

2. Обработка поверхностей на протяжных станках
2.1. Общие положения и указания
К САМОСТОЯТЕЛЬНОЙ РАБОТЕ СТУДЕНТОВ
Методические указания разработаны для четырех лабораторных работ, связанных с изучением металлорежущего инструмента, особенностями его практического применения.
Цель работ: закрепление теоретических знаний и приобретение практических навыков в подборе геометрических параметров режущих инструментов для заданных условий обработки и измерение этих параметров в реальных условиях. В работах предусмотрены элементы исследований, что значительно повышает познавательный эффект.
Все лабораторные работы рассчитаны на выполнение каждым студентом индивидуальных заданий, выдаваемых преподавателем.
Время выполнения одной работы - 4 часа
Не позднее, чем за две недели до проведения лабораторной работы, студент должен знать номер той работы, которую он должен выполнять на следующем занятии. За это время студент знакомится с описанием лабораторной работы, изучает теоретические вопросы, продумывает возможные варианты выполнения работы.
Отчет по лабораторным работам оформляется в отдельной тетради. Он проводится в виде защиты проекта. Студент защищает проект в присутствии всей подгруппы. Каждый присутствующий может задавать вопросы и высказывать свое мнение по поводу проекта.
В отчетах по лабораторным работам должны быть представлены:
1. Индивидуальное задание
2. Линейные и геометрические параметры инструмента, определенные применительно к данному индивидуальному заданию
3. Определение режимов резания
4. Линейно-геометрические параметры аналога режущего инструмента
5. Исследовательская часть
Примечание. Варианты задания выбираются по номеру паспорта: вариант соответствующий пункту 1 выбирается по последней цифре номера паспорта; вариант пункта 2 – по предпоследней цифре и т.д.
2.2. Теоретическая часть
ПРОТЯГИВАНИЕ
Протяжками обрабатывают сквозные отверстия любой формы, прямые или винтовые канавки, наружные поверхности разнообразной формы, зубчатые колеса наружного и внутреннего зацепления. Протяжка - многозубый инструмент; каждый последующий зуб протяжки выше предыдущего; движение резания прямолинейное и реже – круговое.
Несмотря на сравнительно низкие скорости резания (2-15 м/мин), применяемые при протягивании, производительность протягивания высокая, так как велика суммарная длина режущих кромок, работающих одновременно. Производительность при протягивании еще более повышается, если используются протяжные станки с непрерывным рабочим движением и автоматической загрузкой заготовок. Вследствие высокой производительности и точности обработки (3 - 2-й класс) протяжки получают все большее распространение в машиностроении; однако протяжки - дорогой инструмент, и их применение оправдывается в основном только при крупносерийном и массовом производстве.
Протяжки разделяют на внутренние (предназначенные для обработки отверстий) и наружные (для обработки незамкнутых поверхностей). Протяжки могут быть режущие и уплотняющие; последние не режут, а уплотняют тонкие слои металла. Уплотняющие - выглаживающие протяжки могут увеличивать отверстия на очень малую величину. На рис. 1 показаны основные типы внутренних протяжек.
Наружные протяжки подразделяются по типу обрабатываемых поверхностей на плоские, круглые и фасонные. Протяжки целесообразно изготовлять из быстрорежущих сталей. В отдельных случаях можно применять сталь ХВГ, которая мало деформируется при термической обработке, что важно при значительной длине протяжки. При оснащении протяжки твердым сплавом ВК8, ВК6М стойкость ее значительно повышается по сравнению со стойкостью протяжек из быстрорежущей стали, например, при обработке чугуна. Наружные и круглые протяжки диаметром свыше 80 мм часто изготовляют сборными.
Каждая внутренняя протяжка, например круглая (рис. 2.1,а), имеет хвостовик (для закрепления протяжки в патроне протяжного станка); шейку; переходный конус; направляющую часть (для направления протяжки в начале ее работы по предварительно обработанному отверстию); режущую часть, на которой расположены зубья, срезающие основной припуск; калибрующую часть, на которой расположены зубья, калибрующие отверстие и обеспечивающие необходимый класс шероховатости поверхности заднюю направляющую часть, служащую для удержания длинной протяжки от провисания и не допускающую перекоса заготовки в конце протягивания (в момент выхода последнего зуба).
