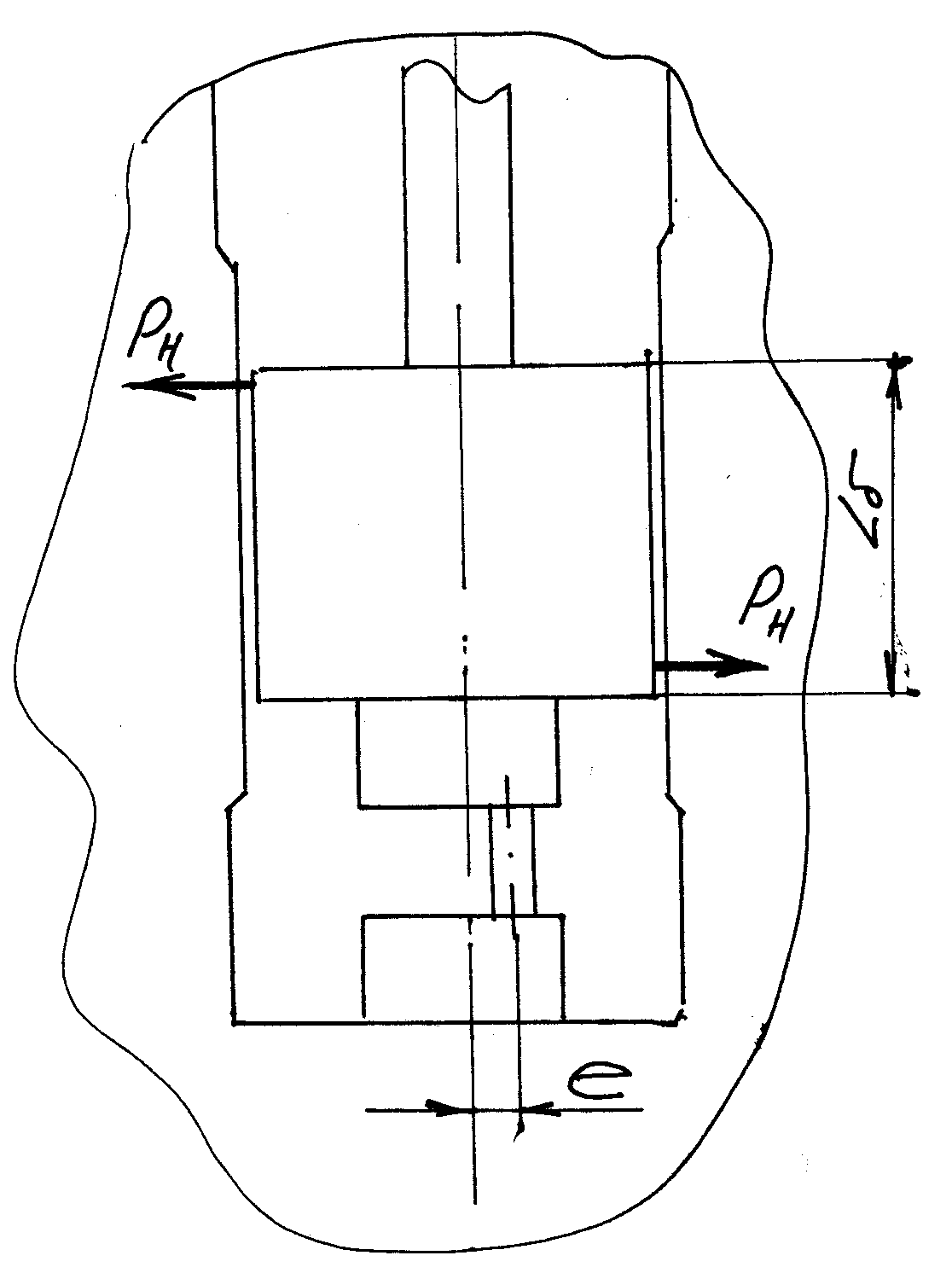
Рис. 33. Схема действующих сил при эксцентричной нагрузке
9.1. Система цилиндр-поршень
Цилиндр испытывает напряжение от внутреннего давления пара или воздуха, его диаметр определяется по формуле:
 ,
(116)
,
(116)
где
![]() -
давление свежего пара или воздуха;
-
давление свежего пара или воздуха;
![]() = (100
150) мПа - для стального литья;
= (100
150) мПа - для стального литья;
= (40 50) мПа - для чугунного литья.
