


допускающими снижения прочности соединяемых арматурных элементов всоответствиис требованиями [9,14]. Загибарматурных стержней необходимо осуществлять с помощью специальных оправок, обеспечивающих необходимыезначения радиуса кривизны.
Сварные стыки арматуры необходимо выполнять с помощью контактной,дуговой иливанной сварки.
Механические соединения (стыки) арматуры необходимо выполнять с помощью опрессованных и резьбовых муфт. Прочность механического соединения растянутой арматуры должна быть такой же, что истыкуемыхстержней.
АрмированиеИ
3.3 отдельнымистержнями
Армирование отдельными стержнямиДвыполняется при конструктивных особенностях армированияА монолитных конструкций и при невозможности использовать арматурные сетки и каркасы, изготавливаемые на специализированномб производстве. Пространственное положение арматуры в конструкции существенно влияет на технологию армированияиотдельными стержнями.
АрмированиеСконструкций вертикальными рабочими
стержнями выполняется вследующей последовательности:
− арматура устанавливается в рабочее положение, при этом дваарматурщикаудерживаютее;
− электросварщик приваривает концы стержней к выпускам и объединяет их внизу хомутом, закрепляя его сваркой к рабочим стержням;
− далее в последовательности снизу вверх арматурщик устанавливает стальные хомуты, с проектным шагом, на высоту стержней иэлектросварщикприваривает их вузлах.
При этом одну или две стороны опалубки оставляют открытыми для обеспечения свободного доступа к узлам соединений арматуры.
~ 20 ~
Прокладки, обеспечивающие величину защитного слоя, крепят к опалубке или к арматуре соответственно гвоздями или на скрутках.
Фиксацию расстояния между опалубкой и сетками или каркасами при двойном армировании выполняют пластмассовыми фиксаторами, устанавливаемыми на стержни перпендикулярно плоскости сеток или каркасов в соответствии с рис. 1. Шаг фиксаторов принимается равным1,5‒2,0 м.
Армирование горизонтальными рабочими стержнями прогонов и ригелей выполняется в следующей последовательно-
−армирование выполняется над коробомИопалубки, при этом на установленные «козелки» арматурщики и в случае необходимости сварщики укладывают и свариваютД(соединяют без сварки) нижние рабочиестержнии хомутыв соответствии спроектом;
−далее арматурный блокАпереворачивают и аналогично нижним стержням укладывают и сваривают (соединяют без сварки) верхние рабочиестержниб;исти:
АрмированиеСгор зонтальными рабочими взаимоперпен-
дикулярными стержнями подошвы фундаментов, перекрытий и др. выполняетсявследующей последовательности:
− размечают, на основании проекта, рисками положение стержней наопалубке;
− раскладывают стержни по разметке и сваривают (соединяют безсварки)в местах их пересечения;
− готовая арматурная сетка поднимается на подкладкификсаторы.
~ 21 ~
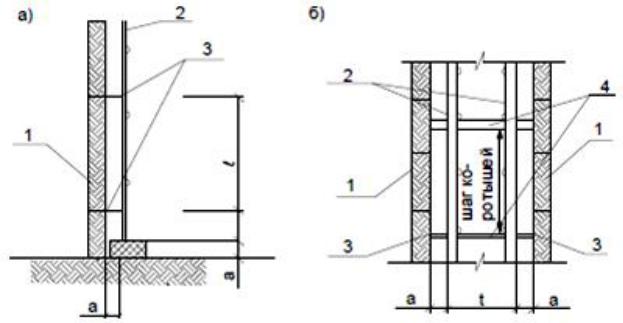
Рис. 1. Фиксаторы защитного слоя бетона для вертикальной арматуры:
3 |
|
1 а) вертикальное одиночное армирование: |
||||
|
‒ опалубка; |
2 |
‒ арматурные сеткиИ(каркасы); |
|||
|
‒ пластмассовый фиксатор; а ‒ защитный слой бетона (по проекту); |
|||||
|
|
б) вертикальное двойноеДармирование: |
||||
|
|
1 ‒ опалубка; |
2 |
‒ арматурные сетки (каркасы); |
||
|
3 |
|
||||
|
|
‒ пластмассовый фиксатор; |
4 |
‒ арматурные коротыши; |
||
а ‒ защитныйибслойАетона (по проекту); t ‒ расстояние между сетками
При двойномСарм рован и собирают нижнюю и верхнюю сетки по приведенной выше технологии, фиксируют защитный слой бетона, а расстояние между сетками фиксируют коротышами, приваренными перпендикулярно к плоскости сеток, или фиксаторами Арбузова (рис. 2). Расстояние между сетками также фиксируется П- образными фиксаторами, которые изготавливаются из коротышей арматуры (см. рис. 2). Шаг фиксаторов принимается равным
0,8‒1,0 м.
