

Методическое пособие 511
.pdfТакая схема работы РТК позволяет сократить время простоя станков при их обслуживании ПР.
Как правило, система управления РТК включает в себя отдельные управляющие устройства (для каждого из видов применяемого технологического оборудования), связанные между собой соответствующими информационными потоками. Подобная структура построения позволяет сохранить работоспособность части применяемого оборудования при выходе из строя отдельных элементов устройств управления РТК.
Для обеспечения согласованной работы подобного комплекса необходимо синхронное функционирование отдельных единиц оборудования. Роль такого синхронизирующего устройства выполняет устройство управления ПР.
Число и содержание сигналов обмена между ПР и металлообрабатывающими станками, входящими в многостаночный РТК. в основном те же самые, что и для одностаночного РТК. Дополнительным входным сигналом на ПР может быть сигнал так называемого «предварительного вызова», который предназначается для сокращения времени простоя станка в результате перемещения робота в зону, требующую обслуживания. Такой сигнал формируется устройством управления станка за определенное (до окончания цикла обработки) время, достаточное для перемещения ПР в зону данного станка из любой точки обслуживаемого им пространства.
Для разработки алгоритма управления ПР необходим технологический процесс обработки деталей на станках РТК. Алгоритм управления ПР должен предусматривать как манипуляции ПР, связанные с загрузкой-разгрузкой станков, захватом и укладкой деталей в тары, так и операции ПР, связанные с межстаночным транспортированием.
Набор стандартных подпрограмм управления ПР в каждом конкретном случае в соответствии с требованиями технологического процесса может меняться либо модифицироваться. Условия технологического процесса могут предусматри-
70
вать совмещение некоторых основных и вспомогательных операций, выполняемых ПР. В любом случае в основе создания программы управления лежит разделение операций ПР на основные (загрузка-разгрузка станков) и вспомогательные (транспортирование, ориентирование и т.п.), а также применение подпрограммы ожидания.
Подпрограмма ожидания обеспечивает анализ информации с оборудованием РТК в целях выбора цикла последующего действия ПР. По существу, эта подпрограмма является основной, определяющей деятельность ПР в соответствии с требованиями технологического процесса.
Опыт показывает, что для правильного выбора последующего действия ПР требуется анализ следующей информации: запрос станков на их обслуживание; наличие либо отсутствие деталей в станках; наличие деталей в тарах и ложементах, позволяющих осуществить их захват, наличие свободных мест в тарах, позволяющих осуществить укладку деталей и т.п.
Этот анализ осуществляется в два этапа. Первый этап предназначен для непосредственного обслуживания станков РТК (реализации подпрограмм загрузки и разгрузки станков) и осуществляется после получения ПР запросов на обслуживание отдельных станков. Переход ко второму этапу производится при отсутствии запросов на обслуживание. Результатом выполнения операций, предусмотренных этим этапом, является выполнение вспомогательных операций, включая межстаночное транспортирование. Особенность второго этапа заключается, как правило, в минимальном совмещении по времени выполнения соответствующих подпрограмм с работой станков.
В целях сокращения возможного времени простоя станков, связанного с выполнением всех основных и вспомогательных операций, алгоритм предусматривает переход (возврат) к анализу запросов (первый этап подпрограммы) после выполнения каждой из подпрограмм.
71
Способы возврата могут быть различными и определяются требованиями конкретного производства.
Наличие в РТК станка, лимитирующего производительность комплекса, приводит к появлению системы приоритетов на обслуживание станков РТК, реализуемой несколькими способами. Простейший из них – первоочередной анализ в подпрограмме «Ожидание» данных о станке, лимитирующем производительность РТК.
Один из наиболее распространенных способов сокращения времени простоя станков, применяемых в настоящее время, состоит в организации дополнительного предварительного вызова. Это позволяет ПР заранее совершить необходимые подготовительные операции (в частности, перемещение в зону станка, взятие заготовки из ложемента), т.е. начальные операции подпрограмм разгрузки-загрузки станков.
Дальнейшая отработка этих подпрограмм в этом случае осуществляется после появления сигнала окончательного вызова, т.е. по окончании всего цикла обработки детали: повышение производительности РТК может быть достигнуто в результате рациональной организации управления ПР путем реализации более совершенной подпрограммы ожидания, в основе ее может лежать прогнозирование поступления заявок на обслуживание станка РТК, определение возможности обслуживания станков до прихода другой заявки с более высоким приоритете а также определение возможности и целесообразности выполнения отдельных вспомогательных подпрограмм управления ПР с учетом его текущего положения до прихода заявок на обслуживание от станков РТК.
7.2. Особенности программирования многостаночных РТК
Особенностью работы ПР в многостаночном РТК (по сравнению с его работой в одностаночном РТК) является по-
72
явление дополнительных функций, связанных с транспортированием деталей между станками. Так же, как в одностаночном комплексе, первый накопитель - магазин заготовок, а последний - магазин обработанных деталей.
