

3.9.3 Технология изготовления тяги
Назначение детали: тяга является важным элементом держателя трубных подвесок. А держатель служит в свою очередь креплением трубных подвесок к стропилам фермы.
Выбор материала: тягу нужно изготавливать из высококачественной легированной стали, так как на нее действуют изгибающие напряжения, поэтому применяем сталь 12ХНЗА ТУ 14-1-950-86. В строительстве данный вид стали применяется при сооружении объектов и металлоконструкций, где необходима повышенная стойкость к деформации, невозможности трещин, износостойкость и высокая твердость.
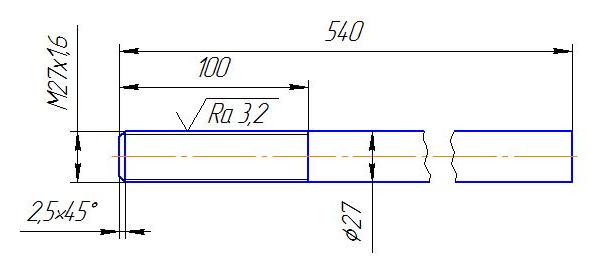
Рисунок 18 – Эскиз тяги
Тип производства – серийное.
Заготовкой
для изготовления тяги является пруток

Таблица 10 – Технологический маршрут обработки тяги
№ операции |
Наименование операции |
Содержание операции |
Оборудование |
005
|
Резка |
Отрезаем заготовку длиной 540 мм |
Абразивно-отрезной станок 8А231 |
010
|
Нарезание резьбы |
Снимаем
фаски и нарезаем резьбу М27 |
Токарно-винторезный станок 1М63Б |
 с одного конца на участке длиной 100
мм.
с одного конца на участке длиной 100
мм.
Станки модели 8А231 предназначены для разрезки дисковыми пилами черных металлов в заготовительных цехах машиностроительных предприятий.
Таблица 11 – Технические характеристики абразивно-отрезного станка модели 8А231
Наибольший диаметр заготовки, мм. |
Длина отрезаемой заготовки наибольшая, мм. |
Мощность, кВт |
max частота вращения шпинделя, об/м |
Вес, кг. |
35 |
1000 |
10 |
5100 |
2670 |
Станки модели 1М63Б предназначены для разнообразных получистовых и чистовых токарных работ в центрах или патроне, а также для нарезания метрической, модульной и питчевых резьб.
Таблица 12 – Технические характеристики токарно-винторезного станка модели 1М63Б
Наибольшая длина обрабатываемого изделия, мм |
2800 |
Диаметр прутка, проходящего в отверстии шпинделя, мм |
65 |
Высота резца, установленного в резцедержателе |
32 |
Наибольший диаметр обрабатываемого изделия над станиной, мм |
630 |
Наибольший диаметр обрабатываемого изделия над суппортом, мм |
350 |
Пределы шагов метрических резьб, мм |
1-224 |
Пределы шагов дюймовых резьб, ниток/дюйм |
28-0,25 |
Пределы шагов модульных резьб, модуль |
0,25-56 |
Пределы шагов питчевых резьб, питч диам. |
112-0,5 |
Мощность главного привода, кВт |
15 |
Вес, кг |
5600 |
3.9.4 Технология изготовления завихрителя
Назначение детали: служит для распыления жидкости, в данном случае жидкого топлива (мазута) в горелке.
Выбор материала: распылитель изготавливаем из стали 12ХНЗА ТУ 14-1-950-86, так как в нашем случае распылитель применяется в нефтяной промышленности и через него проходит жидкость, а значит, возможна коррозия. А сталь 12ХНЗА является конструкционной легированной высококачественной сталью, которая обладает высокими показателями прочности и износостойкости.
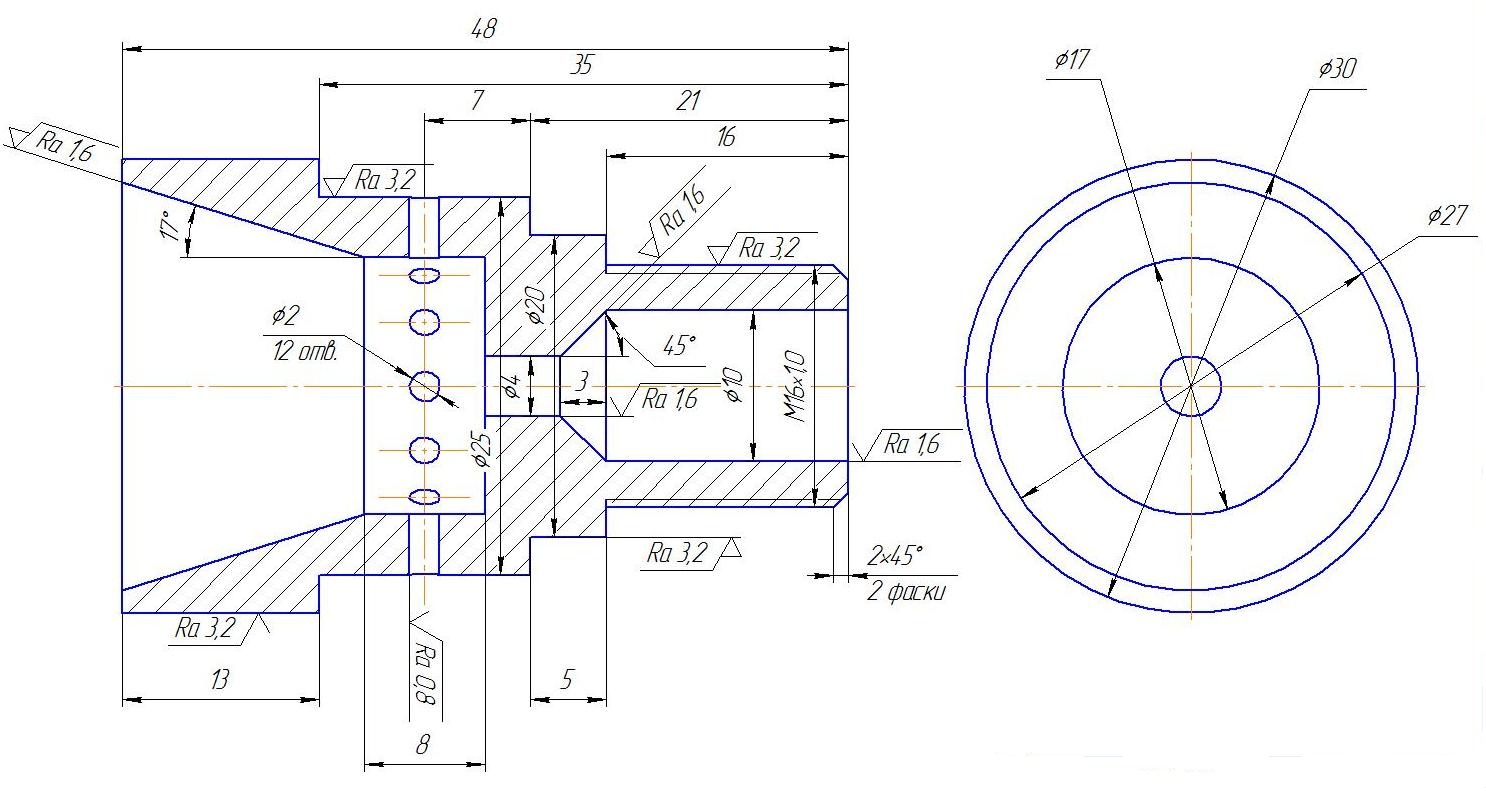
Рисунок 19 – Эскиз завихрителя
Тип производства – единичное.
Заготовкой
для изготовления завихрителя является
пруток

