

5. Выводы
В ходе выполнения курсовой работы были получены навыки решения практических задач при УЗК металлопродукции, составления технологических карт контроля. Разработана технология контроля сварных швов.
Список использованной литературы
ГОСТ Р 55724-2013 с 5-6;
ГОСТ Р 55724-2013 с. 14;
ГОСТ 8713-79;
Кретов Е.Ф. Ультразвуковая дефектоскопия в энергомашиностроении с. 204;
Кретов Е.Ф. Ультразвуковая дефектоскопия в энергомашиностроении с. 206;
ГОСТ 14782-86 с.2;
ГОСТ Р 55724-2013
ТЕХНОЛОГИЧЕСКАЯ КАРТА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
|
||||||||||||||||||
Характеристика сварного шва № |
||||||||||||||||||
Тип |
Материал |
Толщина листов δ,мм |
Ширина катетов, мм |
Требования к качеству |
||||||||||||||
Тавровое Т7 |
Ст20 |
16 24 |
10 |
РД РОСЭК 001-96 (Табл 2) |
||||||||||||||
Аппаратура |
||||||||||||||||||
Дефектоскоп |
Преобразователи |
Стандартные образцы (меры) |
||||||||||||||||
УД2-70 |
П121-2,5-65° П121-2,5-50° |
СО-2 СО-3 |
||||||||||||||||
Параметры контроля |
Параметры сканирования |
Параметры селектирования |
||||||||||||||||
f, МГц |
2a, мм |
α град |
Ку, дБ |
М |
m |
Sпп/Sпо, дБ |
Схема сканирования |
∆ мм |
L1 мм |
L2 мм |
Начало строба мм |
Конец строба мм |
||||||
2,5 |
12 |
65 |
4
-8 |
3
8 |
0
1 |
6 |
l-t |
33
13 |
10
40 |
52
77 |
11
27 |
36
45 |
||||||
50 |
||||||||||||||||||
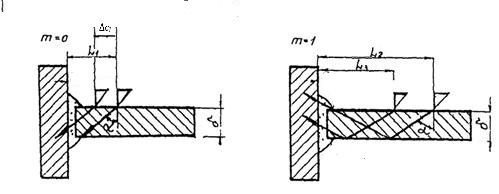
СХЕМЫ ПРОЗВУЧИВАНИЯ |
||||||||||||||||||
|
||||||||||||||||||
Критерии браковки
1. (усиление Nдmax
эхо-сигнала от дефекта меньше усиления
опорного сигнала на уровне оценки N0,
т.е.
сигнал от
дефекта больше опорного при уровне
оценки).
(усиление Nдmax
эхо-сигнала от дефекта меньше усиления
опорного сигнала на уровне оценки N0,
т.е.
сигнал от
дефекта больше опорного при уровне
оценки).
2.
 ,
но дефект обнаруживается преобразователем
в положении, при котором плоскость
падения волны составляет с продольной
осью шва угол 10°...40° (усиление Nд
max
эхо-сигнала от дефекта больше усиления
опорного сигнала на уровне оценки N0,
но меньше на уровне поиска (N0+6дБ),
т.е. сигнал
от дефекта больше опорного при уровне
поиска, но меньше при уровне оценки).
,
но дефект обнаруживается преобразователем
в положении, при котором плоскость
падения волны составляет с продольной
осью шва угол 10°...40° (усиление Nд
max
эхо-сигнала от дефекта больше усиления
опорного сигнала на уровне оценки N0,
но меньше на уровне поиска (N0+6дБ),
т.е. сигнал
от дефекта больше опорного при уровне
поиска, но меньше при уровне оценки).
3.
,
но
 (условная протяженность Lд,
измеренная относительным способом,
превышает значение L0,
установленное в инструкции по контролю
с учетом толщины сваренных листов).
(условная протяженность Lд,
измеренная относительным способом,
превышает значение L0,
установленное в инструкции по контролю
с учетом толщины сваренных листов).
Согл. норм. док: Условная протяженность дефекта, мм : Компактного – 20, Протяженного- 40, Суммарная на 1 м шва- 220 . Для швов категории 1.
4.
,
но
 ,
но
,
но
 (расстояние
lд
между ближайшими дефектами меньше
нормативного l0
- 45 мм, 15 мм и 10 мм для швов I, II и III категорий
соответственно). Для швов категории 1:
(расстояние
lд
между ближайшими дефектами меньше
нормативного l0
- 45 мм, 15 мм и 10 мм для швов I, II и III категорий
соответственно). Для швов категории 1:

5.
,
но
,
но
 ,
но
,
но
 (число дефектов kд
на участке шва
Компактных
– 5, Протяженных - 3). Для швов категории
1.
Примечания.
(число дефектов kд
на участке шва
Компактных
– 5, Протяженных - 3). Для швов категории
1.
Примечания.
1. Компактный дефект -отдельный дефект, протяженность которого не превышает указанную.
2. Протяженный дефект - отдельный дефект, условная протяженность которого превышает значение, указанное для компактного дефекта для определенных толщины и категории сварного соединения.
3. Дефекты на поисковом уровне чувствительности в начале и конце шва на длине 20 мм не допускаются.
4. Предельно допустимые значения измеряемых характеристик и числа дефектов для сварных соединений ГПМ, для которых не предусмотрено разделение требований к качеству по категориям, равны соответствующим значениям для сварных соед. 1 кат.