

4863
.pdfМинистерство образования и науки Российской Федерации Федеральное государственное бюджетное образовательное учреждение высшего образования
«Воронежский государственный лесотехнический университет имени Г.Ф. Морозова»
В. П. Ивановский
Автоматические линии и деревообрабатывающие центры
Методические указания для самостоятельной работы студентов
по направлению подготовки 35.03.02 – Технология лесозаготовительных и
деревообрабатывающих производств
Воронеж 2018
2
УДК 674.05
Ивановский В. П. Автоматические линии и деревообрабатывающие центры [Электронный ресурс] : методические указания для самостоятельной работы студентов по направлению подготовки 35.03.02 Технология лесозаготовительных и деревообрабатывающих производств / В. П. Ивановский ; ФГБОУ ВО «ВГЛТУ». – Воронеж, 2018. – 27 с
Рецензенты: директор ООО «Модификация» Шамаев Н.В.
В методических указаниях изложен материал с описанием конструкций и технологических процессов в многооперационных деревообрабатывающих центрах (ДОЦ), предназначенных для специализированных производств: мебельного, столярного и деревянного домостроения. Приведены примеры инструментального оснащения, количества и назначения операционных блоков и инструментальных агрегатов в них, раскрывающие концепцию, заложенную в конкретную модель ДОЦ. Дана методика расчета экономической эффективности технологических потоков на базе станков с ЧПУ и деревообрабатывающих центров.
3
Оглавление
Введение……………………………………………………………………… 4
1. Конструкция обрабатывающего центра с ЧПУ и матричным столом ОПТИМАТ ВНС 550………………………………………………………… 5
2.Обрабатывающие центры с ЧПУ для деталей дверей и окон………….. 19
3.Обрабатывающие центры для деревянного домостроения…………….. 27
4.Экономическая эффективность технологических потоков на базе
станков с ЧПУ и деревообрабатывающих центров……………………….. 42
4.1.Основные критерии экономической эффективности технологических потоков на базе станков с ЧПУ и деревообрабаты-
вающих центров……………………………………………………………... 42
4.2.Оценка экономической эффективности различных ступеней
автоматизации производства………………………………………………... 45 Библиографический список…………………………………………………. 46
4
Введение
Настоящие методические указания написаны применительно к учебному плану по направлению подготовки 35.03.02 – Технология лесозаготовительных
идеревообрабатывающих производств, читаются по рабочей программе дисциплины «Автоматические линии и деревообрабатывающие центры».
Сучетом того, что ряд разделов курса изучаются самостоятельно с привлечением дополнительной литературы, рекламных проспектов, буклетов, журнальных статей, информации интернет-сайтов фирм − производителей обору-дования, содержащих ограниченные (в основном рекламные) сведения о его конструкции, в настоящих методических указаниях приведены некоторые обобщенные, в том числе теоретические положения. В них в краткой форме излагается материал по основам многооперационной (интегральной) технологии, заложенной в концепцию конкретной модели обрабатывающего центра, проявляющейся в его компоновке, способе и устройстве для закрепления заготовок, инструментальном оснащении, количестве операционных блоков и возможном составе инструментальных агрегатов в них. Описаны конструкции как инструмента, так и инструментальных агрегатов. Для отдельных специализированных производств в краткой форме изложен материал об основных конструкциях деревообрабатывающих центров и внутри
иоколостаночной механизации в виде специальных роботовманипуляторов и загрузчиков-разгрузчиков деталей. Приводится описание порядка работы ДОЦ
имероприятий общей безопасности при изготовлении изделий в них. Изложена методика оценки экономической эффективности как станков с ЧПУ и ДОЦ, так
итехнологических потоков на их основе.
По каждой из тем студенты тезисно должны описать конструкцию, технологию и особенности описанных ДОЦ.
