

Гарантии изготовителя
Изготовитель должен гарантировать соответствие плит требованиям [8] при соблюдении условий их эксплуатации, транспортирования и хранения, установленных стандартом.
Гарантийный срок хранения плит − один год со дня изготовления.
Статистические методы контроля качества продукции
Различаются две области применения статистических методов в производстве (рис. 3.1):
при регулировании хода технологического процесса с целью удержания его в заданных рамках (левая часть схемы);
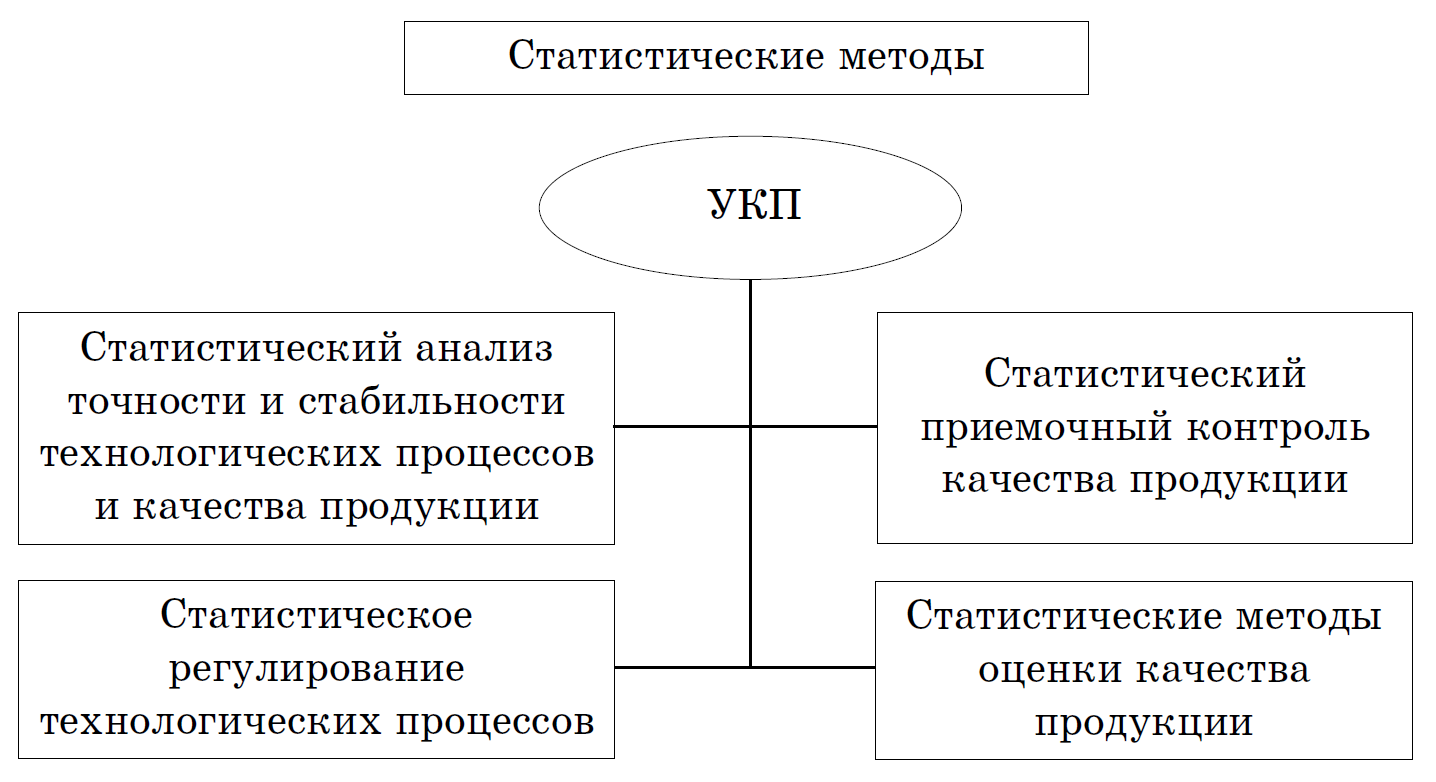 при
приемке изготовленной продукции (правая
часть схемы).
