

Определение точностных параметров деталей микрометрическими инструментами
Цель работы: ознакомление с конструкциями микроме-трических инструментов и приобретение навыков измерения этими инструментами.
Оборудование, приборы, инструменты: гладкий микро-метр, микрометрический глубиномер, микрометрический нутромер.
2.1. Общие положения
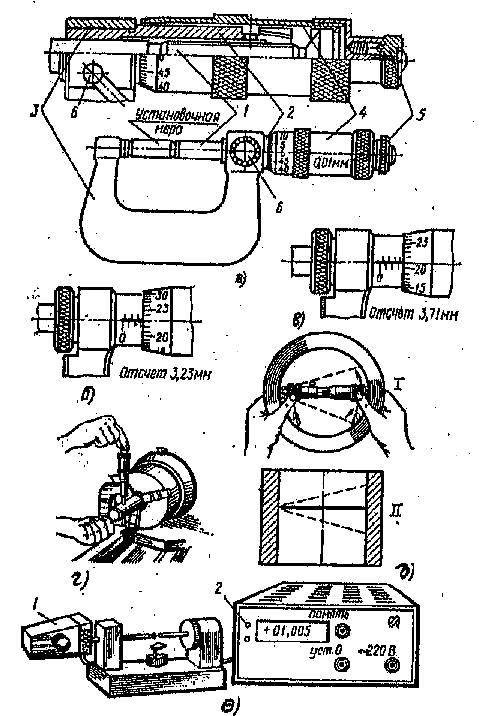
Микрометрические приборы, к которым относятся микрометры различных типов и назначений, микрометрические глубиномеры и микрометрические нутромеры, более точные, чем штангенприборы. Принцип действия этих приборов основан на преобразовании вращательного движения точного микрометрического винта 1 (рисунок а), установленного во внутреннюю резьбу стебля 2, запрессованного в скобу 3 микрометра, в поступательное перемещение микровинта вдоль оси вместе с барабаном 4 и механизмом трещетки 5. При шаге микровинта, равном 0,5 мм, поворот его на 360 ° вызывает перемещение вдоль оси на 0,5 мм. На наружной цилиндрической поверхности стебля имеется продольная отсчетная линия (для отсчета делений, нанесенных на торцовом скосе барабана), над и под которой нанесены миллиметровые шкалы, смещенные на 0,5 мм. На скосе барабана нанесено 50 делений. Поворот барабана с микровинтом на одно деление относительно отсчетной линии на стебле соответствует их перемещению в осевом направлении на 0,01 мм, равному цене деления прибора.
При отсчете показаний, (при застопоренном микровинте с помощью устройства 6) отсчитывают целое число миллиметров по нижней шкале стебля (например 3 мм согласно рисунок и) и прибавляют число сотых долей миллиметра, например 23-й штрих шкалы барабана, совпавший с отсчетной линией на стебле, что соответствует 0,23 мм Итоговый отсчет размера по шкале микрометра составит 3 + 0,23 = 3,23 мм. Если при отсчете показаний край барабана перешел за деление шкалы, нанесенной выше отсчетной линии, то к результату, отсчитанному по описанной выше методике, необходимо прибавить 0,5 мм. Например, итоговый отсчет (рисунок к) составляет 3,21 + 0,5 = 3,71 мм.
Перед измерением проверяют нулевую установку или нижний предел измерений. Если эта установка «сбита», то ее следует восстановить. Для установки нижнего предела измерений микрометров с пределами измерения свыше 25 мм предусмотрены установочные меры (см. рисунок а). Для приведения в соприкосновение измерительных поверхностей микрометра с измеряемым валом пользуются только механизмом трещетки 5 (рисунок г). Нормальная сила измере-ния обеспечивается при трех – пяти щелчках трещетки. Размеры детали измеряют при остановленном станке. Погрешность микрометра обычно нормируется рав-ной от 1 до 10 мкм в зависимости от диапазона измерений.
