

3.3.6. Нитевидные кристаллы (усы)
Нитевидные кристаллы - один из наиболее интересных типов упрочнителей в композиционных материалах. Их основными особенностями являются монокрисгаллическое строение и малые размеры. Диаметр нитевидных кристаллов достигает 10 мкм. Отношение длины к диаметру составляет
Нитевидные кристаллы отличаются малым количеством деффектов строения, поэтому уровень их прочностных свойств достаточно высок.
Прочностные свойства усов диаметром менее 2 мкм близки к теоретическим значениям. Однако чем больше диаметр кристаллов, тем меньше величина предела текучести. Зависимость, пределов прочности усов оксида алюминия и железа приведены на рис. 7. Объясняется подобный ход зависимостей тем, что с ростом диаметра увеличивается количество дефектов строения кристаллов.
Для упрочнения композиционных материалов предпочтительно применение керамических усов, например AI2O3 и SiC. Они обладаю! высоким уровнем механических свойств, относительно малой плотностью и хорошо совместимы с металлическими матрицами.
Нитевидные кристаллы способны зарождаться и расти естественным путем, без вмешательства человека. Примерами кристаллов природного происхождения могут служить волокна асбеста, нефрита, рутила, золота, серебра. Однако при изготовлении композиционных материалов используются нитевидные кристаллы, выращенные в производственных условиях. Обращение к нитевидным кристаллам как к упрочнителям композиционных материалов, разработка технологических процессов их выращивания обусловлены высоким уровнем механических свойств кристаллов.
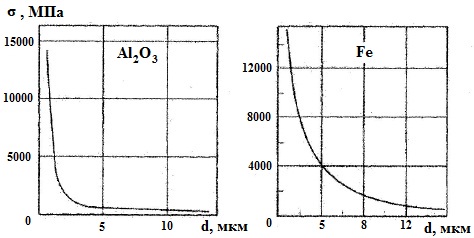
Рис. 5. Предел прочности оксида алюминия и железа.
В настоящее время можно говорить о нескольких способах получения нитевидных кристаллов: выращивание из покрытий; выращивание в электролите; осаждение из газовой фазы; получение кристаллов химическими методами; кристаллизация из растворов.
3.4. Углерод-углеродные, керамические и гибридные композиционные материалы
Углерод-углеродные композиционные материалы
Углерод-углеродные композиционные материалы (УУКМ) - одни из наиболее известных современных композитов. Материалы этого типа часто считают самыми перспективными для изготовления конструкций, работающих при высоких температурах. Они используются для изготовления носовых обтекателей ракет, сопловых блоков, лопаток турбин, деталей тормозных устройств самолетов, высокотемпературных подшипников ядерных силовых установок, других деталей ответственного назначения.
УУКМ состоят из углеродной (графитовой) матрицы, упрочненной углеродным (графитовым) волокном. Углеродные волокна используются не только как упрочняющие элементы, они препятствуют распространению трещин. Основные достоинства УУКМ, определяющие их широкое применение, заключаются в высокой прочности, малой плотности, высокой теплостойкости, стойкости к тепловому удару и облучению. В окислительной среде углерод-углеродные материалы сохраняют работоспособность до 773 К, в инертной среде и в вакууме - до 3273 К. УУКМ способны выдерживать перепад температур, достигающий 1000 К/см. В зависимости от структуры предел прочности на растяжение углерод-углеродных композитов изменяется в диапазоне ~ 100... 1000 МПа.
Производство углерод-углеродных композиций осуществляется преимущественно по трем схемам: пропитка волокнистого каркаса смолой с последующей карбонизацией; осаждение из газовой фазы углерода между волокнами каркаса; сочетание пропитки волокнистого каркаса смолой и карбонизации с осаждением углерода из газовой фазы.
Первый способ реализуется следующим образом. Методами намотки или выкладки из углепластика (углеродного волокна со связующим) формуется заготовка. Далее осуществляются операции полимеризации связующего, карбонизации матричного материала, уплотнения пиролитическим углеродом, окончательной термической обработки и нанесения противоокислительных покрытий на основе карбидов кремния, циркония, иридия. Для повышения плотности углерод- углеродного материала цикл пропитка-отверждение- карбонизация многократно повторяется. Цель повторения цикла пропитка-карбонизация заключается в устранении пористости и повышении плотности карбонизованной матрицы. Операция повторной пропитки реализуется по режиму вакуум- давление. Для этого заготовка нагревается в вакууме, затем помещается в связующее, находящееся под избыточным давлением до 0,6... 1,0 МПа. После выполнения каждого цикла пористость карбонизованной матрицы снижается, поэтому в дальнейшем для пропитки необходимо использовать связующее с меньшим уровнем вязкости.