при
приемке изготовленной продукции (правая
часть схемы).
Рисунок 3.1 − Статистические методы
Для контроля технологических процессов решаются задачи статистического анализа точности и стабильности технологических процессов и их статистического регулирования.
При этом за эталон принимаются допуски на контролируемые параметры, заданные в технологической документации, и задача заключается в жестком удержании этих параметров в установленных пределах.
Прежде чем браться за применение статистических методов в производственном процессе, необходимо четко представлять цель применения этих методов и выгоду производства от их применения. Очень редко данные используются для заключения о качестве в том виде, в каком они были получены. Обычно для анализа данных используются семь, так называемых, статистических методов или инструментов контроля качества: расслаивание данных; графики; диаграмма Парето; причинно-следственная диаграмма Исикавы или «рыбий скелет»; контрольный листок и гистограмма; диаграмма разброса; контрольные карты.
Контрольный листок – инструмент для сбора данных и их автоматического упорядочения для облегчения дальнейшего использования собранной информации.
Стратификация (расслоение) – инструмент, позволяющий произвести селекцию данных в соответствии с различными факторами.
Диаграмма разброса – инструмент, позволяющий определить вид и тесноту связи двух рассматриваемых параметров процесса.
Гистограмма – инструмент, позволяющий зрительно оценить распределение статистических данных, сгруппированных по частоте попадания данных в определенный (заранее заданный) интервал.
Анализ Парето – это инструмент, позволяющий: объективно представить и выявить основные факторы, влияющие на исследуемую проблему и распределить усилия для ее решения.
Анализ Парето применяется как для выявления проблем или острых вопросов, так и для анализа причин, вызывающих эти проблемы. Поэтому различают два вида диаграмм Парето:
по результатам деятельности;
по причинам.
При использовании диаграммы Парето наиболее распространенным методом анализа является так называемый АВС-анализ. Здесь составляющие, по которым производится анализ, объединяются в три группы А, В и С:
на группу – А приходится 70…80 % всех дефектов или затрат, если проводится стоимостный анализ;
на группу – С 5…10 %;
промежуточная группа – В характеризуется 10…25 % затрат, которые связанны с ошибками и дефектами в работе.
После проведения выработанных на основе анализа данных мероприятий обычно проводится повторный анализ с целью оценки эффективности принятых мер. При этом повторяется вся процедура построения диаграммы Парето, и новые результаты сравниваются с данными, полученными ранее.
П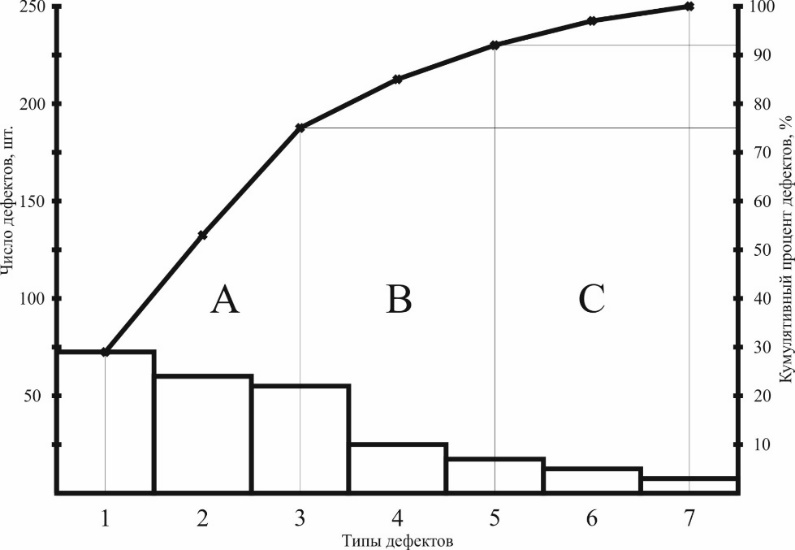 ример
построения диаграммы Парето с учетом
АВС-анализа
представлен на рисунке 3.2.