~ 22 ~
Армирование 3.4 сеткамииплоскими каркасами
При монтажеармоэлементов необходимо обеспечить:
−доставку армоэлементовк местуустановкиилиукладки;
−проектную величину защитного слоя бетона для арматуры. Шаг подкладок-фиксаторов под арматурные сетки равен 0,8‒1,0 м. Шаг фиксаторов между опалубкой и сетками или каркасами в вертикальнойплоскости(пластмассовыефиксаторы)равен1,5‒2,0м;
−проектное расстояние между армоэлементами при двойном армировании;
−соединение сеток иликаркасов между собой.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
И |
|
|
|
|
|
|
|
|
|
|
|
|
Д |
|||||
|
|
|
|
|
|
|
|
|
|
А |
|
|
|
|||
|
|
|
|
|
|
б |
|
|
|
|
|
|
||||
|
|
|
|
|
|
и |
|
|
|
|
|
|
|
|||
|
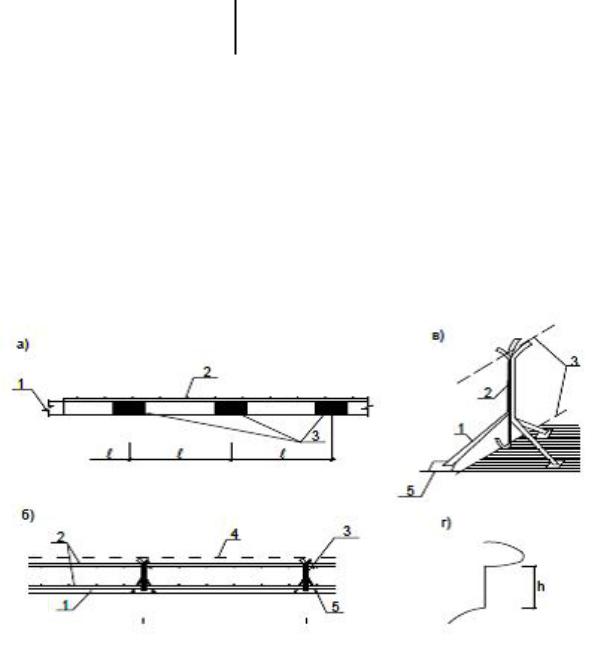
Рис. 2. ФиксаторыСзащитного слоя бетона для горизонтальной арматуры: |
|||||||||||||||
|
1 |
|
а) горизонтальное одиночное армирование: |
|||||||||||||
|
|
|
‒ защитный слой бетона (по проекту); |
2 |
‒ арматурная сетка (каркас); |
|||||||||||
|
|
|
|
3 |
‒ фиксаторы защитного слоя бетона |
|||||||||||
|
|
|
(лягушкиl-подкладки из бетона или пластмассы); |
|||||||||||||
|
|
|
|
|
|
‒ шаг подкладок (по проекту); |
||||||||||
|
|
|
1 |
б) горизонтальное двойное армирование: |
||||||||||||
3 |
|
|
|
‒ защитный слой бетона; |
2 |
‒ арматурные сетки; |
||||||||||
|
‒ приспособлениеl |
Арбузова; |
4 |
‒ поверхность бетона после бетонирования; |
||||||||||||
|
|
|
|
‒ расстояние между стержнями (сетками); |
||||||||||||
|
|
1 |
|
|
|
в) приспособление Арбузова: |
||||||||||
|
5 |
|
‒ арматурный стержень; |
2 |
‒ сварной шов; |
3 |
‒ оси рабочей арматуры; |
|||||||||
|
|
* ‒ подкладка; г) П-образные фиксаторы; h ‒ расстояние между сетками |
||||||||||||||
~ 23 ~
Конструкции рекомендуется армировать унифицированными сварными сетками или каркасами согласно проекту, а также укрупненнымиармоблокамисогласно ППР.
