

Методика расчета погрешностей базирования деталей типа станин
Составим технологические размерные цепи для выбранных вариантов базирования (рис. 8, а, б, в).
Первый вариант (рис. 8, а).
Первая операция. Номинальный размер
Б01 = Б1 - ПБ1.
Погрешность базирования Б01 = 0.
Вторая операция. Номинальный размер А01
А01 = А1 – ПА1.
Погрешность базирования для размера А1 составит
А01 = ТА1 + ТПА1.
Третья операция. Погрешности размеров М, Г и угла
обусловливается погрешностью станка, так как обработка ведется без переустановки. Погрешность базирования = 0. Общая погрешность составит
TМ + TТ
и будет обусловливаться влиянием погрешности изготовления направляющей и торцевой поверхности на угол .
Второй вариант (рис.8, б). Погрешности базирования для первой и второй операции аналогична первому варианту.
Третья операция. Здесь погрешность базирования складывается из влияния погрешности базирования второй операции при обработке направляющих А01 на погрешность угла Н, собственно погрешности базирования 1 от переустановки
2 = Н + Т.
Третий вариант (рис. 8, в): погрешность базирования включает погрешность последней установки заготовки
3 = Т.
Наибольшая погрешность базирования возникает при втором варианте, наименьшая - при первом. Если нет многоцелевого станка с вертикальным и горизонтальным шпинделем, то следует принять базирование по третьему варианту.
16. Пример расчета погрешностей базирования
Примем следующие исходные данные: А = 600h12; Б = 80h12; С = 50h12; В = 70h12; М = 1000h10; К = 900h12; степень точности на плоскость направляющих "Н" и торцов "Т" - пятая; степень точности на перпендикулярность поверхностей "Н" и "Т" - четвертая.
Первый вариант. Погрешность базирования по размеру А=600 составляет [2, с. 104]
A1 TA1=0,700.
Погрешность базирования на угловой размер 1 = 0.
Второй вариант. Допуск плоскостности поверхности "H" на длине К=900 для 5-й степени точности [3, с. 381]
Т = 16 мкм.
Допуск плоскостности поверхности "Т" при длине 600 составляет для пятой степени точности Т = 12 мкм [3, с. 381]. Допуск на перпендикулярность поверхностей "Н" и "Т" для четвертой степени точности [3, с. 647]
