

203
.pdf16. |
Определить |
длительность |
технологического |
|
цикла |
|||||||
|
обработки партии деталей, состоящей из 120 шт., при |
|||||||||||
|
последовательном, |
параллельно-последовательном |
и |
|||||||||
|
параллельном видах движений, а также построить графики |
|||||||||||
|
процесса обработки (для первых трех деталей). |
|||||||||||
|
Технологический процесс обработки деталей состоит из |
|||||||||||
|
пяти операций, длительность которых соответственно |
|||||||||||
|
составляет 2 мин, 4 мин, 3 мин, 6 мин и 5 мин. Вторая, |
|||||||||||
|
четвертая и пятая операции выполняются на двух станках, |
|||||||||||
|
а первая и третья – на одном. Величина транспортной |
|||||||||||
|
партии – 5 шт. |
|
|
|
|
|
|
|
|
|
|
|
17. |
Определить |
длительность |
технологического |
|
цикла |
|||||||
|
обработки партии деталей, состоящей из 20 шт. при |
|||||||||||
|
различных видах движений. Построить графики процесса |
|||||||||||
|
обработки (для первых пяти деталей). Технологический |
|||||||||||
|
процесс обработки деталей состоит из четырех операций, |
|||||||||||
|
длительность которых соответственно составляет: 8 мин, 4 |
|||||||||||
|
мин, 2 мин, 10 мин. Среднее межоперационное время – 2 |
|||||||||||
|
мин. Длительность естественных процессов – 30 мин. |
|||||||||||
|
Величина транспортной партии 4 шт. Первая и четвертая |
|||||||||||
|
операции выполняются на двух станках, а каждая из |
|||||||||||
|
остальных – на одном. |
|
|
|
|
|
|
|
|
|
||
18. |
Партия деталей – 60 шт. Величина транспортной партии – |
|||||||||||
|
20 шт. Определите, как измениться длительность |
|||||||||||
|
технологического цикла, если 3-ю, 4-ю и 6-ю операции |
|||||||||||
|
выполнять на двух станках каждую. Также необходимо |
|||||||||||
|
построить графики движения партии деталей по трем |
|||||||||||
|
видам движений (для первых четырех деталей). Нормы |
|||||||||||
|
операции следующие: |
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
№ операции |
|
|
1 |
2 |
3 |
4 |
|
5 |
|
6 |
|
|
Норма времени, мин |
|
5 |
3 |
2 |
4 |
|
3 |
|
2 |
|
|
|
Число станков на операции, |
1 |
1 |
1 |
1 |
|
1 |
|
1 |
||
|
|
шт. |
|
|
|
|
|
|
|
|
|
|
19. |
Партия 150 деталей. Технологический процесс обработки |
|||||||||||
|
партии деталей состоит из 6 операций, длительность |
|||||||||||
|
которых соответственно составляет 6 мин, 3 мин, 24 мин, 6 |
|||||||||||
|
мин, 4 мин и 20 мин. Третья операция выполняется на 3 |
|||||||||||
|
станках-дублерах, шестая – на двух, а каждая из остальных |
|||||||||||
|
операций – на одном станке. Транспортная партия – 20 |
|||||||||||
деталей. Определить, как изменится длительность технологического цикла обработки партии деталей, если параллельно-последовательный вид движения заменить параллельным. Также необходимо определить длительность производственного цикла обработки партии деталей, а также построить графики движения партии деталей по трем видам (для первых трех деталей).
20. Партия деталей – 1400 шт. Заготовки деталей передаются партиями в 200 шт. Трудоемкость обработки по операциям:
№ операции |
1 |
2 |
3 |
4 |
5 |
6 |
Норма времени, мин |
2 |
8 |
6 |
12 |
2 |
12 |
Число станков на операции, |
1 |
2 |
2 |
3 |
1 |
2 |
шт. |
|
|
|
|
|
|
Определите требуемое количество станков на каждой операции, при котором будет обеспечиваться их полная загрузка и как при этом измениться длительность производственного цикла. Также необходимо построить графики движения партии деталей по трем видам движений (для первых четырех деталей).