В основуэтойсистемыположены:
−единый модуль опалубочных размеров,равный300мм;
−единыйсортаментсварныхунифицированныхсеток;
−единые (универсальные) принципы армирования железобетонных конструкцийсеткамисортамента;
−специально созданное сварочное и гибочное оборудование для изготовления сетоксортамента;
−возможность централизованного производства тяжелых се-
ток. И Данная система армирования предусматривает общие техно-
логические и технические требования к проектированию и возведениюжелезобетонныхконструкцийД.
Сортамент сварных сетокАпредусматривает два типа унифицированных сеток:
−тип 1. Рабочая арматурабв одном направлении (основной тип) диаметром от 10 до 32 мм. Шаг продольных (рабочих) стержней– 200 мм, поперечных (монтажныхи) – 600 мм. Длина выпусков рабочих стержней сеток равна 125 275 мм (для конструкций, имеющих длинукратную300Си600ммсоответственно);
−тип 2. Рабочая арматура в двух направлениях диаметром от 10 до 20 мм. Шаг стержней в продольном и поперечном направлениях принят равным 200 мм. Длина выпусков стержней сеток равна 25 и 75 мм (для конструкций, имеющих длину или ширину кратную 300и 600 ммсоответственно).
В основуармированияположено три принципа:
−наложениесетки на сетку;
−сопряжениесеток (по длине);
−раскладкасетокпо ярусам.
Принцип наложения сеток обеспечивает распределение площади рабочей арматуры в сечении конструкции в соответствии с расчетными данными. Предусматривает наложение сетки на сеткув
~ 24 ~
местах наибольших расчетных моментов с образованием расстояния между рабочими стержнями, равного 100 мм. При этом верхняя сетка имеет, как правило, больший диаметр рабочих стержней и меньшую ширину (минимум 200 мм) и длину по сравнению с нижнейсеткой.
Принцип сопряжения сеток обеспечивает распределение площади рабочей арматуры сеток вдоль конструкции с учетом изменения эпюры моментов.
Принцип раскладки сеток по ярусам обеспечивает распределение площади рабочей арматуры в конструкции с учетом изменения нагрузки (например, изменение бокового давления грунта или воды по высоте стены железобетонной конструкции). При этом предусматривается раскладка сеток ярусами с расположением рабочей
арматуры в горизонтальном направлении (высота яруса равна ши- |
||||
рине сетки) вдоль габарита конструкцииИ, по которому измеряется |
||||
прилагаемая нагрузка (например, высотаконструкции). |
||||
Данные принципы обеспечиваютДснижение расхода армату- |
||||
|
|
б |
||
ры от 6 до 20 % по сравнению с существующими схемами армиро- |
||||
вания. |
|
|
|
А |
|
|
3.5 |
|
Арматурно-опалубочныеблоки |
Арматурно-опалубочныеи |
|
блоки собирают следующими спосо- |
||
|
||||
бами: |
С |
|
|
|
− навешиванием щитов опалубки на несущий арматурный каркас, который воспринимает все монтажные и эксплуатационные нагрузки;
− сборкой опалубочной формы с последующей установкой в неенесущей арматуры.
Сборку арматурно-опалубочного блока необходимо производить в следующейпоследовательности:
− на основании монтажного стенда фиксируют, с помощью реек, размерыопалубочного блока;
~ 25 ~

−устанавливают, по горизонтальной оси, первую панель с выверкойее повертикали иукрепляют монтажныеуголки;
−по оси устанавливаютвторуюпанель, соединяя еесхватками
имонтажными уголками с первой панелью. Аналогично выполняют монтажпоследующихпанелей,раскрепляя их оттяжками;
−ксобранному блокукрепят рабочую площадку истремянки. Арматурный каркас подвешивается на кронштейнах с опира-
нием на верхний ярус или связи жесткости. Толщина защитного слоя обеспечивается фиксирующими устройствами. При сборке ар- матурно-опалубочных блоков необходимо руководствоваться рекомендациями, которые приведены в табл. П.2.1. Монтаж арматур- но-опалубочных блоков в проектное положениеИосуществляется с помощью кранасоответствующейгрузоподъемности.
