

3.5 Способы и средства эталонирования основных параметров контроля
Для эталонирования и настойки проборов при контроле стали будем использовать стандартные образцы СО-2 и СО-3.
|
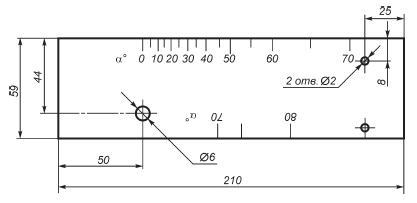
Рисунок 4 - Эскиз меры СО-2
|
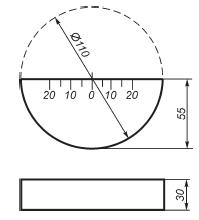
Рисунок 5 - Эскиз меры СО-3
3.6 Измеряемые характеристики дефектов и способы их определения
Основные измеряемы характеристики представлены в таблице 3.
Таблица 3 Основные измеряемы характеристики дефектов
Координата дефекта |
Глубина залегания дефекта, Y, мм; Расстояние до дефекта по поверхности ввода, X, мм; Расстояние до дефекта по лучу, R, мм. |
Амплитудные характеристики |
Амплитуда, N, мм. |
Условные размеры |
Условная граница дефекта Условная ширина, ΔX, мм; Условная протяженность, ΔL, мм; Условная высота, ΔH, мм. |
4. Технология ультразвукового контроля
Средства контроля, включая приспособления, устройства регистрации контроля размещают непосредственно вблизи или на ОК. Дефектоскоп настраивают в соответствии с прилагаемым к нему руководством по эксплуатации
После включения дефектоскопа и проверки общей работоспособности производится настройка и проверка основных параметров в соответствии с применяемой технологической картой и прилагаемым к УД2-70 инструкции по эксплуатации.
Подготовку и контроль сварного соединения производят в следующей последовательности:
зачистка поверхности;
настройка параметров системы временной селекции (начало и длительность развертки, начало и длительность строб-импульсов);
настройка чувствительности при помощи настроечного образца;
сканирование;
анализ осциллограмм появляющихся сигналов;
измерение характеристик дефектов;
оценка качества соединения на основе анализа измеренных характеристик;
оформление результатов контроля.
Этап сканирования при ручном контроле проводят по схемам поперечно-продольного перемещения ПЭП. В процессе сканирования ПЭП должен быть ориентирован перпендикулярно сварному шву и с поворотом относительно продольной оси шва на угол 10…15 º.
При сканировании по размеченным участкам и использовании поперечно-продольной схемы перекрытие участков должно быть не менее шага сканирования.
Оценка качества по результатам УЗК
Качество сварных швов оценивают в соответствии с требованиями, приведенными в ТУ на изделие, конструкторской и другой НТД, утвержденной в установленном порядке.
Основными измеряемыми характеристиками дефектов являются:
координаты дефекта Нд, Lд, rд дефекта;
условная протяженность ΔLд дефекта;
условное расстояние Δlд между дефектами;
число дефектов n на участке заданной длины.
Коэффициент выявляемости измеряется в дБ относительно опорного значения сигнала от модели дефекта или относительно порога, задаваемого в дефектоскопе.
Условную протяженность, условное расстояние между соседними дефектами, число дефектов на участке заданной длины измеряют для дефектов с амплитудой эхо-сигналов, находящейся между уровнями чувствительностями поиска и браковки.
Условная протяженность ΔLд измеряется абсолютным способом на уровне, связанном с уровнем чувствительности Nо.
Сварной шов считают негодным при условии, что измеренное значение хотя бы одной характеристики выделенного дефекта больше браковочного значения этой характеристики.
Браковочные значения характеристик выдаются в ТИ (техническая инструкция) на УЗК сварного шва.
Результаты контроля должны быть зафиксированы в журнале и (или) заключении (карте контроля). Пример карты контроля в Приложении А.