Накопители, расположенные между станками, используют для хранения деталей, прошедших частичную обработку, Специальным вспомогательным оборудованием для многостаночных РТК являются ложементы, расположенные вблизи станков и используемые в целях сокращения времени простоя станков. Ложемент имеет две позиции: в первой устанавливают обработанную на данном станке деталь, во второй - заготовку, загружаемую на станок. Такая схема работы РТК позволяет сократить время простоя станков при их обслуживании ПР.
Как правило, система управления РТК включает в себя отдельные управляющие устройства (для каждого из рядов применяемого технологического оборудования), связанные между собой соответствующими информационными потоками. Подобная структура построения позволяет сохранить работоспособность части применяемого оборудования при выходе из строя отдельных элементов устройств управления РТК.
Согласованную (синхронную) работу РТК обеспечивает устройство управления ПР. Число и смысловое содержание сигналов обмена между ПР и металлорежущими станками, входящими в многостаночное РТК, в основном то же самое, что и для одностаночного комплекса.
Дополнительным входным сигналом на ПР может быть сигнал так называемого "предварительного вызова", который предназначается для сокращения времени простоя станка благодаря перемещению ПР в зону, требующую обслуживания. Такой сигнал формируется УЧПУ станком за определенное (до окончания цикла обработки) время, достаточное для перемещения ПР в зону данного станка из любой точки обслуживаемого им пространства.
73
При разработке алгоритма управления ПР исходят из технологического процесса РТК, определяющего последовательность обработки деталей на станках. Алгоритм управления ПР должен предусматривать манипуляции ПР по загрузке и разгрузке станков, по захвату и укладке деталей в тары, а также операции ПР, связанные с транспортированием деталей между станками.
Возможные маршруты определяют набор подпрограмм управления ПР. В отсутствие ложементов все подпрограммы должны выполняться после поступления соответствующих заявок на обслуживание станков РТК. Среди этих подпрограмм прежде всего реализуются те, которые содержат маршруты, обеспечивающие непосредственную передачу деталей, минуя накопители. Разгрузка и загрузка станков через промежуточные накопители осуществляются только в случае занятости соответствующих станков.
Таким образом, управляющая программа ПР, обеспечивающего многостаночное обслуживание, может быть представлена как набор стандартных подпрограмм "Ожидание" (рис. 27). Число подпрограмм загрузки и разгрузки определяется числом станков в РТК. Цикл манипуляционных движений ПР при отработке указанных подпрограмм аналогичен соответствующим циклам работы ПР при одностаночном обслуживании. Отличие заключается лишь в том, что ПР захватывает заготовку и укладывает обработанную деталь в соответствующие позиции ложементов станков.
74
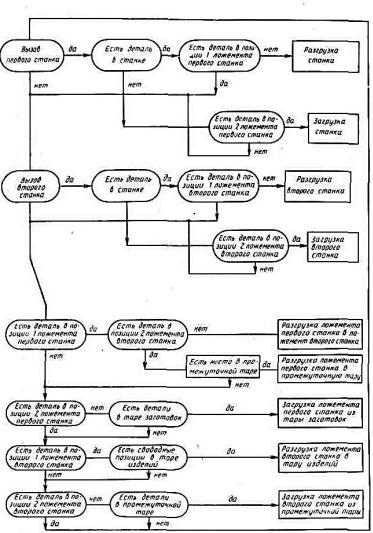
Рис. 27. Алгоритм типовой подпрограммы «Ожидание» для двухстаночного РТК: позиция 1 ложемента – разгрузочная; позиция 2 ложемента – загрузочная
Подпрограммы загрузки ложементов заготовками из накопителей обеспечивают предварительный захват заготовки
75
из накопителя, ее транспортирование и укладку в соответствующую позицию ложемента.
Подпрограммы разгрузки ложементов предусматривают захват обработанной на станке детали из соответствующей позиции ложемента, ее транспортирование и укладку в накопитель.
Подпрограммы разгрузки, обеспечивающие цикл "ложемент -ложемент", служат для переноса детали, обработанной на предыдущем станке, в загрузочную позицию ложемента следующего (по технологическому процессу) станка.
Набор стандартных подпрограмм управления ПР может изменяться в каждом конкретном случае в соответствии с требованиями данного технологического процесса. Но в любом случае в основе создания программы управления лежит разделение операции ПР на основные (загрузка и разгрузка станков) и вспомогательные (транспортирование, ориентирование и т.п.), а также применение подпрограмм "Ожидание".
Подпрограмма "Ожидание" обеспечивает анализ информации, поступающей от оборудования РТК, в целях выбора цикла последующего действия ПР; эта подпрограмма определяет деятельность ПР в соответствии с требованиями технологического процесса и показателями производительности РТК в целом. Эксплуатация ПР и РТК осуществляется в соответствии с инструкциями по эксплуатации, регламентирующими порядок включения и запуска в автоматическую работу оборудования.