Расчет нахлесточныхД соединений 3.6 арматурныхА стержней
В настоящее время нахлесточныеб (вязаные) соединения стержней (без сварки) применяются на многих строительных объектах, так как простота соединенийипозволяет выполнять их низкоквалифицированными арматурщ ками, с простым визуальным контролем длиныперепуска(нахлесткиС) вязкистержней.
Стыки арматуры внахлестку применяют для соединения стержней диаметромне более40мм.
Размеры нахлестки и зазоров принимаются в соответствии с требованиями [9]. Арматурные сетки стыкуют внахлестку или встыкстержнейарматуры согласнопроекту.
Определениедлиныстыков растянутойисжатойарматуры
Длина стыков растянутой или сжатой арматуры должна быть не менее длины l, которая определяется в соответствии с действующиминормативными документами поформуле
~ 26 ~
= |
, |
|
, |
, |
(3) |
|
, |
||||
где , – базовая длина анкеровки; |
, |
, |
, – площади попереч- |
||
ного сечения арматуры, требуемые по расчету и фактически установленные соответственно; – коэффициент, учитывающий конструктивныерешенияэлемента взоне анкеровки.
При соединении арматуры периодического профиля с прямыми концами коэффициент для растянутой арматуры принимают равным 1,2 и длясжатойарматурыравным 0,9.
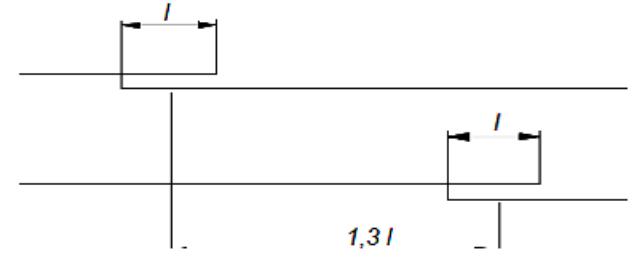
При этом относительное количество стыкуемой в одном расчетном сечении элемента рабочей растянутой арматуры периодическогопрофиля должно бытьнеболее50%.
Пример |
|
|
|
В качестве одного расчетного сечения элемента, который рас- |
|||
сматривается для определения относительногоИколичества сты- |
|||
куемой арматуры в одном сечении,Дпринимаетсяl |
участок элемента |
||
вдоль стыкуемойарматуры длиной, равной 1,3 . |
|
|
|
Считается, что стыки арматурыАрасположены в одном расчет- |
|||
и |
|
|
|
ном сечении, если центры этих стыков находятся в пределах длины |
|||
этого участка (рис.3 4).б |
|
|
|
С |
|
|
|
Рис. 3. Схема расположения стыков в одном сечении в растянутой зоне бетона
~ 27 ~
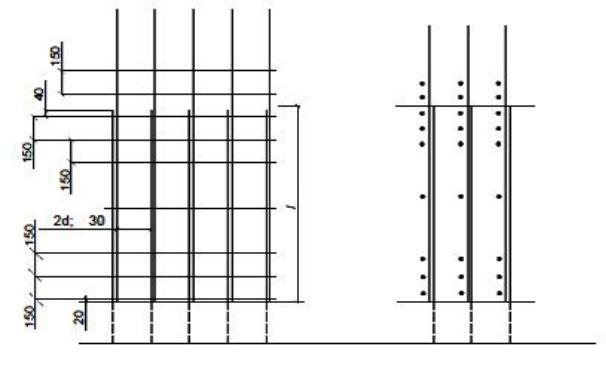
≥>
|
Рис. 4. Схема расположения стыков колонн в сжатой зоне бетона |
|
Допускается увеличение относительногоИколичества стыкуе- |
||
мых в одном расчетном сечении элементаДрабочей растянутой ар- |
||
матуры до 100 %, принимая значение коэффициента равным 2,0, |
||
т.е.увеличивая длину перепускаАстержнейв 1,66раза. |
||
По действующ м нормативнымб |
документам расчетная длинаl |
|
перепуска (нахлестки) рабоч х стержней периодического профиля |
||
равна: |
и |
; |
− для растянутой арматуры– 40 |
||
− для сжатойСарматуры– 30 ; − для растянутой арматуры со стыковкой 100 % стержней в
одном сечении ‒65 .
