

2.3 Розрахунок кількості обладнання, його завантаження та ступеню синхронізації операцій технологічного процесу
Розрахунок кількості обладнання для кожної операції проводиться по формулі:
 (2.3)
(2.3)
де nрi – розрахункове число верстатів на і-тій операції, шт.;
tштi – штучний час на і-ту операцію, хв.;
τ – такт потокової лінії, хв./шт.,
Округляємо nрi до першого більшого або найближчого цілого числа – отримаємо прийняту кількість верстатів nnрi.
1) nрі =7,79/4,45 = 1,76 nnрi = 2 (шт.)
2) nрі =2,38/4,45 = 0,54 nnрi = 1 (шт.)
3а) nрі =11,83/4,45 = 3,67 nnрi = 4 (шт.)
3б) nрі =4,63/4,45 = 1,05 nnрi = 2 (шт.)
4) nрі =6,31/4,45 = 1,42 nnрi = 2 (шт.)
5) nрі =4,24/4,45 = 0,96 nnрi = 1 (шт.)
6) nрі =3,07/4,45 = 0,69 nnрi = 1 (шт.)
7) nрі =2,18/4,45 = 0,49 nnрi = 1 (шт.)
8) nрі =6,15/4,45 = 1,39 nnрi = 2 (шт.)
9) nрі =10,36/4,45 = 2,34 nnрi = 3 (шт.)
10) nрі =5,32/4,45 = 1,2 nnрi = 2 (шт.)
Проведемо розрахунки для двох варіантів Аі Б:
А) Разом nрі = 1,76+0,54+2,67+1,42+0,96+0,69+0,49+1,39+2,34+1,2=
= 14,39 (шт.)
Б) Разом nрі = 1,76+0,54+1,05+1,42+0,96+0,69+0,49+1,39+2,34+1,2 =
=11,77 (шт.)
Результати розрахунків записуємо у таблицю 2.1.
Завантаження обладнання ηзi визначаємо також для кожної i – ої операції по формулі:
 (2.4)
(2.4)
nзі=1,75/2*100%=88%
nзі=0,53/1*100%=54%
3а) nзі=2,66/3*100%=89%
3б) nзі=1,04/2*100%=52%
4) nзі=1,42/2*100%=71%
5) nзі=0,95/1*100%=96%
6) nзі=0,69/1*100%=69%
7) nзі=0,49/1*100%=49%
8) nзі=1,38/2*100%=69%
9) nзі=2,33/3*100%=78%
10) nзі=1,19/2*100%=60%
Завантаження обладнання на операціях не повинно перевищувати 85 – 90% для створення резерву обладнання з метою забезпечення безперебійної роботи потокової лінії.
Таблиця 2.1 - Розрахунок обладнання на потоковій лінії
Проект А:
|
№ операції |
Назва операції |
tштi, хв. |
nрi,шт...... |
nпрi, шт.. |
Ηзі, % |
tштi/nпрi |
Ступінь несинхро-нізації, Сі | ||||||
|
1 |
Обробка отвору і торця |
7,79 |
1,76 |
2 |
87,5% |
3,9 |
0,347 | ||||||
|
2
|
Протяжка отвору |
2,38 |
0,54 |
1 |
53 % |
2,38 |
-0,178 | ||||||
|
3 |
Токарна обробка |
11,83 |
2,67 |
4 |
66,5% |
2,957 |
0,022 | ||||||
|
4 |
Фрезерування торцевою фрезою |
6,31 |
1,42 |
2 |
71% |
3,155 |
0,090 | ||||||
|
5 |
Свердлення отвору Ø20 |
4,24 |
0,96 |
1 |
47% |
2,12 |
-0,268 | ||||||
|
6 |
Слюсарна обробка |
3,07 |
0,69 |
1 |
69% |
3,07 |
0,061 | ||||||
|
7 |
Миття |
2,18 |
0,49 |
1 |
49% |
2,18 |
-0,247 | ||||||
|
8 |
Термічна обробка |
6,15 |
1,38 |
2 |
69% |
3,075 |
0,062 | ||||||
|
9 |
Внутрішнє шліфування |
10,36 |
2,33 |
3 |
77% |
3,45 |
0,192 | ||||||
|
10 |
Зовнішнє шліфування |
5,32 |
1,19 |
2 |
59,5 % |
2,66 |
-0,081 | ||||||
|
Разом
|
59,63 |
13,39 |
19 |
- |
28,947 |
- | |||||||
Проект Б:
|
№ операції |
Назва операції |
Tштi, хв. |
nрi,шт. |
nпрi, шт.. |
Ηзі, % |
tштi/nпрi |
Ступінь несинхро-нізації, Сі | ||||||
|
1 |
Обробка отвору і торця |
7,79 |
1,76 |
2 |
87,5% |
3,9 |
0,3778 | ||||||
|
2
|
Протяжка отвору |
2,38 |
0,54 |
1 |
53 % |
2,38 |
-0,159 | ||||||
|
3 |
Токарна обробка |
4,63 |
1,05 |
2 |
52 % |
2,315 |
-0,182 | ||||||
|
4 |
Фрезерування торцевою фрезою |
6,31 |
1,42 |
2 |
71% |
3,155 |
0,1146 | ||||||
|
5 |
Свердлення отвору Ø20 |
4,24 |
0,96 |
1 |
47% |
2,12 |
-0,251 | ||||||
|
6 |
Слюсарна обробка |
3,07 |
0,69 |
1 |
69% |
3,07 |
0,0846 | ||||||
|
7 |
Миття |
2,18 |
0,49 |
1 |
49% |
2,18 |
-0,23 | ||||||
|
8 |
Термічна обробка |
6,15 |
1,39 |
2 |
69% |
3,075 |
0,0864 | ||||||
|
9 |
Внутрішнє шліфування |
10,36 |
2,34 |
3 |
77% |
3,45 |
0,2189 | ||||||
|
10 |
Зовнішнє шліфування |
5,32 |
1,2 |
2 |
59,5 % |
2,66 |
-0,06 | ||||||
|
Разом
|
52,43 |
11,77 |
17 |
- |
28,305 |
- | |||||||
Середнє завантаження обладнання ηз сер розраховується по формулі:
 (2.5)
(2.5)
де m – число операцій.
