

Параметричний аналіз
Параметричний аналіз – це умовні властивості вихідних параметрів і характеристик проектованого об’єкта при відомих структурі об’єкту і числових значеннях параметрів його елементів.
Параметричний аналіз узагальнює результати структурного, функціонального та інформаційного аналізу і виконується з метою оцінки ефективності системи управління на основі визначення кількісних значень її показників.
Об’єкт автоматизації характеризується достатньо повно з допомогою параметричної схеми, на якій зображають регульовані та регулюючі параметри, контрольовані та не контрольовані збурюючі впливи. Щоб знайти шляхи покращення якості функціонування вибраного технологічного процесу, необхідно в першу чергу виявити регулюючі величини та збурюючі впливи.
Регулюючі U і збурюючі Z. До перших належать вхідні величини, які можна легко змінити і які безпосередньо впливають на керований параметр, до других – незалежні або такі параметри, які неможливо або недоцільно вимірювати, хоча вони також впливають на вихідні параметри.
Параметричний аналіз процесу наклеювання ручки представлено на рисунку 1.2 та описано в таблиці 1.
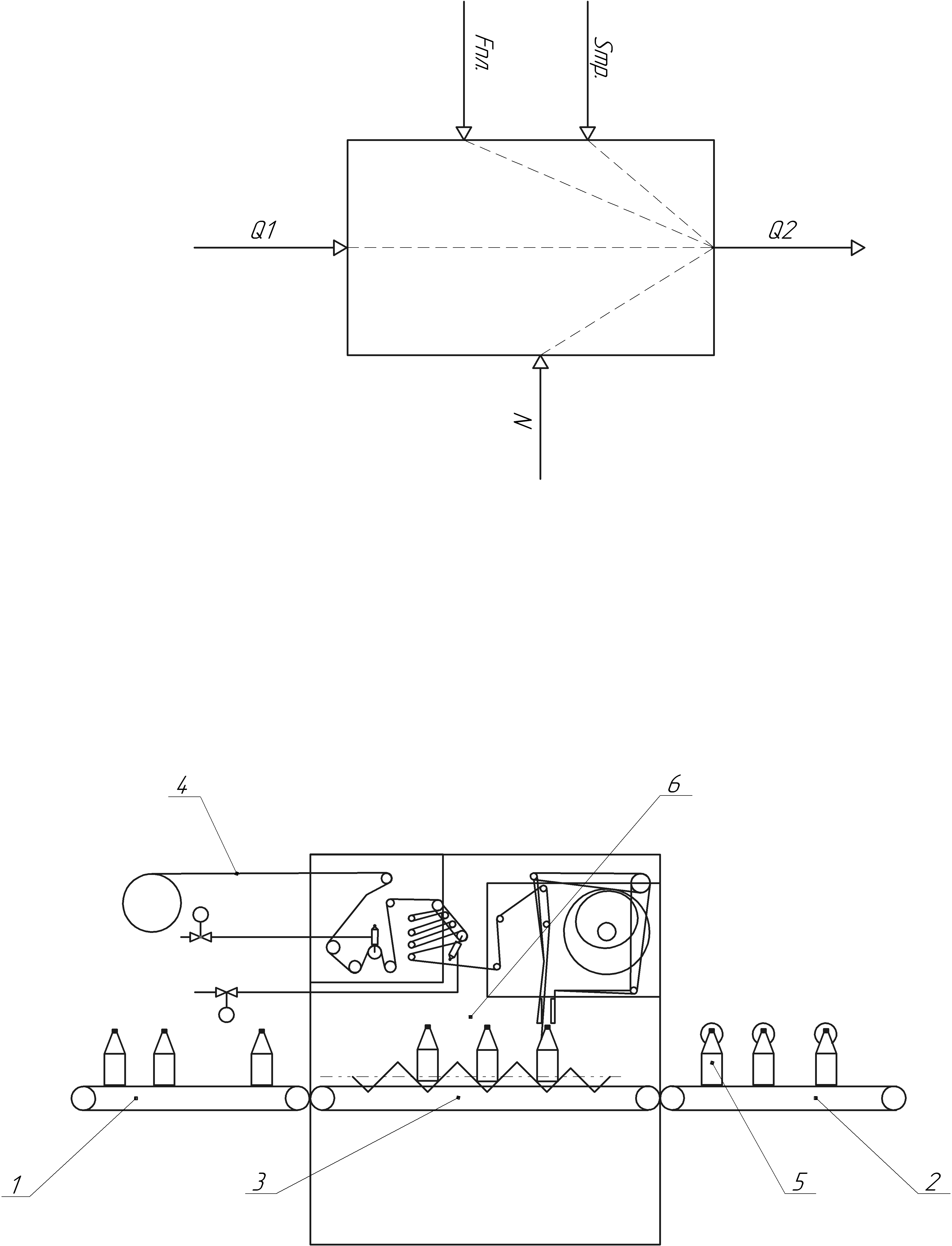
Рисунок 1.2 – Параметричний аналіз процесу наклеювання ручки
Таблиця 1 – Параметричний аналіз об’єкту
Назва параметру |
Умовне позначення |
Межа виміру |
Допустима похибка |
Роль і значення параметру |
Регулюючі параметри |
||||
Якість продукції до наклеювання |
Q1 |
_ |
_ |
|
Регульовані параметри |
||||
Якість продукції після наклеювання |
Q2 |
_ |
_ |
|
Контрольовані збурення |
||||
Швидкість транспортера |
Sтр. |
11,25 м/хв |
±0,2 м/хв |
Впливає на якість наклеювання |
Витрата плівки |
Fпл. |
25 см/с |
±1 см/с |
Впливає на якість наклеювання |
Назва параметру |
Умовне позначення |
Межа виміру |
Допустима похибка |
Роль і значення параметру |
Не контрольовані збурення |
||||
Поломка обладнання |
N |
– |
– |
Впливає на хід процесу |
Аналіз збурень
Контрольовані збурення – це величини, які негативно впливають на технологічний процес, вони вимірюються і реєструються. До контрольованих збурень процесу наклеювання клейкої стрічки можна віднести: Швидкість транспортера і подачу клейкої стрічки, тому що ці параметри в ході технологічного процесу можуть змінювати свої значення.
Причиною виникнення контрольованих збурень можна назвати неузгоджену роботу ділянок заводу та неправильно налагоджену машину.
Неконтрольовані збурення – це величини, що негативно впливають на технологічний процес.
До неконтрольованих збурень відноситься поломка обладнання.
Для стабільного протікання технологічного процесу необхідно звести до мінімуму виникнення збурень – для цього необхідно узгодити роботу всіх ділянок заводу, проводити своєчасний і якісний ремонт обладнання.
Перед початком процесу потрібно переконатися в наявності та цілісності плівки та правильному положенні оптичного датчика відрізання, а саме, щоб довжина відрізаної стрічки була 25 см з похибкою не більше 1 см.
Потрібно переконатися в правильності налагодження частотного перетворювача, щоб швидкість транспортера була 11,25 м/хв. з похибкою не більше 0,2 м/хв.