ример
построения диаграммы Парето с учетом
АВС-анализа
представлен на рисунке 3.2.
Рисунок 3.2 − диаграмма Парето
Причинно-следственная диаграмма Исикавы − инструмент, который позволяет выявить наиболее существенные факторы (причины), влияющие на конечный результат (следствие). Причинно-следственную диаграмму иначе называют диаграммой «рыбий скелет» (рис. 3.3).
Н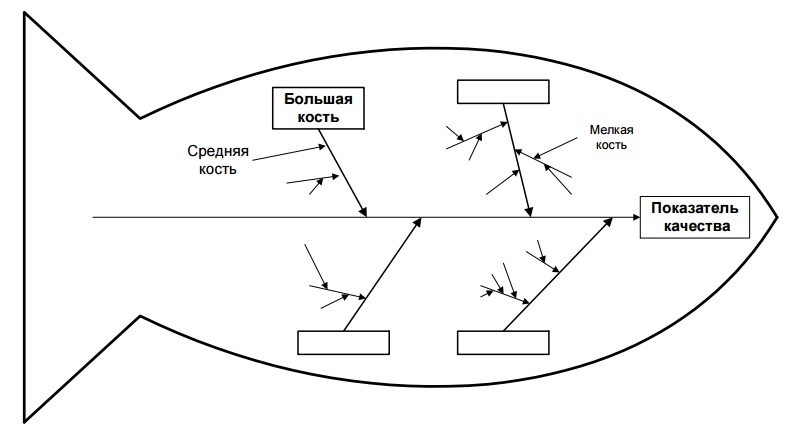 аиболее
эффективным считается групповой метод
анализа причин, называемый «мозговым
штурмом».
аиболее
эффективным считается групповой метод
анализа причин, называемый «мозговым
штурмом».
Рисунок 3.3 − Рыбий скелет Исикавы
П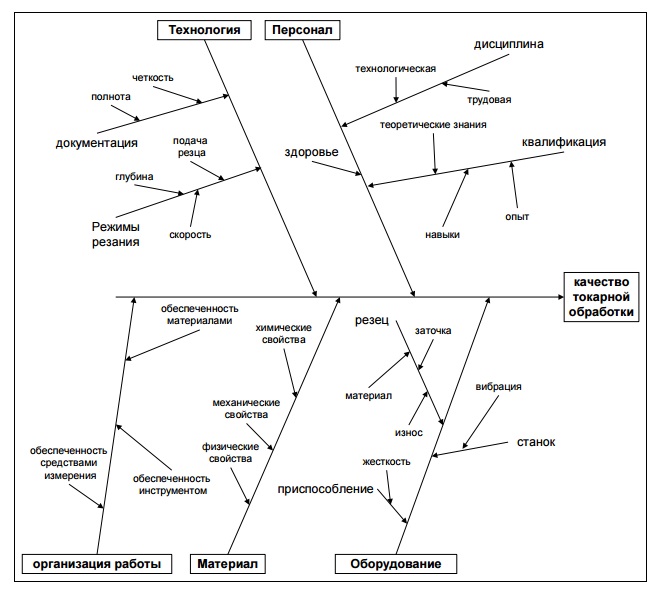 ример
причинно-следственной диаграммы показан
на рисунке 3.4.
ример
причинно-следственной диаграммы показан
на рисунке 3.4.
Рисунок 3.4 − Причинно-следственная диаграмма
Контрольные карты Шухарта − инструмент, позволяющий отслеживать ход протекания процесса и воздействовать на него (с помощью соответствующей обратной связи), предупреждая его отклонения от предъявляемых к процессу требований.
Существует два типа контрольных карт: один предназначен для контроля параметров качества, представляющих собой непрерывные случайные величины, значения которых являются количественными данными параметра качества (значения размеров, масса, электрические и механические параметры и т.п.), а второй − для контроля параметров качества, представляющих собой дискретные (альтернативные) случайные величины и значения, которые являются качественными данными (годен − не годен, соответствует − не соответствует, дефектное − бездефектное изделие и т.п.).
