

Содержание
Характеристика условий работы детали……………..……………..4
Карта дефектовки восстанавливаемой детали ……………..………..5
Маршруты восстановления детали …………….…………………...9
Маршрутная карта восстановления детали …………….…………10
Нормирование технологических операций в соответствии с маршрутом восстановления…………………………………………………...14
Список использованных источников………………………………………….19
1 Характеристика условий работы гильзы цилиндра двигателя
Гильза цилиндров изготовлена из серого чугуна марки СЧ 18-36 твердостью не менее НВ 196. В верхнюю часть гильзы запрессована вставка, изготовленная из легированного чугуна марки ТУОГМ твердостью НВ 156-197. Основные дефекты гильзы цилиндров приведены в таблице 2.1.
Гильза двигателя является относительно простой деталью, но от точности размеров и взаимного расположения рабочих поверхностей гильз зависит работоспособность двигателя в целом.
Гильзы цилиндров автомобильных двигателей изготавливают из серого чугуна марки СЧ 18-36 (у двигателей ЗИЛ-130) и СЧ 21-44 (у двигателей К-740), специального легированного чугуна (у двигателей ЯМЗ-236). Твердость чугунных гильз НВ 170—241 (в зависимости от марки чугуна).
В блоке двигателя устанавливают вставные гильзы, омываемые охлаждающей жидкостью. Внутренняя поверхность гильзы служит направляющей для поршней.
Увеличение срока службы гильз цилиндров достигается в результате запрессовки в наиболее изнашиваемую (верхнюю) их часть коротких тонкостенных гильз из кислотоупорного чугуна.
Гильзы цилиндров изнашиваются неравномерно. Наибольший износ по окружности наблюдается в плоскости качения шатуна, а вдоль оси цилиндра - в зоне расположения компрессионных колец при положении поршня в верхней мертвой точке.

Рис.1 - Блок цилиндров двигателя автомобиля ЗИЛ-130
Основными дефектами гильз, поступающих в капитальный ремонт, являются:
- трещины, обломы и пробоины;
- износ посадочной поверхности;
- износ рабочей поверхности
Возможность восстановления гильз в зависимости от характера дефектов, их расположения и размеров рабочих поверхностей регламентируется техническими условиями на капитальный ремонт автомобилей.
При наличии трещин или сколов, обнаруживаемых визуально, гильзы выбраковывают. Для выявления скрытых дефектов гильзу подвергают гидравлическому испытанию под давлением 4 кГ/см2 в течение 1-2 мин. Па наружной поверхности гильзы не должны быть заметны капли воды.
Изностойкость гильзы цилиндров зависит от ее положения в блоке цилиндров, которое определяется техническим состоянием посадочных поверхностей гильзы и блока цилиндров. Дополнительные напряжения и деформации в гильзе возникают в результате ее перекоса при установке в посадочные отверстия блока цилиндров. Перекосы гильзы возможны из-за несоосности верхних и нижних посадочных поверхностей, различной глубины выточки в блоке под упорный бурт гильзы, неперпендикулярности нижней плоскости фланца к продольной оси гильзы и деформации блока цилиндров.
По данным исследований установлено, что биение наружной поверхности фланца гильзы относительно оси посадочных поясков в отдельных случаях достигает 0,09 мм (при допуске завода-изготовителя 0,03 мм) у гильз, поступающих в капитальный ремонт. Блок цилиндров обычно деформируется в результате неравномерной затяжки болтов крепления головки цилиндров, а также динамических нагрузок. Кроме того, образование дополнительных напряжений в гильзе цилиндров зависит от величины зазора в сопряжении посадочных поверхностей гильза — блок цилиндров. Поэтому при ремонте гильзы необходимо обращать внимание на размеры посадочных поверхностей и величину их соосности.
Исследованиями, проведенными на ЗИЛе, установлено, что имеется возможность восстанавливать не менее 90% гильз, поступающих на авторемонтные заводы в первый раз, а изменение размера посадочных поясков на 0,01—0,02 мм не нарушает работоспособности гильзы. Провертывание вставки гильзы в процессе расточки и хонингования не происходит, а частичное (в пределах установленного размера) ослабление посадки вставки не влияет ни на качество ремонта, ни на дальнейшую работоспособность гильзы.
Установлено, что наличие зазора между вставкой и гильзой в верхней части не является браковочным признаком при условии, если щуп шириной 10 мм и толщиной 0,03 мм входит в образовавшийся в процессе эксплуатации зазор на глубину до 1,5 мм.
Восстановление гильз требует организации специализированных участков, оснащенных необходимым оборудованием и инструментами.
При значительном коррозионном износе и деформации посадочные поверхности гильзы цилиндров восстанавливают до номинальных размеров. Изношенные посадочные поверхности предварительно шлифуют, осталивают и окончательно шлифуют до номинального размера.
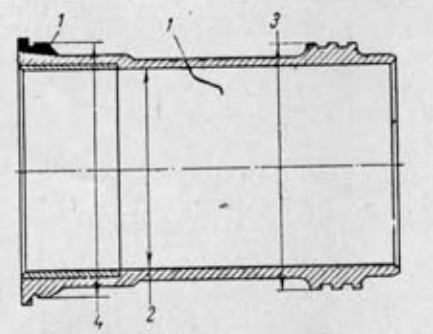
Рисунок 1.2 -– Эскиз гильзы ЗИЛ 130