Автоматические действия основного и вспомогательного оборудования, высокие скорости перемещения рабочих органов ПР, большая зона обслуживания и другие специфические особенности обусловливают повышенную опасность ПР для обслуживающего персонала. В связи с этим обеспечению безопасности труда при эксплуатации ПР и РТК должно уделяться особое внимание.
76
Основные причины возникновения аварийных ситуаций в процессе работы РТК следующие: неправильные (непредусмотренные) движения ПР; ошибочные действия оператора при обслуживании ПР, работающего в автоматическом режиме (появление человека в рабочем пространстве ПР, ошибки в программировании и т.п.); отсутствие четкой информации оператору о ситуации в рабочей зоне ПР, параметрах движения ПР и причинах, возникающих на участке неполадок. Таким образом, для обеспечения безопасности труда при эксплуатации ПР и РТК наряду с использованием специальных технических средств необходимо применять соответствующие приемы и методы проведения работ, а также строго соблюдать регламентированные режимы эксплуатации ПР.
Неполадки и аварийные ситуации, которые возникают в процессе эксплуатации ПР, должны еже сменно регистрироваться оператором или наладчиком в специальном журнале. Перед началом работы должны быть устранены все отказы, отмеченные ранее.
Наладчик и оператор должны убедиться в исправном состоянии основного и вспомогательного технологического оборудования, средств обеспечения безопасности и в отсутствии посторонних лиц и предметов в рабочем пространстве ПР. К работе на технологических участках, обслуживаемых ПР, может допускаться только персонал, прошедший специальное обучение по безопасному обслуживанию ПР со сдачей экзамена специальной комиссии.
Перед допуском на обслуживание оборудования, оснащенного ПР, и РТК персонал должен получить вводный инструктаж, а в процессе работы строго руководствоваться инструкцией по безопасности труда.
Следует обратить особое внимание на возможность появления опасностей при выполнении технологического процесса, на опасные зоны работающего оборудования, оградительные устройства и правила пользования ими. Перед нача-
77
лом работы необходимо убедиться в исправности и нормальном функционировании оборудования.
Текущий ремонт отдельных узлов и механизмов ПР и РТК производят согласно прилагаемым инструкциям по эксплуатации соответствующих видов оборудования. При этом помимо внеочередного ремонта, вызванного отказами отдельных механизмов, важное значение имеют плановопредупредительные осмотры и ремонты, обеспечивающие безотказную работу оборудования в автоматическом режиме.
Периодичность проведения указанной работы устанавливается в зависимости от оборудования на основании предварительных расчетов и опыта промышленной эксплуатации. Например, периодичность проверки электрооборудования и систем управления должна быть не реже одного раза в месяц: при этом проводят расширенные тестовые испытания и проверяют все контактные группы узлов.
Вопросы для самоподготовки
1.В чем заключается разница программирования одностаночных и многостаночных РТК?
2.Чем характеризуются существующие компоновочные схемы РТК?
3.Как программируются промышленные роботы, работающие в составе РТК?
4.Из каких этапов состоит алгоритм для двухстаночно-
го РТК?
5.Какие причины возникновения аварийных ситуаций существуют при работе РТК?
Раздел 3. АВТОМАТИЧЕСКАЯ СБОРКА ИЗДЕЛИЙ
Лекция № 8 ОСОБЕННОСТИ СБОРОЧНЫХ ОПЕРАЦИЙ
Теоретические вопросы:
78
8.1.Понятие и технологические процессы сборки
8.2.Этапы технологического процесса сборки
8.3.Особенности технологических процессов сборки
8.1.Понятие и технологические процессы сборки
Любая машина состоит из отдельных частей, простейшей из которых является деталь, т.е. изделие изготовленное из однородного по наименованию и марке материала без применения сборочных операций. Изделие - любой предмет или набор предметов производства, изготовляемых на предприятии.
Изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе посредством сборочных операций (свинчиванием, сочленением, клепкой, сваркой, пайкой, опрессовкой, развальцовкой, склеиванием и т.д.), называется сборочной единицей.
Комплекс - несколько специфицированных изделий, служащих для выполнения взаимосвязанных эксплуатационных основных или вспомогательных функций, но не соединенных между собой предприятием-изготовителем \ например, поточная линия станков, корабль и т.д. \.Комплект -не соединенные на предприятии-изготовителе несколько изделий, которые предназначены для совместной эксплуатации при выполнении вспомогательных функций, например, комплект запасных частей, комплект тары и т.д.
Таким образом, технологический процесс соединения, установки и фиксации деталей в сборочных единицах называется сборкой.
В машиностроении различают следующие виды сборки: 1 Сборка по принципу полной взаимозаменяемости, применяемая в массовом производстве в соответствии, с которым любую деталь в процессе сборки можно заменить другой,
такого же размера без какойлибо подгонки и переделки.
79