При этом перерасход арматурной стали по сравнению со сварными и механическими соединениями арматуры составляет примерно 10 ‒ 15 %. Стыковка рабочей стержневой арматуры внахлестку и крестообразных вязаных соединений представлена в прил. Ж [9].
~ 28 ~

3.7 Сварочныеработы
Сварочные материалы (покрытые электроды, порошковые проволоки, сварочные проволоки сплошного сечения, плавленые сварочные флюсы) должны соответствовать требованиям [19, 20, 23, 24]. Конструкциисварныхсоединенийстержневой арматуры, их типы и способы сварки, в зависимости от условий эксплуатации, класса и марки свариваемой стали, диаметра и пространственного положения при сварке, должны соответствовать требованиям [14], и необходимо определять их исходяиз следующих условий:
− применения сварных соединений и технологии сварки, обеспечивающих высокую эксплуатационную надежность и полное использование механических свойстварматурнойИстали;
− сокращения материальных и трудовых затрат при выполнении сварных соединений за счет примененияД механизированных способов сварки, качественных сварочных материалов, эффективных методовконтроля качестваАсварных соединений.
Крестообразные, стыковыеби нахлесточные соединения арматуры необходимо выполнять, учитывая соответствующие способы и режимы сварки, используяисварочные материалы и оборудование, которыеуказаны втабл. П.11.1.
При сваркеСв з мн х условиях (отрицательных температурах) необходимо выполнятьследующиетребования:
−рабочее место сварщика и свариваемые поверхности необходимо ограждать отатмосферных осадков,ветра исквозняков;
−ручную и механизированную сварку конструкций (при температуре окружающего воздуха до ‒30 °С) необходимо производить по обычной технологии,приэтомследует:
а) повышать сварочный ток на 1,0 %, при падении температуры воздуханиже0 °С, накаждые3 °С;
б) производить предварительный подогрев газовым пламенем стержней арматуры до200− 250°Снадлину 90‒150 ммот стыка;
~ 29 ~
в) подогрев стержней необходимо осуществлять после закрепления на них инвентарных форм, стальных скоб или круглых накладок;
г) снижать скорость охлаждения выполненных ванными способами сварки, соединений стержней посредством обмотки их асбестом;
д) при наличии инвентарных формующих элементов необходимо снимать их после остывания выполненного сварного соединения до100°Си ниже;
−допускается сварка стержневой арматуры при температуре окружающего воздуха до ‒50 °С по специальной технологии, разработаннойв ППР иППСР; И
−сварку стержней необходимо производить без перерыва. В
случае вынужденного перерыва соединение, выполнявшееся под флюсом, необходимо вырезать и заваритьДвновь. Допускается заварка таких соединений многослойнымиА швами;
−в соединении стержней с накладками или внахлестку удаление дефектов в швах необходимобвыполнять после подогрева при-Прихватка дуговойисваркой в крестообразных соединениях
стержней рабочей арматуры на основании требований [14], при от- |
||
рицательных температурахС |
, запрещается. |
|
ПРИЕМКА АРМАТУРНЫХ ИЗДЕЛИЙ |
||
4 |
||
МОНОЛИТНЫХ КОНСТРУКЦИЙ |
||
Арматурные и закладные изделия, сварные, вязаные и механические соединения арматуры необходимо принять до бетонирования конструкций службой контроля по результатам визуального осмотра, измерений, механических испытаний или ультразвукового контролявсоответствиис требованиями нормативных документов.