2 = 4".
Для второго установа аналогично найдем (для длины А = 600) Т = 5. Тогда 2 = 4" + 5" = 9".
Третий вариант. Погрешность базирования составляет
3 = Т = 5".
Нормативные погрешности базирования при обработке в приспособлениях представлены в [3, с. 45-53] в размер Б вертикальным шпинделем; на станках без выверки в [3, с. 43].
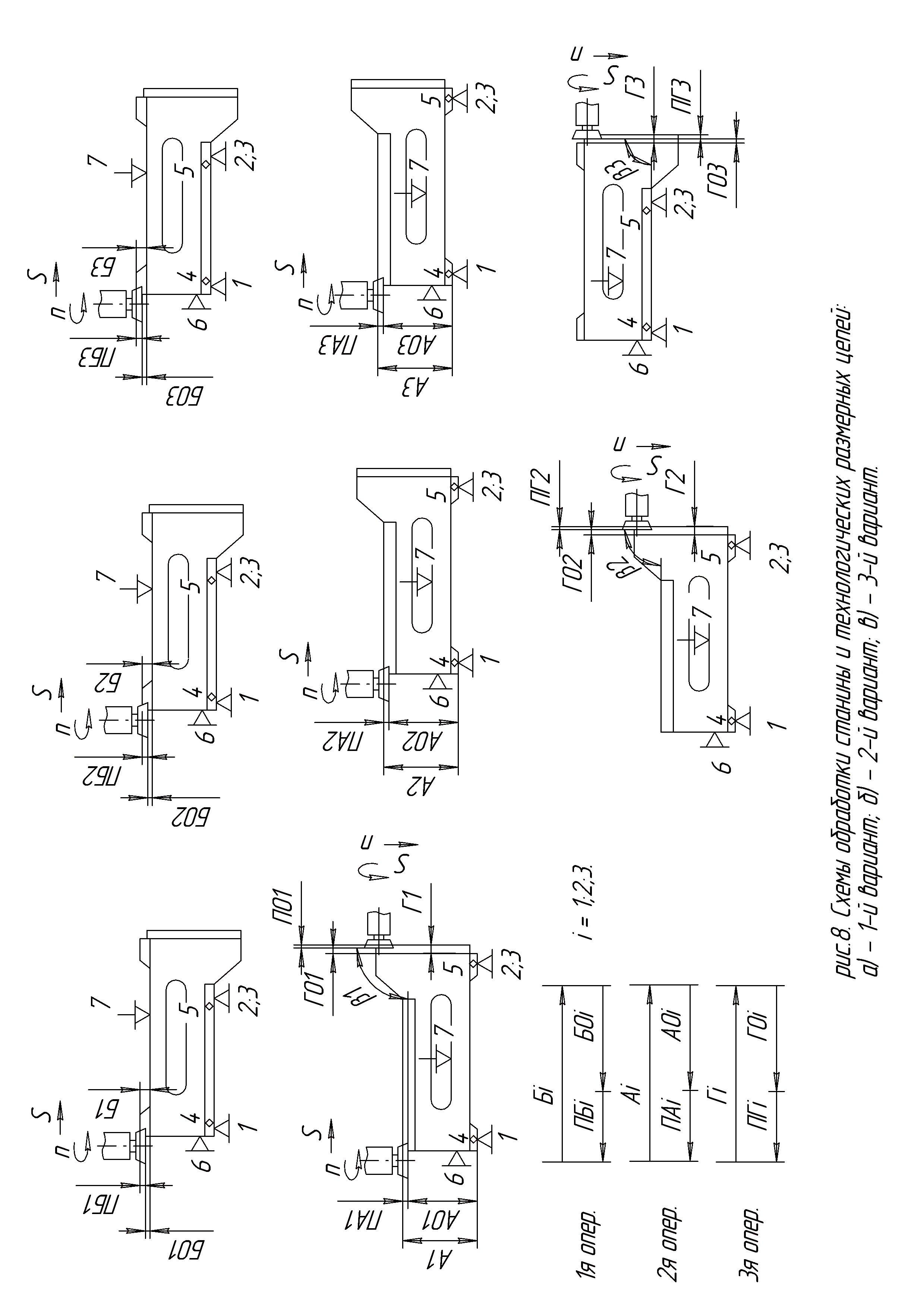
Рис. 7. Схема обработки станины и технологических размерных цепей: а) – первый вариант базирования; б) – второй вариант; в) – третий вариант
Варианты заданий для расчета погрешностей базирования деталей типа станин
Номер варианта соответствует порядковому номеру студента в журнале. Варианты исходных размеров для расчета погрешностей базирования станины вертикально-фрезерного станка представлены в табл. 4, эскиз станины представлен на рис. 7.
Таблица 4
Исходные размеры для расчета погрешностей базирования станины вертикально-фрезерного станка (рис. 7)
№ вар. |
А |
Б |
В |
Г |
М |
К |
Ст. точн. |
|
// |
┴ |
|||||||
1 |
500 |
80 |
45 |
60 |
900 |
850 |
4 |
3 |
2 |
550 |
95 |
50 |
70 |
1050 |
900 |
5 |
4 |
3 |
600 |
100 |
50 |
85 |
1100 |
1000 |
5 |
4 |
4 |
650 |
110 |
55 |
85 |
1450 |
1260 |
5 |
5 |
5 |
700 |
125 |
55 |
90 |
1500 |
1350 |
6 |
5 |
6 |
750 |
130 |
60 |
95 |
1750 |
1680 |
6 |
5 |
7 |
800 |
140 |
60 |
95 |
1850 |
1700 |
6 |
5 |
8 |
850 |
155 |
65 |
100 |
1900 |
1800 |
6 |
5 |
9 |
900 |
165 |
65 |
105 |
2700 |
1860 |
7 |
6 |
10 |
950 |
170 |
70 |
110 |
3000 |
1900 |
7 |
6 |
11 |
1000 |
180 |
70 |
115 |
3100 |
2000 |
7 |
6 |
12 |
1100 |
195 |
80 |
120 |
3200 |
2150 |
7 |
7 |
13 |
1150 |
200 |
80 |
120 |
3350 |
2300 |
8 |
7 |
14 |
1200 |
215 |
100 |
125 |
3400 |
2400 |
8 |
7 |
15 |
1250 |
230 |
100 |
130 |
3500 |
2500 |
9 |
8 |
Предельные отклонения размеров для расчета погрешностей базирования станины вертикально-фрезерного станка определяются по нормативным таблицам допусков в системе отверстия [2, с. 78-115].
