

Федеральное государственное бюджетное образовательное учреждение
высшего образования
«Петербургский государственный университет путей сообщения
Императора Александра I»
Кафедра «Методы и приборы неразрушающего контроля»
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовому проекту
«Разработка технологии ультразвукового
контроля металлопродукции»
Выполнил:
студент группы
Проверил:
Паврос К.С.
Санкт-Петербург
2021
Содержание
Кафедра «Методы и приборы неразрушающего контроля» 1
«Разработка технологии ультразвукового 1
контроля металлопродукции» 1
Санкт-Петербург 1
3.2 Расчет электроакустического тракта с численным значением соотношения амплитуд донного и зондирующего импульсов 6
3.3 Расчет параметров сканирования 6
3.5 Способы и средства эталонирования основных параметров контроля 11
3.6 Измеряемые характеристики дефектов и способы их определения 11
4. Технология ультразвукового контроля 12
Курсовой проект состоит из технологической инструкции ТИ-013-2020 и технологической карты ультразвукового контроля.
В данной курсовой работе рассматривается тавровое соединение листов из
стали.
Дефекты, встречающиеся в объекте контроля (ОК):
непровары – отсутствие сплавления между основным и наплавленным металлом в корне шва или по кромке, а также между отдельными слоями-проходами при многопроходной сварке;
поры – пузыри (обычно сферической формы) различной величины, заполненные газами (водород, окись углерода), образующиеся из-за присутствия газов, поглощаемых жидким металлом в процессе сварки;
продольные трещины - в изломе имеют темный цвет, сильно окисленные или светлые с цветами побежалости. Причины образования: неправильно выбранная марка присадочного материала; неудовлетворительное качество присадочной проволоки, обмазки или флюса; неправильные режимы и техника сварки; высокие внутренние напряжения в швах; наличие в швах пористости или шлаковых включений.
Подобные дефекты обусловлены тем, что кислород и углерод в больших количествах, будучи поверхностно-активными элементами, способны стать причиной возникновения эвтектик легкоплавкого типа. А при продолжительной работе конструкций в области сварного шва нередко появляются интерметаллиды и карбиды (мелкодисперсные), которые делают соединение хрупким.
Дополнительные технические требования:
объект контроля тавровое соединение полным проваром корня шва;
контролируемый металл сталь низколегированная;
толщина объекта 16 и 24 мм;
размер катетов 10 мм
длина шва 1,5 м;
для поиска дефектов применяется способ продольно-поперечного перемещения ПЭП.
2. Состояние с неразрушающим контролем объекта
В соответствии с изучаемой литературой данный ОК может контролироваться следующими методами:
Внешний осмотр (Визуальный метод контроля);
Радиационная дефектоскопия;
Ультразвуковая дефектоскопия;
Капиллярная дефектоскопия;
Контроль сварных швов на проницаемость.
В данной курсовой работе для нашего сварного шва выберем ультразвуковой контроль (УЗК).
3. Разработка методики узк
3.1 Обоснование выбора методов уз контроля, схем прозвучивания и значений основных параметров.
Применение УЗ контроля целесообразно потому, что он наиболее нагляден, информативен и дает информацию не только о поверхностных, но и внутренних дефектах. Конкуренцию ему может составить радиографический метод, но для таких малых толщин изделий его применение нецелесообразно.
При выборе схемы прозвучивания сварных соединений в первую очередь исходят из возможности полноты прозвучивания поперечного сечения сварного соединения осью УЗ пучка и вероятности выявления наиболее опасных плоскостных дефектов (трещин, непроваров, несплавлений). Кроме того, обычно ставят условие контроля сварного шва прямым лучом. Помимо наплавленного металла и зоны сплавления УЗК подвергают также околошовную зону.
Тавровые сварные соединения толщиной от 20 до 60 мм контролируют либо с двух поверхностей прямым лучом, либо с одной - прямым и однократно отраженным лучом. Для повышения эффективности выявления дефектов в приповерхностной зоне может быть дополнительно введен контроль однократно или двукратно отраженным лучами. Прямой луч вводят под углом 65°-70°, а однократно отраженный - под углом 45°- 50°. Схемы прозвучивания взяты из ГОСТ 14782-86
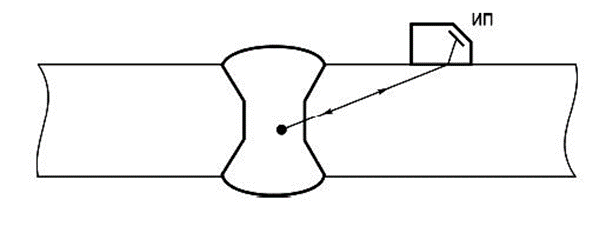
Рисунок 1 – Схема эхо-импульсного метода
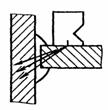
а) прямой луч
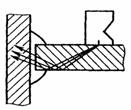
б) однократно отраженный луч
Рисунок 2 Схема прозвучивания
3.2 Расчет электроакустического тракта с численным значением соотношения амплитуд донного и зондирующего импульсов
В задании к данному курсовому проекту указано, что при контроле сварного шва должны выявляться непровары, продольные трещины и включения диаметром 2 – 3 мм. Расчет электроакустического тракта будет заключаться в нахождении площади плоскодонного отражателя при пересчете из сферы в плоскодонное отверстие. Для этого используем уравнения 1 и 2 акустического тракта для сферы и плоскодонного отверстия соответственно.
|
(1) |
|
(2) |