Микрометрический нутромер предназначен для измере-ния внутренних размеров и состоит из микрометрической головки, удлинителей и наконечника.
Для измерения диаметра отверстия (рисунок д) микрометрический нутромер вводят в контролируемое отверстие, прижимая его левую измерительную поверхность левой рукой, вращая барабан, вывинчивают микровинт до соприкосновения его с противолежащей поверхностью отверстия. Нутромер при этом необходимо слегка покачивать до ощущения легкого трения поверхности нутромера и изделия. Находят наибольшее показание нутромера в положении 1. Так как нутромер не имеет центрирующего мостика, то следует найти наименьший размер отверстия в плоскости осевого сечения в положении 11. Следует добиваться совпадения показаний нутромера в положениях 1 и 11. Только после этого определяют размер отверстия по шкалам микрометрической головки нутромера. Погрешность нутромера нормируется в зависимости от размера(от 0,006 мм для размеров 50 – 125 мм до 0,180 мм для размеров 4000 – 10000 мм). Погрешность измерения микрометрическими нутромерами при измерении размеров от 50 до 500 мм можно обеспечить не более 0,015 – 0,013 мм при настройке по установочной мере и 0,01 – 0,02 мм при аттестации собранного нутромера.
Настольный микрометр мод. 19005 с цифровым электронным отсчетом (рис. 2, е) предназначен для измерения размеров прецизионных деталей. Микрометр имеет растро-вый преобразователь 1 и электронный блок 2 с выходом для передачи информации в системы управления.
2.2. Этапы выполнения лабораторной работы
2.2.1. Ознакомиться с устройством и методикой измерений микрометрическим инструментом.
2.2.2. Определить числовые значения метрологических характеристик мерительного инструмента.
2.2.3. Назначить количество предварительных измерений.
2.2.4. Провести измерения заданных размеров деталей микрометрическим инструментом.
2.2.5. Рассчитать необходимое количество измерений для достижения требуемой точности.
2.3. Содержание отчета по лабораторной работе
Указывается цель и задание, список используемого оборудования, инструментов и их назначение, а также метрологические характеристики микрометрического инструмента, представленные в виде табл. 2.1.
Таблица 2.1
Метрологические характеристики инструментов
Название метрологических характеристик |
Микрометр |
Микрометричес-кий нутромер |
Пределы измерений, мм |
|
|
Цена деления основной шкалы, мм |
|
|
Модуль нониуса |
|
|
Точность измерения (отсчета) |
|
|
Микрометрические приборы:
а
– гладкий микрометр; б
и в
– отсчетные шкалы микрометрических
приборов; г
– пример измерения микрометром диаметра
вала; д
– пример измерения диаметра отверстия
нутромером; е
– настольный микрометр мод. 19005
.Выполняется эскиз измеряемой детали и схема располо-жения точек измерения. Приводятся результаты всех измере-ний (табл. 2.2), расчеты по определению оптимального числа измерений, оценка абсолютной и относительной погрешности измерения.
Таблица 2.2
Результаты измерений микрометрическим инструментом
Номер измерения |
х1 |
х2 |
х3 |
х 4 |
1 |
|
|
|
|
2 |
|
|
|
|
3 |
|
|
|
|
4 |
|
|
|
|
2.4. Вопросы для самоконтроля
2.4.1. Что относится к микрометрическим средствам измерений, применяемым в машиностроении.
2.4.2. Перечислить микрометрические измерительные инструменты.
2.4.3. Для каких измерений применяется микрометр.
2.4.4. Для каких измерений применяется микрометрический нутромер.
2.4.5. Для каких измерений применяется микрометрический глубиномер.
2.4.6. Чем определяется цена деления микрометрических инструментов.
2.4.7. По каким показателям дается заключение о годности детали.
2.4.8. Как выбирается оптимальное число измерений.
2.4.9. Какие метрологические характеристики рассматриваются у микрометрических инструментов.
ЛАБОРАТОРНАЯ РАБОТА № 3