Таблица 13 – Технологический маршрут обработки завихрителя
№ операции |
Наименование операции |
Содержание операции |
Оборудование |
005
|
Резка |
Отрезать заготовку, выдерживая размер L=50 мм |
Станок абразивно-отрезной настольный 8А230
|
010
|
Токарная операция |
Проходной резец Т5К10 ГОСТ 20870-80.Точение производится за два установа. Точение с торцов. |
Токарно-винторезный станок 16К20 |
015 |
Сверление |
Сверлить 12 отверстий диаметром 2 мм |
Станок настольно-сверлильный ЗИМ427А |
020 |
Нарезание резьбы |
Нарезаем резьбу М16×1 с одного конца на участке длиной 16 мм. |
Токарно-винторезный станок 16К20 |
Станки модели 16К20 предназначены для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Детали устанавливаются в центрах или патроне.
Таблица 14 – Технические характеристики токарно-винторезного станка модели 16К20
Наибольший диаметр обрабатываемой заготовки, мм |
400 |
Диаметр прутка, проходящего в отверстии шпинделя, мм |
35 |
Высота резца, установленного в резцедержателе |
32 |
Наибольшая длина обрабатываемой заготовки, мм |
710,1000 |
Наибольший диаметр обрабатываемого изделия над станиной, мм |
400 |
Пределы шагов метрических резьб,мм |
0,5-112 |
Пределы шагов дюймовых резьб, ниток/дюйм |
0,5-112 |
Пределы шагов модульных резьб, модуль |
56-0,5 |
Пределы шагов питчевых резьб, питч диам. |
56-0,5 |
Мощность главного привода, кВт |
6 |
Вес, кг |
3035 |
Станки модели 8А230 предназначены для разрезки дисковыми пилами черных металлов в заготовительных цехах машиностроительных предприятий.
Таблица 15 – Технические характеристики абразивно-отрезного настольного станка модели 8А230
Наибольший диаметр заготовки, мм. |
Длина отрезаемой заготовки наибольшая, мм. |
Мощность, кВт |
Max частота вращения шпинделя, об/м |
Вес, кг. |
35 |
500 |
7,5 |
3050 |
1200 |
Станки модели ЗИМ427А предназначены для сверления отверстий в деталях малых размеров.
Таблица 16 – Технические характеристики станка настольно-сверлильного модели ЗИМ427А
Наибольший диаметр сверления, мм |
3 |
Наибольший ход шпинделя, мм |
40 |
Продолжение таблицы 16
Наибольшее расстояние от конца шпинделя до стола, мм |
125 |
Габаритные размеры рабочей поверхности стола, мм |
125х125 |
Пределы частоты вращения шпинделя, об/мин |
3100...18200 |
Величина перемещения сверлильной головки по колонне, мм |
65 |
Точность - биение шпинделя |
0,007 |
Вес, кг |
40 |
Оценка технологичности конструкции:
Завихритель в целом является технологичной деталью. Деталь простая по конструкции изготавливается на универсальных станках и может быть изготовлена в любой мастерской, где есть универсальное обрабатывающее оборудование. Для обрабатываемых поверхностей существует возможность свободного подвода и отвода инструмента.