~ 30 ~
Приемка арматурных изделий монолитных железобетонных конструкцийвключаетследующее:
−осмотр целостности арматурного каркаса. Проверка класса и марки арматурной стали по данным документа о качестве, а при его отсутствии – по результатам лабораторных испытаний. Проверка диаметровстержнейиих числовсоответствииспроектом;
−проверка согласований всех имеющихся отступлений от проектапоармированиюкаркасаспроектной организацией;
−осмотр наличия и качества сварных, вязаных и механических соединенийарматуры;
−проверка обеспечения величины защитного слоя бетона в основании конструкциии на боковых поверхностяхИ;
−проверка отсутствия щелей в опалубке и надежного ее креп-
ления;
−проверка расстояний между Дсоседними стержнями с учетом требований табл.1 п. 3 [9], а такжеАналичие зазоров между стержнями для прохождениявибраторов;
−проверка длины выпусковб, перепусков нахлесточных соединений стержней и их количества в одном сечении изделия с учетом требований табл.1пи.1 и2 [9].
Соединения с дефектами должны быть исправлены или усиленыпо согласованСюспроектнойорганизацией;
−очистка сильно пачкающей иотслаивающейся ржавчины;
−удаление масляных пятен на арматуре, а также загрязнений на арматуреи опалубке.
Результаты визуального осмотра и измерений должны быть оформленыактом освидетельствования скрытыхработ.
Методыконтроля 4.1 арматурныхизделий
Размеры арматурных и закладных изделий, сварных, механических и нахлесточных соединений проверяют измерительными инструментами: рулетками, измерительными линейками, штан-
~ 31 ~
гельциркулями, поверенными в установленном порядке. Погрешность измерений– до +–1,0 мм.
Механические испытания контрольных образцов сварных соединений проводят с использованием лабораторных разрывных машинсмаксимальнымразрывнымусилиемот10,0до100,0тс.
Вязаные нахлесточные стыковые соединения (без сварки) проверяют на плотность вязки и на число вязаных узлов в трехпяти местах по длине соединения через 300‒400 мм. При этом длина нахлестки стыков должна соответствовать требованиям п. 6.41 [9].
Крестообразные соединения проверяют на плотность (отсутствие зазоров в соединении) и на соответствие вязки следующим требованиямп. 6.40[9].
Механические резьбовые стыковые соединения стержней про- |
|||
веряют на плотность затяжки соединенияИс помощью специального |
|||
ключа с динамометром. При этом рекомендуется проверять не ме- |
|||
нее50%соединений. |
|
Д |
|
Стыковые механические соединения стержней с опрессован- |
|||
ными муфтами проверяют с помощьюАрисок, шаблонов или щупов |
|||
на точность установки стержней с расположением их стыка в |
|||
средней части муфты. Послебопрессовки муфт проверяют их удли- |
|||
|
С |
|
|
нение, которое должноибыть не менее 8‒10 % от ее первоначаль- |
|||
ной длины. |
|
|
Контролькачества |
|
|
4.2 |
|
|
|
и приемкаарматурныхработ |
|
В зависимости от времени проведения производственный контроль, согласно [1], включает в себя, кроме входного, операционный контрольи оценку соответствия выполненных работ.
Операционный контроль выполняется в процессе производства работ или непосредственно по завершении операций и осуществляется измерительным методом или техническим осмотром. Операционный контроль качества осуществляет мастер (прораб). Со-
~ 32 ~
став операционного контроля качества арматурных работ, который включает перечень операций и средств контроля, указан в табл. П.10.1.
Оценка соответствия выполняется по завершении работ, результаты которых становятся недоступными для контроля после начала выполнения последующих работ. Оценку соответствия осуществляют работники службы качества, мастер (прораб), представителитехнадзора заказчика и,какправило,авторскийнадзор.
Методы контроля предусматривают:
− измерительный контроль, выполняемый с применением средствизмерений, втом числе лабораторного оборудования;
−регистрационный контрольАД, выполняемыйИ путем анализа данных, зафиксированных в документах (паспортах, сертификатах, актах освидетельствованиябскрытых работ, общих и специальных журналахработ).