21. Постройте графики движения партии деталей (для первых трех деталей) и определите, какой вид движения деталей в процессе производства надо применить для изготовления партии деталей в 450 шт. для того, чтобы достичь минимальную длительность технологического цикла, если поштучную передачу заготовок деталей с операции на операцию заменить передачей партиями 15 шт. Трудоемкость обработки по операциям следующая:
№ операции |
1 |
2 |
3 |
4 |
5 |
6 |
Норма времени, мин |
30 |
16 |
2 |
12 |
4 |
10 |
Число станков на операции, |
3 |
2 |
1 |
2 |
2 |
2 |
шт. |
|
|
|
|
|
|
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
1.Горелик, О. М. Производственный менеджмент: принятие и реализация управленческих решений : учебное пособие / О. М. Горелик. – М. : КноРус, 2009. – 272 с.
2.Джурабаев, К. Т. Производственный менеджмент : учебное пособие / К.Т. Джурабаев, А.Т. Гришин, Г.К. Джурабаева. – М. : КноРус, 2005. – 406 с.
3.Жаворонков, Е. П. Организация производства и менеджмент : учебное пособие / Е. П. Жаворонков, В. Н. Иванов ; СибАДИ, Кафедра МиМ. – Омск : СибАДИ, 2006. – 215 с.
4.Карпов, Э. А. Организация производства и менеджмент : учебное пособие / Э. А. Карпов. – Старый Оскол : ТНТ, 2007. – 768 с.
5.Михненков, О. В. Производственный менеджмент в строительстве : учебное пособие / О. В. Михненков, Н. С. Куприянов. – М.: Книжный мир, 2009. – 208 с.
6.Организация и планирование производства : учебное пособие / ред.: А. Н. Ильченко, И. Д. Кузнецова. – М. :
Академия, 2008. – 208 с.
7.Организация производства и менеджмент на машиностроительных предприятиях. Сборник задач : учебное пособие / ред. Н. Ф. Ревенко. – М. : Высшая школа, 2007. – 214 с.
8.Организация, планирование и управление производством. Практикум (курсовое проектирование) : учебное пособие / ред. : Н. И. Новицкий. – М. : КноРус, 2006. – 320 с.
9.Организация производства и управление предприятием : учебник / ред. : О. Г. Туровец. – М. : Инфра-М, 2005. – 544 с.
10.Организация и планирование машиностроительного производства (производственный менеджмент) : учеб. для вузов / Ред. Ю. В. Скворцов, Ред. Л. А. Некрасов. – М. : Высшая школа, 2003. – 471 с.
11.Производственный менеджмент : учебник / СанктПетербургский государственный университет ; ред. : В. А. Козловский. – М. : Инфра-М, 2005. – 573 с.
12.Фатхутдинов, Р. А. Производственный менеджмент
:учебник / Р. А. Фатхутдинов. – СПб. : Питер, 2011. – 496 с.

Приложение 1
Пример оформления титульного листа контрольной работы
Министерство образования и науки РФ Федеральное государственное бюджетное образовательное учреждение
высшего профессионального образования «Сибирская государственная автомобильно-дорожная академия
(СибАДИ)»
Факультет |
Заочный |
Кафедра
Менеджмент
КОНТРОЛЬНАЯ РАБОТА
по дисциплине «Производственный менеджмент»
на тему «Производственный процесс и его организация во времени»
Выполнил студент: |
гр. |
|
_____________________ |
|
Ф.И.О. |
Проверил преподаватель: |
______________________ |
|
Ф.И.О. |
Омск, 2012
Приложение 2
Пример решения задачи «Производственный процесс и его организация во времени»
Задача.
Определить длительность технологического и производственного циклов обработки партии деталей при разных видах движений, построить графики процесса обработки партии деталей при следующих исходных данных: величина партии деталей n = 20 шт.; величина транспортной партии р = 10 шт.; среднее межоперационное время tмо = 2 мин; режим работы – двухсменный; длительность рабочей смены tсм = 8 ч; длительность естественных процессов tе = 35 мин; технологический процесс обработки представлен в табл. 7.1.
Талица 7.1 – Технологический процесс обработки деталей
Номер |
Операция |
Количество единиц |
Норма |
|
операции |
оборудования, шт. |
времени, мин |
||
|
||||
1 |
Токарная |
1 |
3,00 |
|
2 |
Сверлильная |
1 |
1,50 |
|
3 |
Шлифовальная |
2 |
5,00 |
Решение.
1.Расчет длительности технологического цикла при последовательном виде движений предметов труда ведется по формуле (2.2)
Tтех |
3,00 |
|
1,50 |
|
5,00 |
|
|
||
20 |
|
|
|
|
|
|
|
140 мин. |
|
|
|
|
|||||||
Ц(посл) |
|
1 |
|
1 |
|
2 |
|
|
|
|
|
|
|
||||||
2.Расчет длительности производственного цикла при последовательном виде движений предметов труда ведется по формуле (2.5)
TЦпр(посл) 140 3 2 35 181 мин.