соотношение
амплитуд донного и зондирующего
импульсов;
соотношение
амплитуд донного и зондирующего
импульсов;

коэффициент
прохождения через границу раздела;
коэффициент
прохождения через границу раздела;
 площадь
пьезопластины;
площадь
пьезопластины;
 площадь
отражателя;
площадь
отражателя;
 длина
волны;
длина
волны;

ближняя
зона наклонного преобразователя;
ближняя
зона наклонного преобразователя;
 радиус
сферы;
радиус
сферы;
и углы ввода и призмы соответственно.
После математических преобразований получаем формулу площади плоскодонного отражателя (3).
|
(3) |

Перед расчетом площади, рассчитаем длину волны. Для выбранной частоты (2,5 МГц) и материала (сталь), она составит:

Тогда искомая площадь плоскодонного отражателя:
3.3 Расчет параметров сканирования
В расчет параметров сканирования входит: расчет углов ввода при прямом и однократно отражённом пучке и расчет зоны перемещения ПЭП с указанием шага и скорости сканирования.
Расчет
зоны перемещения состоит в определении
предела перемещения
 .
.
Для определения пределом перемещения при прямом прозвучивании используются следующие формулы (4) и (5).
|
(4) |
|
(5) |
 =
10 мм
=
10 мм =
52 мм
=
52 ммДля определения пределов перемещения при однократно отражённом прозвучивании используются формулы (6) и (7).
|
(6) |
|
(7) |
 =
40 мм
=
40 мм 77
мм
77
ммГде:
ЗТВ зона термического влияния (для автоматической сварки и толщины ОК более 20 мм величина ЗТВ составляет 20 мм).
Z
рассчитана так:
 =
11,5
=
11,5
Шаг
сканирование определяется
по -
∆ = Y(n+r`sinα)
= Y(n+r`sinα)
В соответствии с [6] максимально допустимая скорость сканирования, обеспечивающая стабильный акустический контакт и позволяющая своевременно отреагировать на индикацию прибора, не превышает 100-150 мм/с.
Параметры сканирования таврового соединения стальных листов толщиной 24 и 16 мм преобразователем с n = 10 мм представлены в таблице 1.
Таблица 1 Параметры сканирования
Луч |
, |
, мм |
V, мм/с |
L1, мм |
L2, мм |
Прямой |
65
|
33 |
100 |
10 |
52 |
Однократно отраженный |
50 |
13 |
40 |
77 |
Для расчета длительности развертки, сначала необходимо рассчитать максимальный путь, пройденный ультразвуком в материале объекта контроля, а после пересчитать его в время прихода сигнала.
При контроле прямым лучом путь составит:

Тогда, длительность развертки составит:

При контроле однократно отраженным лучом путь составит:

Тогда, длительность развертки составит:

Начало зоны временной селекции в мм (Tнач):
Ширина (длительность) строба в мм (Тстроб):

Для определения углов призмы используем формулу (закон) Снеллиуса

Где
 скорость распространения волны в призме
= 2,7 мм/мкс
скорость распространения волны в призме
= 2,7 мм/мкс
При α = 65°
 =
0,75, то
=
0,75, то
 = 50°
= 50°
При α = 50°
= 0,64, то = 40°