

Статистические показатели качестква продукции
Данная работа знакомит читателя с общими принципами методики организации контроля качества и и частности со статистическими показателями качества продукции.
Для анализа результатов контроля качества широкое распространение получили методы статистического контроля качества (Statistical Quality Control – SQС ).Основной задачей статистических методов контроля является обеспечение производства пригодной к употреблению продукции и оказание полезных услуг с наименьшими затратами. С этой целью проводят анализ новых операции или другие исследования, на обеспечение производства пригодной к употреблению продукции. В состав этих методов входят:
метод расслоения,
графики,
диаграмма разброса,
диаграмма Парето,
контрольные карты .
6) гистограммы.
При применении статистического контроля по количественному признаку необходимо соблюдение следующих условий:
Контролируемые параметры должны иметь количественную, характеристику.
Контролируемые показатели должны иметь нормальное распределение.
Часто бывает затруднительно проводить измерения по количественному признаку. Тогда используют контроль по альтернативному признаку: это значит, что для проверки изделие считается либо годным, либо дефектным, и решение о качестве контролируемой совокупности принимают в зависимости от числа обнаруженных в выборке или пробе дефектных изделий или от числа дефектов, приходящихся на определённое число изделий.
В России применяется ряд стандартов по статистическому контролю. Наиболее часто используемым является ГОСТ 18242-82, представляющий собой адаптацию американского MIL-STD-105D. Для выбора плана контроля из ГОСТ 18242-82 нужно установить: а) объём партии; б) уровень контроля; в) приёмочный уровень качества; г) вид контроля; д) тип плана контроля; е) виды дефектов. Также применяется ГОСТ 20736-75, для его успешного применения необходимо установить: 1) объём партии; 2) границы контролируемого показателя; 3) для каждого контролируемого показателя приёмочный уровень качества (AQL); 4) среднее квадратическое отклонение
или метод его оценки; 5) способ контроля - 1-й, 2-й или 3-й; 6) уровень контроля: I, II, III, S-3, S-4: 7) нормальный, усиленный или ослабленный контроль.
Для проведения анализа, исходными данными в котором являются статистических показатели качества продукции, используются следующие методы:
1) Диаграммы Парето, позволяй наглядно представить величину потерь в зависимости от различных дефектов (рисунок 1). Благодаря этому можно сначала сосредоточить внимание на устранении rex дефектов, которые приводят к наибольшим потерям. Для учета совокупного процента потерь от нескольких дефектов строится кумулятивная кривая.

потери











Рисунок1. Диаграмма Парето.
2) Гистограмма. Полученные данные анализируют, применяя другие методы:
-долю дефектных изделий и потерь от брака исследуют с помощью диаграммы Парето;
-изменение характеристик во времени определяют по контрольным картам.
Параметр
Частота
Кривая
распределения
частоты
Верхняя
граница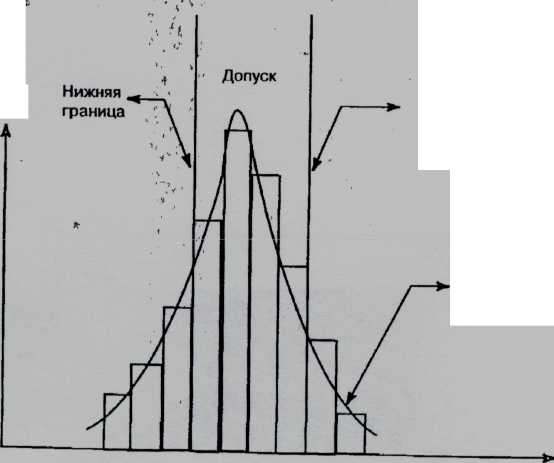
Рисунок 2. Гистограмма.
3) Диаграмма разброса строится как график зависимости между двумя параметрами (рисунок 3). Это позволяет определить, есть ли взаимосвязь между этими параметрами. И если такая взаимосвязь существует, можно устранить отклонение одного параметра, воздействуя на другой. При этом возможна положительная или отрицательная взаимосвязь, но возможно и отсутствие какой-либо взаимосвязи.
Параметр 2
Положительная
взаимосвязь
Взаимосвязь отсутствует
Отрицательная взаимосвязь



Параметр 1
Рисунок 3. Диаграмма разброса.
Контрольная карта — это разновидность графика, который отличается наличием контрольных границ, обозначающих допустимый диапазон разброса характеристик в обычных условиях течения процесса (рисунок 4).
параметр














время
Процесс под контролем
ВКП
СЛ
НКП
ВКП
НКП




СЛ
НКП
ВКП

НКП

время


5) Метод расслоения применяют для выяснения причин разброса характеристик изделий. Существо метода заключается в разделении, (расслоении) полученных характеристик в зависимости от различных факторов: квалификации работников, качества исходных материалов и т.д. При этом определяется влияние того или иного фактора на характеристики изделия.
6) Графики используются для наглядности и облегчения понимания взаимозависимости количественных величин или их изменений во времени. Чаще всего применяются линейные, круговые, столбчатые и ленточные графики.
Затраты на единицу продукции или услугу имеют решающее значение. Использование контрольных карт, в процессе производства сводит к минимуму необходимость проведения потребителем статистического приёмочного контроля.
Перед началом статистического контроля качества продукции и по ходу процесса следует регистрировать затраты на единицу продукции или услуг, включая затраты на устранение брака и на переделку изделий. По мере надобности следует изменять ход процесса производства.
Библиографический список
Купряков Е.М. Стандартизация и качество промышленной продукции: Учебник для вузов по спец. «Планирование промышленности».- М.: Высш. Шк., 1985.-288с, ил.
Сенаторов А.К.. Скоробогатов B.C. Принципы обеспечения качества и управления качеством продукции: Учеб. пособие. Воронеж: Воронеж, гос. техн. ун-т. 2002.74 с.
УДК 621.454.001
Биркин В.И. Бутенко Е.А