

Определение точностных параметров деталей механическими приборами
Цель работы: ознакомление с конструкцией механиче-ских приборов – индикатором часового типа, индикаторным нутромером и приобретение навыков работы с этими инструментами.
Оборудование, приборы, инструменты: индикаторы ча-сового типа, стойка контрольно - измерительная, индика-торные нутромеры, набор концевых мер длины.
3.1. Общие положения
Повышение точности средств измерения привело к усложнению их конструкции, применению зубчатых и рычажно-зубчатых передач и использованию дифференциального метода измерения.
Рычажно-зубчатые измерительные приборы (индикаторы, рычажно-зубчатые измерительные головки, рычажные скобы, индикаторные нутромеры и т. п.) на размер настраивают с помощью концевых мер длины или установочных колец и мер. Результат измерения находят суммированием размера меры, по которой на нулевые показания настраивался соответствующий рычажно-зубчатый прибор и значения отклонения от нулевого показания измерительного прибора.
Индикатор
часового типа и рычажно-зубчатая
измерительная головка типа 1ИГ
показаны на рис. 3, а
и б. Они
предназначены для использования в
цеховых условиях при выполнении
операций технологических процессов
изготовления, сборки и испытания изделий.
Кроме того, их устанавливают в качестве
отсчетных устройств в индикаторные
нутромеры и другие приборы. Принцип
действия индикатора часового типа
основан на преобразовании линейных
перемещений измерительного стержня в
угловые перемещения большой и малой
стрелок относительно непод-вижного
циферблата с двумя шкалами. На большой
шкале нанесено 100 делений с ценой каждого
деления 0,01 мм, а на малой шкале нанесены
миллиметровые деления. Перемещение
измерительного стержня на 1 мм вызывает
п
Рис. 3.1. Рычажно-зубчатые
приборы:
а –
индикатор часового типа ИЧ; б
– измерительная головка типа 1ИГ; в
и г
- пример настройки индикатора на размер
и измерение размера изделия; д
и е –
рычажная скоба и схема измерения ею
размера вала;
ж –
индикаторная скоба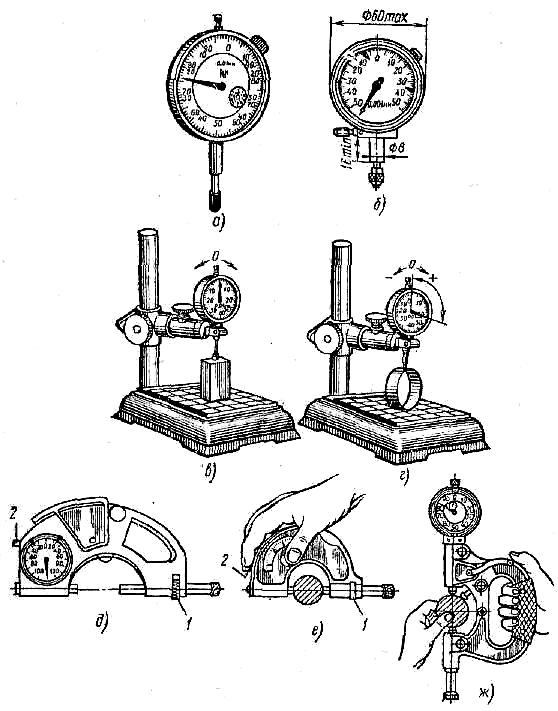
Измерения в пределах диапазона показаний индикатора или измерительной головки осуществляют абсолютным мето-дом, а во всех других случаях — методом сравнения с мерой. При этом измерительный прибор закрепляют в стойке. Концевая мера длины требуемого размера устанавливается на столик стойки (рис. 3.1, в). Перемещая прибор относительно концевой меры, индикатору сообщают натяг до 1 мм, а поворотом шкалы устанавливают нуль против указателя (большой стрелки). Подняв измерительный стержень, заме-няют концевую меру длины на контролируемое изделие (рис. 3.1, г); стержень опускают до соприкосновения с поверхно-стью изделия. Результат измерений отсчитывают по миллимет-ровой (малой) шкале за вычетом натяга 1 мм, созданного перед измерением, прибавляя значение отклонения большой стрелки от нулевого положения с учетом знака плюс или минус. Чтобы не допустить ошибки при измерении вала (исключить измерение хорды вместо диаметра), следует вал аккуратно перемещать по столику стойки для того, чтобы найти максимальное отклонение большой стрелки индикатора. Погрешность индикатора зависит от используемого диапазона показаний. Обычно на участке 0 – 1 мм погрешность находится в пределах 5 – 8 мкм; на участке 1-2 мм - 10 - 15 мкм; на участке до 3 мм - до 15 мкм; на участке до 5 - 10 мм погрешность находится в пределах 18 -22 мкм.
Аналогично измеряют размеры с помощью рычажно-зубчатых головок, имеющих не две, а одну стрелку.
Рычажной скобой называется измерительный прибор в виде скобы с встроенным отсчетным устройством (рис. 3.1, д и е), на которое воздействует левая подвижная пятка, соприкасающаяся с поверхностью изделия. Правая пятка в процессе измерения стопорится и является неподвижной. Рычажные скобы для измерения размеров св. 150 мм снабжены индикатором часового типа, поэтому их называют индикаторными (рис. 3.1, ж).
Для
настройки скобы на нулевое деление
предварительно составляют блок
концевых мер длины по номинальному
размеру контролируемого изделия.
Освобождают стопор 1
(см.