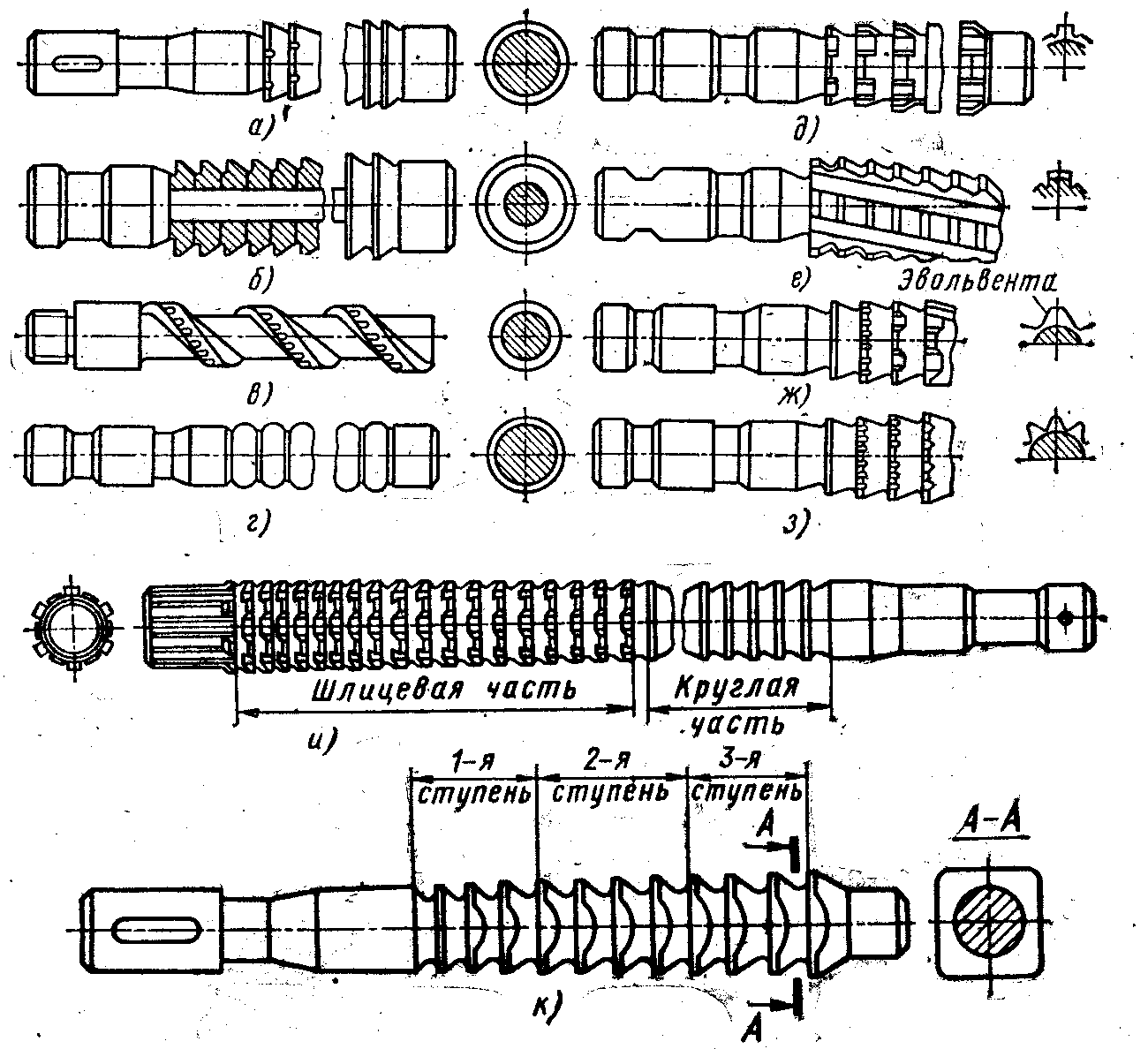
Рис. 2.1. Типы протяжек для отверстий:
а - круглая цельная; б - круглая сборная; в - винтовым зубом;
г - выглаживающая; д - прямошлицевая;
е - спирально-шлицевая; ж - эвольвентная;
з - остроугольно-шлицевая; и - комбинированная;
к - квадратная
Задний угол зубьев протяжки в сечении, совпадающем с направлением резания, выбирается независимо от материала заготовки; он должен обеспечивать хорошие условия резания, уменьшая трение задней поверхности об обработанную поверхность.
У калибрующих зубьев делается цилиндрическая ленточка шириной f = 0,05 - 0,2 мм. Значения заднего угла берутся в зависимости от вида операции (черновой или чистовой) и типа протяжек (табл. 1). Малое значение заднего угла протяжек для внутреннего протягивания объясняется тем, что при большем значении угла, а заточка протяжки по передней поверхности вызовет значительное изменение размеров зубьев (протяжек) в поперечном сечении. Вследствие этого же делается незначительным и задний угол на фаске у зубьев калибрующей части. Передний угол выбирается в зависимости от материала заготовки (табл. 2.1).
Таблица 2.1
Значения заднего угла
Тип протяжек |
Задний угол ° для зубьев |
Допуск на величину заднего угла в мин для зубьев |
|||
черновых |
чистовых |
калибрующих |
черновых |
чистовых и калибрующих |
|
Круглые и шлицевые Шпоночные Наружные: регулируемые нерегулируемые |
3 3
3 - 4 3 - 4 |
2 2
3 - 4 2 |
1 2
3 - 4 1 - 2 |
+30 +30
+30 +30 |
+15 +30
+30 +15 |
Значения переднего угла выбираются в зависимости от материала заготовки, т. е. от вида материала, его марки, твердости показатели твердости, представленные по шкале Бринеля (табл. 2.2).
Таблица 2.2
Значения переднего угла режущей и калибрующей
частей протяжки
Материал заготовки
|
Твердость НВ
|
Передний угол ° для зубьев |
|
черновых и |
чистовых и |
||
переходных |
калибрующих |
||
Сталь |
≤ 197
|
16 - 18
15 |
5 |
|
>229 |
10 |
|
Чугун: серый
ковкий Алюминий и его сплавы, красная медь, баббит Бронза, латунь |
≤ 180 > 180 - -
- |
10 5 10 20
5 |
-5 -5 5 20
-10 |