

1.2 Анализ условий работы детали
Корпус прямой является одной из основных частей механизма. Поэтому точность при изготовлении и ремонте детали должна быть высокой. Это связано с тем, что механизм при работе испытывает воздействие значительных вибраций. Поэтому необходимо в процессе изготовления и в процессе ремонта строго соблюдать требования к точности и качеству детали, регламентированных заводом-изготовителем. В процессе эксплуатации деталь подвергается воздействию переменных нагрузок.
Высокая температура работы детали связаны с тем, что деталь находится в непосредственном контакте с элементами механизма, которые в процессе работы могут нагреваться до высоких температур. Среда, в которой работает деталь агрессивная (присутствие смазки и постоянный контакт с окружающей средой).
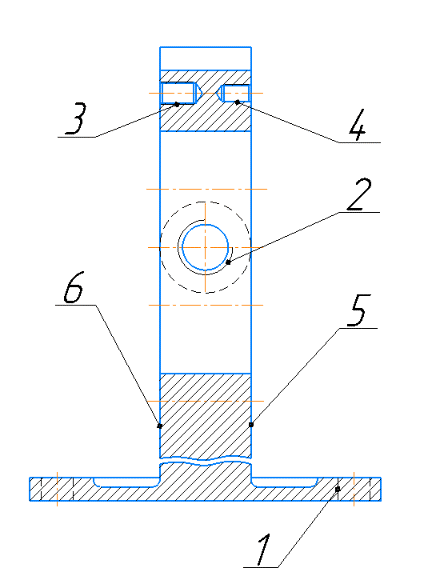
В процессе работы у шкива возникают следующие дефекты:
– износ отверстия;
– износ резьбового отверстия;
– износ торцевой поверхности;
Износ отверстия происходит из-за дисбаланса и возникающего вибрационного нагружения детали. Деталь испытывает напряжения смятия. Также в процессе эксплуатации может возникать поверхностная коррозия металла, что ведёт к изменению размеров отверстий.
Износ наружной поверхности происходит из-за коррозионного воздействия среды, в которой эксплуатируется деталь и под действием сил, которые сжимают данную поверхность.
Возможные дефекты данной детали представлены в таблице 1.2.
Таблица 1.2 – Дефектовочная карта
Дефектовочная карта |
||||||
Корпус прямой |
||||||
|
Обозначение |
|||||
|
||||||
Материал |
||||||
СЧ12 |
||||||
ГОСТ 1412-85 |
||||||
|
||||||
––––– |
||||||
Позиция |
Возможный дефект |
Способ установления дефекта и средства контроля |
Размер, мм |
Заключение |
||
по рабочему чертежу |
допустимый без ремонта |
|||||
1 |
2 |
3 |
4 |
5 |
6 |
|
- |
Обломы или трещины |
Осмотр |
|
|
Браковать |
|
1 |
Износ цилиндрического отверстия |
Калибр-пробка НЕ-14-H11 ГОСТ 14810-69 |
|
|
Ремонтировать. Обработать до выведения следов износа, заварить, обработка до требуемого размера |
|
2 |
Износ резьбового отверстия |
Резьбовой калибр-пробка М24х2-7H ГОСТ 2016-86 |
М24х2-7H |
Непрохождение калибра |
Ремонтировать. Обработать до выведения следов износа, заварить, обработка до требуемого размера |
|


Окончание таблицы 1.1
1 |
2 |
3 |
4 |
5 |
6 |
3 |
Износ резьбового отверстия |
Резьбовой калибр-пробка М10х1,5-7H ГОСТ 2016-86 |
М10х1,5-7H |
Непрохождение калибра |
Ремонтировать. Обработать до выведения следов износа, заварить, обработка до требуемого размера |
4 |
Износ резьбового отверстия |
Резьбовой калибр-пробка М8х1,25-7H ГОСТ 2016-86 |
М8х1,25-7H |
Непрохождение калибра |
Ремонтировать. Обработать до выведения следов износа, заварить, обработка до требуемого размера |
5 |
Износ торцевой поверхностя |
Штангенциркуль ШЦЦ-1-250-0,01 ГОСТ 166-89 |
|
|
Ремонтировать. Обработать до выведения следов износа, наплавить, обработка до требуемого размера |
6 |
Износ торцевой поверхностя |
Штангенциркуль ШЦЦ-1-250-0,01 ГОСТ 166-89 |
|
|
Ремонтировать. Обработать до выведения следов износа, наплавить, обработка до требуемого размера |
7 |
Коробление плоскости корпуса |
Индикатор часового типа ИЧ10 ГОСТ 577-68 |
Коробление не больше 0,02 |
Коробление 0,02 |
Ремонтировать. Обработать до выведения следов износа, наплавить, обработка до требуемого размера |