В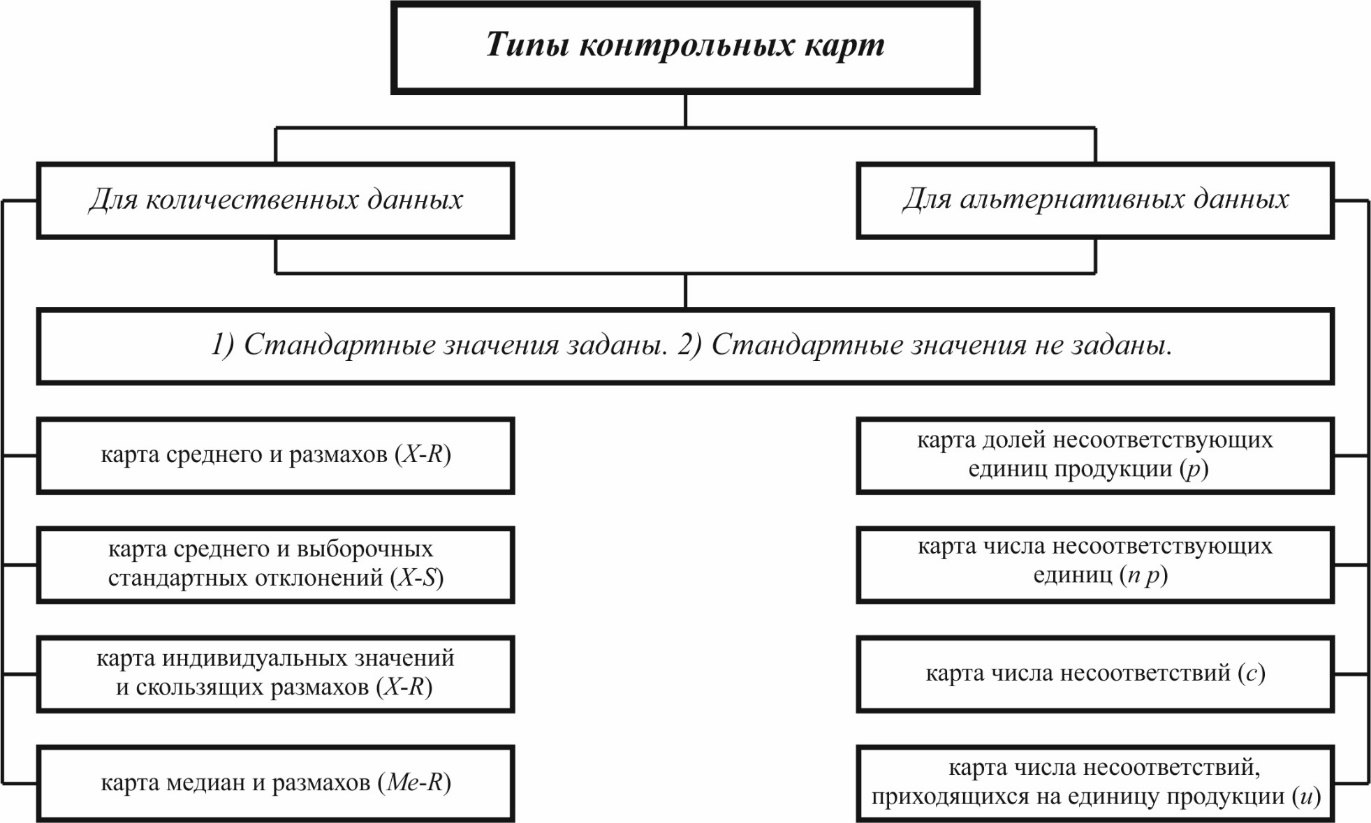 зависимости от вида данных и методов
их статистической обработки выделяют
различные типы контрольных карт, основные
из которых представлены на рис. 3.5.
зависимости от вида данных и методов
их статистической обработки выделяют
различные типы контрольных карт, основные
из которых представлены на рис. 3.5.
Рисунок 3.5 − Типы контрольных карт
Карты Шухарта широко применяются в Европе и Японии. Как правило, при анализе процессов метод контрольных карт используется совместно с гистограммами и расслоением данных.