5
1.КОНСТРУКЦИЯ ОБРАБАТЫВАЮЩЕГО ЦЕНТРА С ЧПУ
ИМАТРИЧНЫМ СТОЛОМ ОПТИМАТ ВНС 550
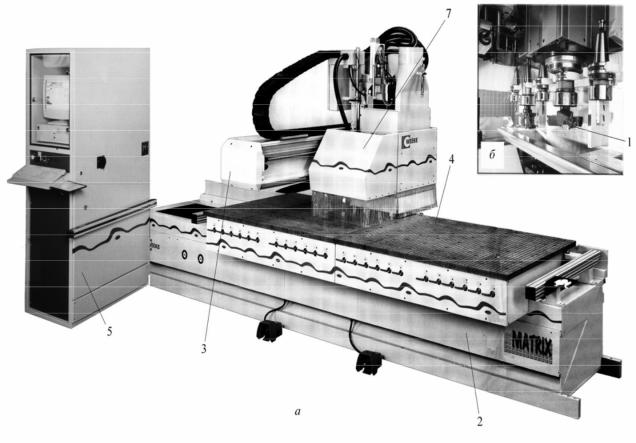
Станок с ЧПУ ОПТИМАТ ВНС 550 является многооперационным обрабатывающим центром консольной компоновки с растровым (матричным) столом для обработки полноформатных плитных материалов (фанеры, МДФ, ДСтП) без операции предварительного раскроя. Вместе с ним поставляется оптимизационный комплексный программный пакет COV-ЧПУ, который обеспечивает первоочередное определение оптимального положения заготовок в плите и последующее программирование операций обработки: форматирование, сверление, пиление, выполнение пазов и других процессов, с целью достижения максимальной готовности детали (деталей). ДОЦ может широко использоваться производителями корпусной мебели, фасадов из МДФ, специалистами по внутренней отделке, включая изделия из фанеры или комплексных компонентов из массивной древесины, производителями оборудования и мебели для магазинов, кухонь. Важными параметрами, определяющими область применения обрабатывающего центра и его технологические возможности, то есть форму детали и процессы, требуемые для ее обработки, является количество одновременно управляемых координат (у центра их три) перемещения обрабатывающего агрегата (суппорта) относительно заготовки, закрепленной на базирующем столе, а также конструкция и комплектация станка.
Приведенный на рис. 1.1, а обрабатывающий центр ОПТИМАТ ВНС 550 (фирмы «WEEKE») имеет трехкоординатное перемещение суппорта с набором инструмента над столом, с закрепленной на нем заготовкой. Возможна ее обработка с пяти сторон. Станок имеет шесть независимых кинематических цепей для осуществления следующих движений: позиционирования и подачи суппортов по осям X, Y, Z, вращение вертикального фрезерного шпинделя и вращение шпинделей сверлильно-фрезерной группы и пилы.
Обрабатывающий центр (рис. 1.1 и 1.2) включает станину 2 с растровым (матричным) столом и вакуумной системой закрепления заготовки на столе 4; консольную стойку 3, перемещающуюся по направляющим 10 от привода 11 по оси X; каретку 8, которая от привода 9 перемещается по оси У; операционный блок 7, оснащенный инструментами 1 для различных видов обработки резанием
6
и осуществляющий движение по оси Z от привода 6; пульт управления (стойка ЧПУ) 5; устройства безопасности и защитные ограждения.
Рис. 1.1. Многооперационный обрабатывающий центр консольной компоновки ОПТИМАТ ВНС 550: а – общий вид; б – главный шпиндель и магазин со сменным инструментом и инструментальными агрегатами
Центр имеет консольную компоновку, при которой Г-образная балка суппорта, несущая операционный блок, передвигается по направляющим, зафиксированным позади рабочего стола размерами 1355 мм в ширину и 3 550 мм в длину. Такая компоновка упрощает загрузку заготовки и ее снятие со стола. В то же время она не позволяет увеличить ширину стола, поскольку жесткость консольной конструкции инструментальной головки уменьшается из-за увеличивающегося плеча при подходе головки к переднему краю стола.
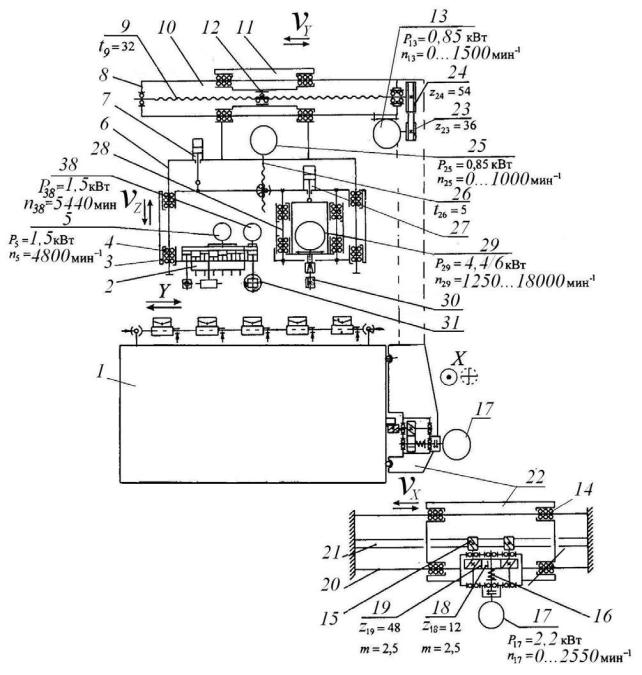
Продольное перемещение и позиционирование по оси X (рис. 1.3) консольной стойки 22 происходит на линейных опорах качения 14 по упрочненным направляющим 20 с помощью зубчато-реечного косозубого механизма, обеспечивающего высокую скорость подачи (до 80 м/мин) без вибраций. Меха-
7
низм подачи состоит из неподвижной косозубой рейки 21, по которой перекатываются две шестерни 15, приводимые во вращение шаговым электродвигателем 17 через понижающие зубчатые передачи 18, 19. Пружина 16 создает натяг в зубчатых соединениях, тем самым ликвидируя в них зазоры и повышая точность.
