

3.9 Технология изготовления деталей
3.9.1 Технология изготовления анкера
Назначение детали: армирование железобетона осуществляется преимущественно V-образными анкерами. Армирование – способ увеличения несущей способности конструкции материалом, имеющим повышенные прочностные свойства относительно основного материала изделия.
Выбор материала: в обычных железобетонных конструкциях, испытывающих изгибающие и растягивающие напряжения, в период эксплуатации могут возникнуть трещины. Поэтому в растянутые зоны железобетонных конструкций устанавливается предварительно напряженная арматура. Это с одной стороны повышает трещиностойкость конструкций, а с другой стороны способствует существенному сокращению расхода арматурной стали и повышению жесткости и долговечности конструкции. Такой арматурой могут являться анкеры из конструкционной рессорно-пружинной стали, такой как сталь 65 ГОСТ 14959-79. Анкеры требуют повышенные прочностные и упругие свойства, износостойкость, а также они работают при довольно больших статистических и вибрационных нагрузках, а сталь 65 как раз обладает этими свойствами.
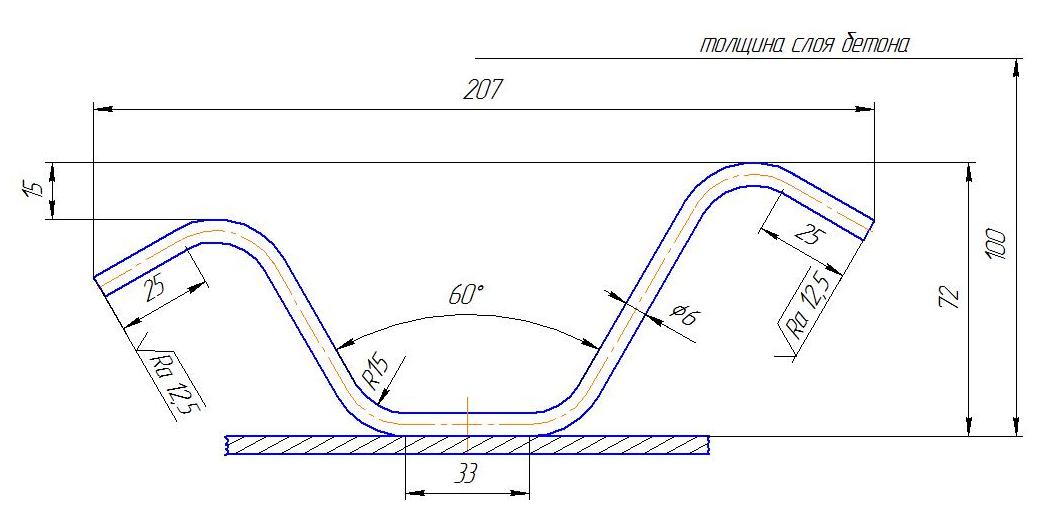
Рисунок 16 – Эскиз анкер
Анкеры изготовляют из различных марок сталей различных габаритов и технических исполнений, в зависимости от требуемой формы футеровки.
Так как изготовление данных деталей не является массовым, то операция резки может производиться различными способами, в том числе и вручную.
Заготовкой для анкера служит проволока толщиной 6 мм.
Таблица 5 – Технологический маршрут обработки анкера
№ операции |
Наименование операции |
Содержание операции |
Оборудование |
005
|
Резка |
Отрезаем проволоку длиной 272 мм |
Ручные ножницы |
010
|
Гибка |
Производится гибка и предание нужной формы |
Одноголовочный станок для гибки проволоки. Серия FD-312 |
Технические характеристики гибочного станка серии FD:
Отличительная особенность станков серии FD заключается в работе не с бунтом проволоки, а с прутками, нарезанными в размер. В результате этого конструкция станка значительно упрощается, позволяя сохранять хорошую повторяемость деталей и высокое качество гибки. Станок может быть доукомплектован накопительным магазином на несколько прутков, позволяя осуществлять автоматическую подачу прутков из накопительного магазина в рабочую зону станка.
Таблица 6 – Технические характеристики гибочного станка модели FD-312
Диапазон диаметров проволоки, мм. |
Точность гибки, град. |
Вес, кг. |
3 – 12 |
0,1 |
500 |
3.9.2 Технология изготовления калача
Назначение детали: калач предназначен для надежного и прочного соединения труб в змеевик, который соединяется с ними путем сварки.
Выбор
материала: марка стали, из которой
изготавливается калач, зависит от
области эксплуатации. В нашем случае
калач используется в нефтяной
промышленности и подвергается коррозии
и прогарам. Скорость коррозии, как и
всякой химической реакции, очень сильно
зависит от температуры. Повышение
температуры на 100°С может увеличить
скорость коррозии на несколько порядков.
А сталь 15Х5М ГОСТ 550-75 является жаропрочной
и низколегированной сталью, которая
устойчива к коррозии и окислению до
650 С.
С.