рис. 3.1, д
и
е)
переставной
пятки. Блок мер помещают между поверхностями
пяток, перемещая одновременно
переставную пятку, добиваясь установки
стрелки прибора на нулевое деление;
пятку стопорят. Нажатием на кнопку 2
арретира
удаляют блок мер и вводят контролируемое
изделие между измерительными поверхностями
скобы; арретир освобождают. Действительный
размер изделия определяют суммированием
размера настроечного блока концевых
мер длины и показания указателя по шкале
отсчетного устройства с учетом знака
плюс и
Рис. 3.2. Индикаторный нутромер
и измерение им диаметра отверстия
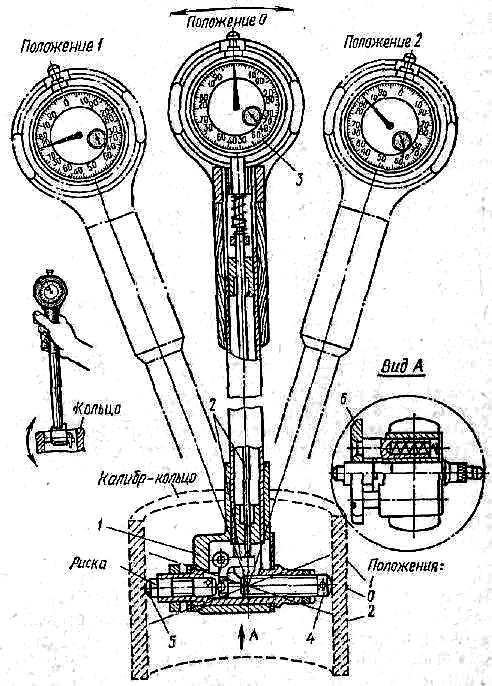
Индикаторные нутромеры предназначены для измерения внутренних размеров, например диаметра отверстия, методом сравнения с мерой. Конструктивно нутромер представляет собой Т-образный корпус 1 (рис. 3.2), внутри которого находится рычажная передача 2 с измерительным стержнем индикатора 3 часового типа или измерительной головки. В основании прибора установлено два стержня, соприкасаемых с измеряемым отверстием, один 4 из которых является сменным неподвижным, а второй 5 — подвижным. Стержень 5 воздей-ствует через систему рычагов на измерительный стержень индикатора 3. Для совмещения линии измерения с диаметром отверстия нутромер снабжен центрирующим мостиком 6.
На номинальный размер нутромер устанавливается с помощью калиброванного установочного кольца или собранного в струбцину блока концевых мер длины с боковиками. При максимальном отклонении стрелки индикатора (см. положение «0» на рис. 3.2), найденном в результате покачивания нутромера, нуль шкалы совмещают (при повороте шкалы) со стрелкой индикатора. Поджав центрирующий мостик, нутромер вводят в контролируемое отверстие изделия и при измерении размера повторяют операции, которые выполнялись при настройке прибора. Покачивая нутромер в вертикальной плоскости, фиксируют наибольшее отклонение стрелки индикатора. При этом отклонения принимают со знаком минус, если стрелка прибора перешла за нулевое деление, и со знаком плюс, если стрелка не дошла до нулевого деления (в этом случае действительный размер больше номинального или установочного размера). Диаметр отверстия равен алгебраической сумме номинального размера блока концевых мер длины и результата отсчета по шкале нутромера. На рис. 3.2 отклонение стрелки индикатора равно нулю; следователь-но, диаметр отверстия равен номинальному размеру блока мер длины. При установке в нулевое положение индикатору сообщается натяг 1 мм.
Пружинные измерительные головки не имеют зубчатых пар и передаточных рычагов, а поэтому характеризуются малой погрешностью.
3.2. Этапы выполнения лабораторной работы.
3.2.1. Ознакомиться с устройством и методикой измерений механическими приборами.
3.2.2. Определить числовые значения метрологических характеристик механических приборов.
3.2.3. Назначить количество предварительных измерений.
3.2.4. Провести измерения заданных размеров деталей механическими приборами.
3.2.5. Рассчитать необходимое количество измерений для достижения требуемой точности.
3.3. Содержание отчета по лабораторной работе
Указывается цель и задание, список используемого оборудования, инструментов и их назначение, а также метрологические характеристики механических приборов, представленные в виде табл. 3.1.
Таблица 3.1
Метрологические характеристики механических приборов
Название метрологических характеристик |
Индикатор часового типа, ИЧ 10 |
Индикатор-ный нутромер |
Пределы измерений, мм |
|
|
Цена деления основной шкалы, мм |
|
|
Точность измерения (отсчета) |
|
|
Выполняется эскиз измеряемой детали и схема рас-положения точек измерения. Приводятся результаты всех измерений (табл. 3.2), расчеты по определению оптимального числа измерений, оценка абсолютной и относительной погрешности измерения.
Таблица 3.2
Результаты измерений механическими приборами
Номер измерения |
х1 |
х2 |
х3 |
х 4 |
1 |
|
|
|
|
2 |
|
|
|
|
3 |
|
|
|
|
4 |
|
|
|
|
3.4. Вопросы для самоконтроля
3.4.1. Что относится к механическим средствам измерений, применяемым в машиностроении.
3.4.2. Перечислить механические измерительные приборы.
3.4.3. Для каких измерений применяется индикатор часового типа.
3.4.4. Для каких измерений применяется индикаторный нутромер.
3.4.5. По каким показателям дается заключение о годности детали.
3.4.8. Как выбирается оптимальное число измерений.
3.4.9. Какие метрологические характеристики рас-сматриваются у механических приборов.
ЛАБОРАТОРНАЯ РАБОТА № 4