Применение технологии получения УУКМ, основанной на получении армирующего каркаса, пропитке его связующим и последующей термической обработке, сдерживает необходимость многократного проведения операции уплотнения матрицы. Эта операция значительно удлиняет и удорожает процесс получения композиционных материалов.
В зависимости от реализованной технологии и структуры сформированного материала плотность УУКМ находится в пределах 1300...2000кг/м3.
При реализации второго способа из сухого волокна методами намотки, укладки, плетения, армирования в третьем направлении прошивкой формируется заготовка. В дальнейшем выполняется операция осаждения углерода из газовой фазы, во время которой заполняется пространство между волокнами. В качестве углеродсодержащих газов используют природный газ метан или аналогичный газообразный углеводород в комбинации с водородом или аргоном. Это более дорогая технология. Преимущества второго способа заключаются в том, что он обеспечивает более высокую плотность материала, более высокое содержание углерода и более прочную связь матрицы с волокном.
При производстве изделий из УУКМ важен оптимальный выбор армирующих элементов, их геометрии, объемной доли. В каждом случае эта задача решается индивидуально, в зависимости от условий, в которых будет работать проектируемый материал. Привычным является упрочнение композитов однонаправленными волокнистыми элементами и тканями. Сложнее осуществить многонаправленное армирование материалов, позволяющее эффективно регулировать механические свойства композиционных материалов.
После получения из армирующих элементов заготовки производится выбор полимера для ее пропитки. Обычно в качестве полимеров, являющихся исходным материалом для получения углеродной матрицы, применяют фенолформальдегидные и фурановые смолы, а также каменноугольный или нефтяной пек.
Тип используемого связующего определяет технологию, стоимость и важные свойства получаемых углерод-углеродных композиционных материалов. Достоинствами фенолформаль- дегидных смол являются технологичность, относительно низкая стоимость, высокая прочность образующегося каркаса. В то же время фенолформальдегидные смолы обладают рядом недостатков. Один из них - трудность получения однородной плотной структуры. Образующийся из смол кокс плохо поддается графитизации. Усадка материала во время карбонизации фенолформальдегидных связующих больше, чем при использовании связующих других типов. Это ведет к возникновению значительных внутренних напряжений и снижает физи- ко-механических свойства композитов.
Фурановые смолы по сравнению с фенолформальдегид- ными отличаются меньшей технологичностью, цикл их отверждения более сложен. Достоинствами фурановых смол, объясняющими их применение при производстве УУКМ, являются меньшая, по сравнению с фенолформальдегидными связующими, усадка при карбонизации, более высокая прочность и плотность каркаса. Плотность каркаса, образующегося из фенолформальдегидных смол, составляет ~ 1650 кг/м3, из фурановых связующих ~ 1850 кг/м3, из пеков -2100. кг/м .
Достоинствами нефтяных и каменноугольных пеков, кроме высокой плотности кокса, являются низкая стоимость, доступность, хорошая склонность к графитизации, исключение из технологического процесса растворителя. К недостаткам пеков относят:
появление значительной пористости;
термопластичность, приводящая к миграции связующего притермообработке материала;
наличие в пеках канцерогенных соединений.
Введение матричного материала в армирующий каркас
обычно осуществляется методом пропитки под низким давлением. Следующая стадия получения углерод-углеродного композита заключается в карбонизации матрицы в инертной среде. При необходимости реализуется и стадия графитизации материала.. Для повышения качества углерод-углеродных материалов цикл пропитка-термообработка может проводиться многократно. Метод получения УУКМ, основанный на пропитке каркаса под низким давлением, используется в тех случаях, когда допускается открытая пористость материала в пределах 10%.
Повышение свойств углерод-углеродных композиционных материалов и сокращение времени их изготовления возможно при использовании технологии пропитки армированного каркаса под высоким давлением. Основная стадия этой технологии заключается в карбонизации материала под высоким давлением.
Речь идет о термобарическом процессе изготовления высокоплотных УУКМ, т. е. процессе термообработки, выполняемой с одновременным приложением давления. При реализации технологии заготовка помещается в тонкий металлический контейнер, заливается и пропитывается жидким пеком, разогретым до 250 °С, и закрывается металлической крышкой. Карбонизация под высоким давлением проводится при изостатическом давлении в газостатах или автоклавах.