![]() - определяется
расчетом, исходя из теоретических оценок
проектируемого молота. Для ориентировочной
оценки:
- определяется
расчетом, исходя из теоретических оценок
проектируемого молота. Для ориентировочной
оценки:
![]() ,
м (117)
,
м (117)
где G - вес падающих частей;
- давление.
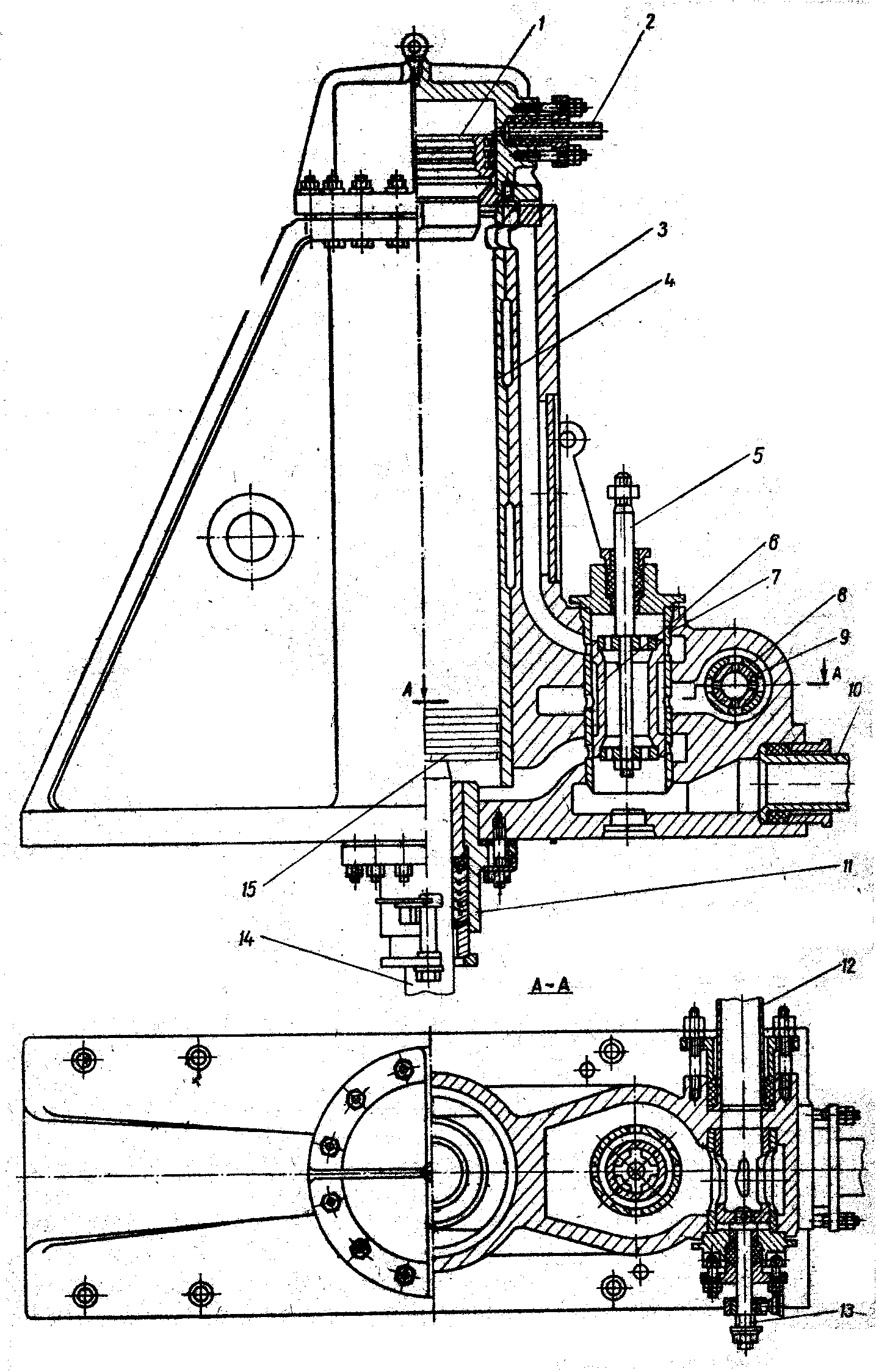
Рис. 34. Рабочий цилиндр с предохранительным
устройством
Внутренняя
поверхность цилиндра выполнена в виде
сменной втулки (гильзы), по мере износа
которой ее растачивают. Минимальная
толщина после расточек
![]() мм. Цилиндр обычно отливается из стали
35Л вместе с золотниковой коробкой.