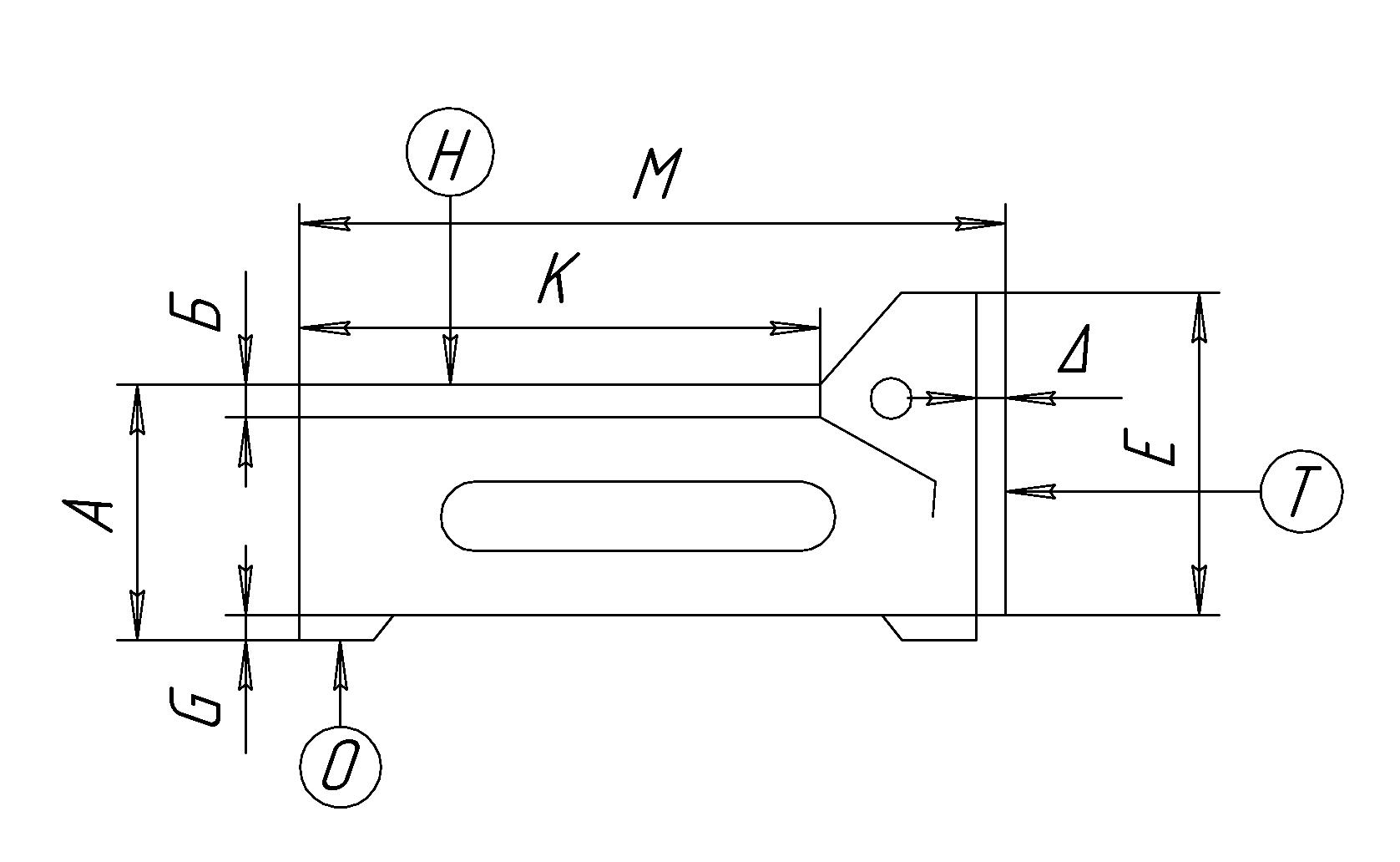
Рис. 8. Эскиз заготовки разъемной горизонтальной части станины вертикально-фрезерного станка