Арматурная стальии сортовой прокат, арматурные изделия и закладные элементы должны соответствовать проекту, требованиям соответствующСх стандартов, паспортам и сертификатам соответствия.
В процессе заготовки арматурных стержней, изготовления сеток, каркасов и их установки (монтажа) осуществляется следующий производственный контроль:
−качество арматурныхстержней;
−правильность изготовления и сборки сеток икаркасов;
−качество стыков исоединений арматуры;
−качество смонтированной арматуры.
При приемке поступающей на строительную площадку арматурной стали, закладных деталей и анкеров необходимо осуществлять внешний осмотр и замеры, а также проводить контрольные испытанияв следующих случаях:
~ 33 ~

−оговорено в проекте или специальных указаниях по применению отдельныхвидоварматурной стали;
−сомнений в правильности характеристик арматурной стали, сеток,каркасов,закладных деталейи анкеров;
−отсутствия необходимых данных в сертификатах или пас- портахзаводов-изготовителей;
−примененияарматурыввиденапрягаемой.
Установка (монтаж) арматурных изделий в опалубку осуществляетсяв соответствиис ППР.
Для обеспечения правильности положения арматуры в бетоне необходимо использовать специальные фиксаторы, которые обеспечивают заданную толщину защитногоИслоя бетона, а также заданные расстояния между отдельными арматурными сетками и каркасами.
При устройстве арматурных конструкцийД необходимо соблюдать требования, которыеуказаныАв табл. П.10.2.
На выполненные арматурные работы необходимо составлять акт освидетельствованиябскрытыхработ.
Для проведения контроля качества арматурных работ используется контрольно-измерительныйи инструмент: рулетка, отвес, линейка металлическая, н вел р, теодолит, тахеометр.
С4.3 Контролькачества конструкций
Контроль качества конструкций устанавливает соответствие технических показателей конструкций (геометрических размеров, прочностных показателей бетона и арматуры, прочности, трещиностойкости и деформативности конструкции) при их изготовлении, возведении и эксплуатации, а также параметров технологических режимов производства показателям, указанным в проекте, нормативных документах[1, 8].
Способы контроля качества (правила контроля, методы испытаний) регламентируются соответствующими стандартами и техническими условиями.
~ 34 ~
Для обеспечения требований, предъявляемых к бетонным и железобетонным конструкциям, необходимо производить контроль качества продукции, включающий в себя входной, операционный, приемочный иэксплуатационныйконтроль.
Контроль показателей качества арматуры (входной контроль) необходимо производить в соответствии с требованиями стандартов на арматуру и норм оформления актов оценки качества железобетонных изделий.
Контроль качества сварочных работ производят в соответствии стребованиями нормативныхдокументов [2, 9,13].
Оценку пригодности монолитных конструкций необходимо
|
И |
|
производить на основе результатов контроля комплекса единич- |
||
ных показателей, характеризующих: прочность бетона, |
толщину |
|
|
||
защитного слоя |
|
|
, геометрические размеры сечений и конструкций, |
||
расположение арматуры и прочность сварных соединений,
диаметр и механическиесвойства арматуры, основныеразмеры |
|
арматурных изделий и величинуДнатяжения арматуры, полу- |
|
чаемых в процессе входного, операционного и приемочного кон- |
|
троля. |
А |
Приемку бетонных и железо етонных конструкций, после их |
|
возведения, необход мобосуществлять путем установления соот- |
|
ветствия выполненнойиконструкции проекту с учетом требований |
|
нормативных документов[2]. |
|
Приемку законченныхС |
бетонных и железобетонных конструк- |
ций или частей сооружений необходимо оформлять в установленном порядке актом освидетельствования скрытых работ или актом наприемку ответственных конструкций.
Требования, предъявляемые к актам освидетельствования работ и конструкций, а также к составу и порядку ведения исполнительной документации при строительстве, реконструкции и капитальном ремонте,указаныв [36] иотраженыв прил.13 и14.
Требования, предъявляемые к законченным бетонным и железобетонным конструкциям или частям сооружений должны соответствоватьуказаниям табл. П.10.3.
~ 35 ~