Втулки изготавливают из чугуна СЧ21-40 и
запрессовывают в цилиндр по горячей
посадке. Для предотвращения случайных
ударов в верхнюю крышку цилиндра
(например, при наладке молота или обрыве
штока) предусмотрено предохранительное
буферное устройство, в цилиндр которого
подается пар или воздух.
мм. Цилиндр обычно отливается из стали
35Л вместе с золотниковой коробкой.
Втулки изготавливают из чугуна СЧ21-40 и
запрессовывают в цилиндр по горячей
посадке. Для предотвращения случайных
ударов в верхнюю крышку цилиндра
(например, при наладке молота или обрыве
штока) предусмотрено предохранительное
буферное устройство, в цилиндр которого
подается пар или воздух.
В нижней части цилиндра устанавливается направляющая втулка из бронзы. К ней с помощью поджимного кольца поджимается уплотнительная набивка (асбестовый шнур, пропитанный графитом) или манжетное кольцо шевронного типа из асбестовой ткани. Уплотнение с поджимными кольцами на молоте иногда называют грунд-букса.
Поршень устанавливается в цилиндре с зазором:
![]() ,
мм (118)
,
мм (118)
Во избежание утечки энергоносителя через зазор на поршень устанавливаются от 2 до 4 поршневых разрезных колец, которые входят в канавки на поршне с зазором 0,10,15 мм. Высота колец 5 10 мм. Толщина 10 20 мм. Крепление с помощью конуса, при этом поршень предварительно нагревают до 400 - 450 С. Поршни изготавливают кованными из стали 45 или 40ХН.
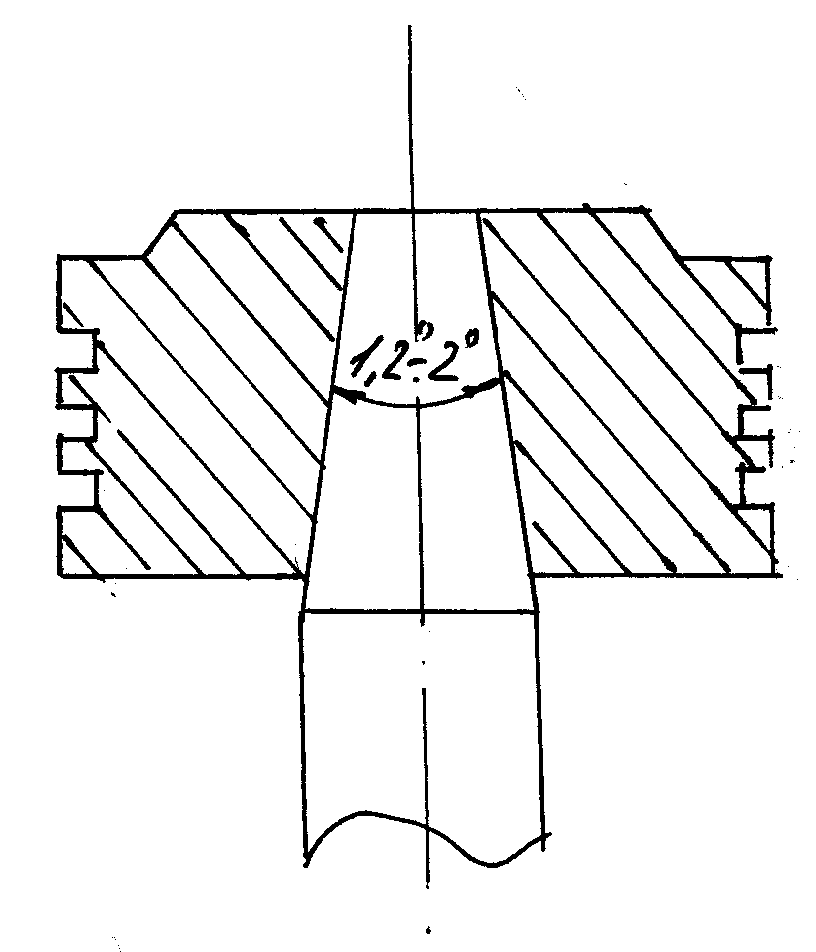
Рис. 35. Соединение поршня со штоком