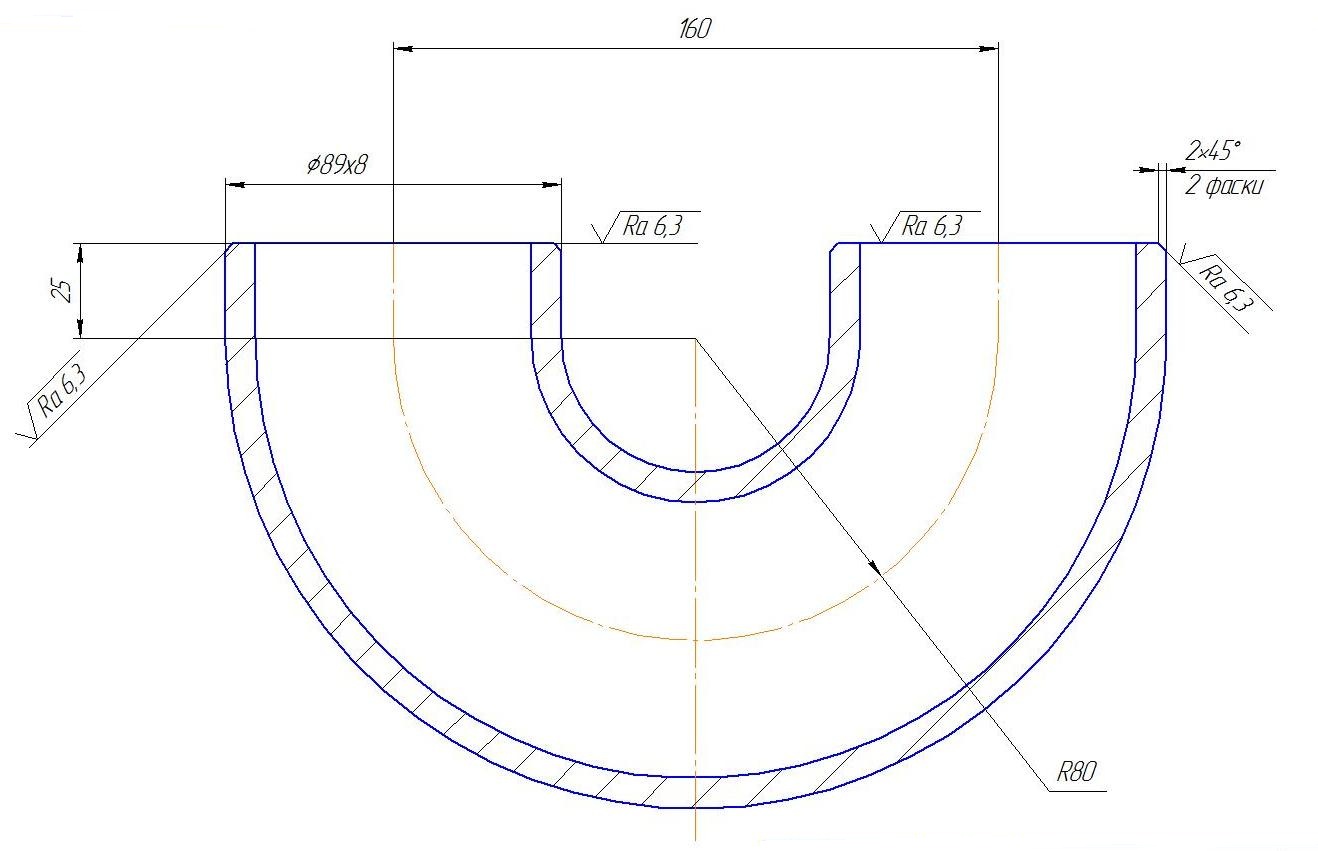
Рисунок 17 – Эскиз калача
Тип производства – серийное.
Заготовкой
для изготовления калача является труба
 89
мм толщиной стенки 8 мм.
89
мм толщиной стенки 8 мм.
Таблица 7 – Технологический маршрут обработки калача
№ операции |
Наименование операции |
Содержание операции |
Оборудование |
005
|
Резка |
Отрезаем трубу длиной 302 мм, обрабатываем торцы трубы под сварку |
Отрезной станок 8А631 |
010
|
Гибка |
Производится холодная гибка трубы и предание нужной формы |
Трубогибочный станок с дорном. Модель DB 40168 |
Станки модели 8А631 предназначены для разрезки дисковыми пилами черных металлов в заготовительных цехах машиностроительных предприятий.
Таблица 8 – Технические характеристики отрезного станка модели 8А631
Диаметр пилы, мм. |
Наибольший диаметр заготовки, мм. |
Длина отрезаемой заготовки наибольшая, мм. |
Мощность, кВт |
Вес, кг. |
350 |
110 |
360 |
3 |
1160 |
Технические характеристики трубогибочного станка с дорном:
Для изготовления калача используем трубогибочный станок с дорном для гибки. Технология холодной гибки труб с дорном (дорн – стержень с гибким наконечником, на который одевается труба перед началом гибки) позволяет получать изделия с малым радиусом изгиба (стандартно – от 1,5 диаметра трубы по ее средней линии, для специальных задач – от 1 диаметра, с контролем утоньшения внешней стенки изгиба). Позволяет гнуть трубы с толщиной стенки от 1,5 мм до 20 мм, максимальный диаметр труб 273 мм, длина – 6000 мм. Дорн является изнашиваемым элементом трубогибочной оснастки, и его ресурс приблизительно равен 10 000 - 50 000 гибов. Станок имеет привод перемещения трубы и ее поворот. Управление осуществляется с помощью цифрового дисплея. Станок комплектуется ЧПУ. Станок имеет гидравлическую систему.
Таблица 9 – Технические характеристики трубогибочного станка с дорном модель DB 40168
Максимальный радиус изгиба, мм. |
Максимальный угол изгиба, град. |
Мощность насоса, кВт |
600 |
180 |
22,5 |
Оценка технологичности конструкции:
Калач в целом является технологичной деталью. Геометрическая форма и размеры детали обеспечивают ее жесткость, достаточную для сопротивления силам закрепления и резания. Для обрабатываемых поверхностей существует возможность свободного подвода и отвода инструмента.