Давление на пек передается через корпус тонкого металлического контейнера, выполняющего функцию «резинового мешка». После очистки проводится операция графитизации материала. Во многих случаях заготовка высокого качества может быть получена всего за один цикл. При необходимости повышения плотности матрицы полный цикл обработки может повторяться.
Для получения более термостабильного материала с высоким уровнем механических свойств после карбонизации может быть выполнена стадия высокотемпературной обработки материала -графитизация. Эта операция реализуется в индукционных печах или печах сопротивления в графитовой засыпке, в вакууме или инертном газе, т. е. в неокисляющей среде.
Степень структурных изменений при выполнении этой стадии определяется в основном температурой, поэтому длительность ее по сравнению с карбонизацией невелика (несколько часов). В
процессе графитизации происходят необратимые изменения формы изделий, залечиваются дефекты структуры. В том случае, если для формирования матрицы использовали пеки, хорошо поддающиеся графитизации, во время высокотемпературного нагрева (свыше 2473 К) наблюдается рост трехмерно упорядоченных углеродных кристаллитов вплоть до перехода к структуре графита. В материалах на основе полимерных связующих, плохо поддающихся графитизации, вплоть до 3273 К материал остается в неграфитизированной турбостратной форме..
Второй технологический процесс формирования матрицы в углерод-углеродных материалах заключается в осаждении пироуглерода из газовой фазы. В качестве газов используют углеводороды (метан, бензол, ацетилен и др.) или смеси углеводородов с разбавляющим газом (инертный газ или водород). Под действием высоких температур газы в печи распадаются с образованием углерода и других компонентов. Углерод осаждается на поверхности разогретых волокон, постепенно создавая мостики между волокнами и заполняя межволоконное пространство армирующего каркаса. Другие газообразные продукты удаляются из реакционной камеры.
На практике используются два варианта реализации метода осаждения углерода из газовой фазы. Один из них выполняется в изотермических условиях и позволяет заполнять углеродом относительно тонкие армирующие каркасы. Схема камеры для осаждения. углеродной матрицы в изотермических условиях - показана на рис. 6. Установка содержит кожух, нагреватель (индукционную катушку), графитовый сердечник. Графитовый сердечник (сусцептор) является тепловыделяющим элементом, обеспечивающим равномерность обогрева материала в индукционной печи. Внутри графитового сердечника располагают армирующий углеродный каркас. Газы подводятся через нижнюю часть камеры, нагреваются, разлагаются, проходят через межволоконное пространство упрочняющего каркаса. Углерод осаждается на поверхности волокон. Газообразные продукты реакции удаляются через отверстие в крышке печи. Температура, при которой реализуется этот процесс, составляет 1173... 1423 К, давление - 130...2000 кПа. Увеличение температуры способствует росту скорости осаждения углерода. Недостаток заключается в том, что газ не успевает диффундировать в объем заготовки и при этом происходит наслоение углерода на поверхности объекта.
Достоинства изотермического метода получения углерод- углеродных композитов следующие: простота; хорошая воспроизводимость свойств материала; высокая плотность матрицы; хорошая графитизируемость матрицы; возможность одновременной обработки нескольких изделий. Недостатки этой технологии связывают с малой скоростью осаждения, плохим заполнением крупных пор, склонностью к поверхностному осаждению пироуглерода.
Д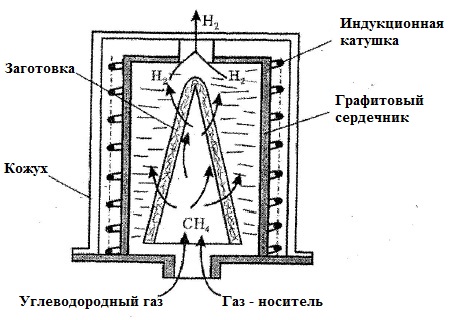 ля
получения УУКМ может быть использован
модифицированный вариант изотермического
метода, выполняемый в
режиме
давление-вакуум. Реализация метода
заключается в попеременном заполнении
реакционного объема углеводородным
газом и вакуумировании. Достоинством
метода является высокая степень объемного
уплотнения армирующего каркаса
пироуглеродом.
ля
получения УУКМ может быть использован
модифицированный вариант изотермического
метода, выполняемый в
режиме
давление-вакуум. Реализация метода
заключается в попеременном заполнении
реакционного объема углеводородным
газом и вакуумировании. Достоинством
метода является высокая степень объемного
уплотнения армирующего каркаса
пироуглеродом.
Рис. 6. Схема камеры для изотермического процесса осаждения углерода на углеродный волокнистый каркас.