3.График длительности производственного цикла при последовательном виде движений предметов труда представлен на рис. 1.
4.Расчет длительности технологического цикла при параллельном виде движений предметов труда ведется по формуле (2.3)
|
3,00 |
3,00 |
|
1,50 |
|
5,00 |
|
|
|||
Tтех |
20 10 |
|
10 |
|
|
|
|
|
|
|
100 мин. |
|
|
|
|
||||||||
Ц(пар) |
1 |
|
1 |
|
1 |
|
2 |
|
|
||
|
|
|
|
||||||||
5.Расчет длительности производственного цикла при параллельном виде движений предметов труда ведется по формуле (2.6)
TЦпр(пар) 100 3 2 35 141 мин.
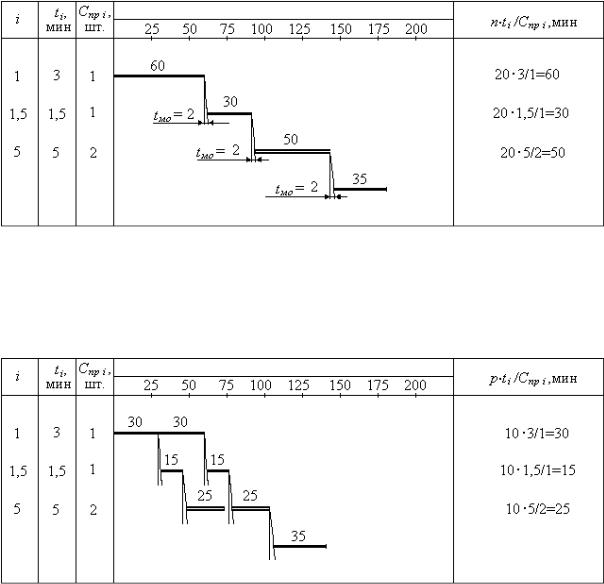
Рис. 1 – График длительности производственного цикла при последовательном виде движений
6.График длительности производственного цикла при параллельном виде движений предметов труда представлен на рис. 2.
Рис. 2 – График длительности производственного цикла при параллельном виде движений
7.Расчет длительности технологического цикла при параллельнопоследовательном движении предметов труда ведется по формуле
(2.4)
Tтех |
3,00 |
|
1,50 |
|
5,00 |
1,50 |
|
1,50 |
|
|
|||||
20 |
|
|
|
|
|
|
|
(20 10) |
|
|
|
|
|
110 мин. |
|
|
|
|
|
|
|
|
|||||||||
Ц(пп) |
|
1 |
|
1 |
|
2 |
|
1 |
|
1 |
|
|
|||
|
|
|
|
|
|||||||||||
8.Расчет длительности производственного цикла при параллельнопоследовательном движении предметов труда ведется по формуле
(2.7)
TЦпр(пп) 110 3 2 35 151 мин.

9.График длительности производственного цикла при параллельнопроизводственном движении предметов труда представлен на рис. 3. При построении графика длительности производственного цикла
при параллельно-последовательном движении предметов труда необходимо соблюдать следующие правила:
а) если продолжительность последующей операции меньше продолжительности предыдущей, то перед последующей операцией создается запас заготовок, позволяющий выполнять эту операцию непрерывно;
б) если продолжительность последующей операции больше продолжительности предыдущей, то запас заготовок перед последующей операцией не создается, транспортная партия заготовок сразу передается на следующую операцию по завершении ее обработки.
Рис. 3 – График длительности производственного цикла при параллельно-последовательном виде движений
Учебное издание
ПРОГРАММА КУРСА И
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
для выполнения контрольной работы по дисциплине «Производственный менеджмент»
для студентов заочной формы обучения направления подготовки 080200.62 «Менеджмент» профиль «Производственный менеджмент»
составители: Елена Сергеевна Гришина Виталий Николаевич Иванов
***
Отпечатано в авторской редакции
***
Подписано к печати 10.01.2013 Формат 60х90 1/16. Бумага писчая Оперативный способ печати Гарнитура Times New Roman Усл. п. л. 1,6; уч.-изд. л. 1,2 Тираж 120 экз. Заказ № 6 Цена договорная
_____________________________________________________________
Отпечатано в подразделении оперативной полиграфии УМУ СибАДИ 644080, г. Омск, пр. Мира, 5.