В консольной части 8 стойки 22 находится механизм перемещения каретки 11 по оси У. Поперечная подача осуществляется передачей винт − гайка с реверсивным винтом 9, обеспечивая точное и быстрое позиционирование режущего инструмента. Перемещение каретки происходит по линейным направляющим качения 10. Шариковая гайка 12, связанная с кареткой, имеет предварительный натяг, который обеспечивает безлюфтовую передачу, а следовательно, точное перемещение суппорта по направляющим с линейными подшипниками в опорах качения. Привод винта осуществляется от электродвигателя 13 посредством понижающей ременной передачи 23, 24 через зубчатый ремень.
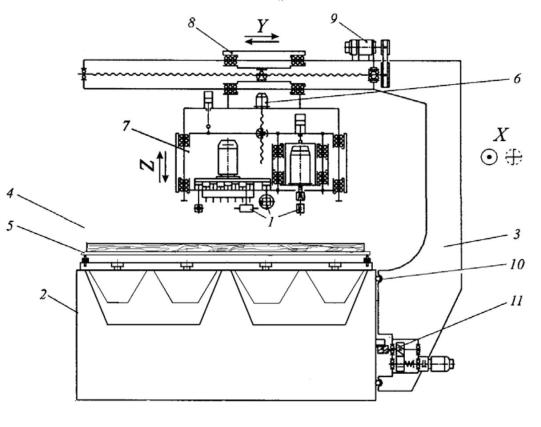
Рис. 1.2. Функциональная схема многооперационного обрабатывающего центра консольной компоновки ОПТИМАТ ВНС 550
8
14
Рис. 1.3. Кинематическая схема многооперационного обрабатывающего центра консольной компоновки ОПТИМАТ ВНС 550
Установленный электродвигатель обладает возможностью бесступенчатого регулирования частоты вращения вала в очень широком диапазоне. Позиционирование осуществляется на скорости до 50 м/мин, а движение подачи до 5 м/мин. Электронная система управления двигателем осуществляет точный от-
9
счет оборотов двигателя, вследствие чего обеспечивается позиционирование с точностью 0,03 мм, эта величина соответствует повороту вала двигателя на половину градуса. Направляющие качения суппортов обладают коэффициентом полезного действия, близким к единице. В нижней части каретки 11 имеются направляющие 6, по которым по оси Z на линейных подшипниках перемещается операционный блок 3. Подача и обратный ход происходят от передачи винт − гайка механизма 26, приводимого в движение от электродвигателя 25 по шариковым линейным направляющим 6. Поскольку масса операционного блока достаточно большая, то существует ограничение на общую массу устанавливаемых в нем инструментов – не более 15 кг, и имеется пневмоцилиндр разгрузки 7, сила на штоке которого компенсирует часть веса блока.
Изменение частоты вращения асинхронных короткозамкнутых электродвигателей, установленных на обрабатывающем центре, производится от электроприводов переменного тока с транзисторным или тиристорным преобразователем частоты.
На операционном блоке (рис. 1.4) смонтированы рабочие инструменты (головки) с инструментом различного назначения: цилиндрические и концевые фрезы, сверла, дисковые пилы, абразивные диски, а на последних моделях обрабатывающих центров – агрегаты для облицовывания кромок щитов.
Например, на приведенной кинематической схеме (рис. 1.3 и рис. 1.4) показаны многошпиндельные сверлильные головки 2, приводимые во вращение электродвигателем 5; сверла имеют индивидуальные пневмоцилиндры подачи. Имеется также агрегат для сверления в горизонтальной плоскости 1 и 4, пильная головка 31 и фрезерный агрегат 30 с электродвигателем привода 29. Последний имеет собственный пневматический механизм подачи 27, и перемещение происходит по направляющим 28 на линейных опорах качения. На конусной оправке шпинделя крепится различный инструмент. На рис. 1.5 показана конструкция главных шпинделей станка. На рис. 1.6 показаны виды выполняемых на обрабатывающем центре операций и применяемый для этого режущий инструмент.

10
29
1
30 |
31 |
|
28 |
||
|
4
Рис. 1.4. Операционный блок обрабатывающего центра
Часть инструмента находится в суппорте постоянно, но бывают случаи, когда его недостаточно для выполнения заданных операций. Тогда эти работы производятся за счет устанавливаемых в главный шпиндель станка дополнительных агрегатов из инструментального магазина. Система автоматической смены инструмента состоит из магазина, служащего для создания запаса инструментов, достаточного для обработки партии заготовок, устройства автоматической смены инструмента, передающего инструмент из магазина в шпиндель станка и обратно. Эти агрегаты автоматически подаются к главному шпинделю станка и фиксируются в нем с помощью конусного крепления. Соединительный узел гарантирует высокоточное и прочное соединение с усилием проворачивания не менее 1 200 Н.