Проведемо розрахунки для двох варіантів А і Б:
А) nзсер=14,39/19 = 0,7695
Б) nзсер= 11,77/17 = 0,6538
Ступінь несинхронізації операцій розраховується по формулі:
 (2.6)
(2.6)
де  – робочий такт на і-тій операції;
– робочий такт на і-тій операції;
 – середній робочий такт потокової
лінії.
– середній робочий такт потокової
лінії.
1) =7,79/2=3,9
(хв./шт.)
=7,79/2=3,9
(хв./шт.)
2)
 =2,38/1=2,38
(хв./шт.)
=2,38/1=2,38
(хв./шт.)
3а)
 =11,83/4=2,957
(хв./шт.)
=11,83/4=2,957
(хв./шт.)
3б)
 =4,63/2=2,315
(хв./шт.)
=4,63/2=2,315
(хв./шт.)
4)
 =6,31/2=3,155
(хв./шт.)
=6,31/2=3,155
(хв./шт.)
5)
 =4,24/1=4,24
(хв./шт.)
=4,24/1=4,24
(хв./шт.)
6)
 =3,07/1=3,07
(хв./шт.)
=3,07/1=3,07
(хв./шт.)
7)
 =2,18/1=2,18
(хв./шт.)
=2,18/1=2,18
(хв./шт.)
8)
 =6,15/2=3,075
(хв./шт.)
=6,15/2=3,075
(хв./шт.)
9)
 =10,36/3=3,45
(хв./шт.)
=10,36/3=3,45
(хв./шт.)
10)
 =5,32/2=2,66
(хв./шт.)
=5,32/2=2,66
(хв./шт.)
Середній робочий такт потокової лінії знаходиться по формулі:
 (2.7)
(2.7)
Проведемо розрахунки для двох варіантів А і Б:
|
Проект А: (tштi/nпрi)сер =28,947/10 = 2,8947 |
проект Б: (tштi/nпрi)сер = 28,305/10 = 2,8305 |
|
1)Сі=(3,9-2,8947)/2,8947 = 0,347 |
1)Сі=(3,9-2,8305)/ 2,8305 = 0,378 |
|
2)Сі=(2,38-2,8947)/2,8947 = -0,178 |
2)Сі=(2,38-2,8305)/ 2,8305 = -0,159 |
|
3)Сі=(2,957-2,8947)/2,8947 = 0,022 |
3)Сі=(2,315-2,8305)/2,8305 = -0,182 |
|
4)Сі=(3,155 -2,8947)/2,8947 = 0,09 |
4)Сі=(3,155-2,8305)/2,8305= 0,1146 |
|
5)Сі=(2,12 -2,8947)/2,8947 = -0,268 |
5)Сі=(2,12- 2,8305)/2,8305 = -0,251 |
|
6)Сі=(3,07 -2,8947)/2,8947 = 0,061 |
6)Сі=(3,07 -2,8305)/2,8305 = 0,0846 |
|
7)Сі=(2,18 -2,8947)/2,8947 = -0,247 |
7)Сі=(2,18 -2,8305)/2,8305 = -0,23 |
|
8)Сі=(3,075 -2,8947)/2,8947 = 0,062 |
8)Сі=(3,075 -2,8305)/2,8305 = 0,0864 |
|
9)Сі=(3,45 -2,8947)/2,8947 = 0,192 |
9)Сі=(3,45 -2,8305)/2,8305 = 0,22 |
|
10)Сі=(2,66 -2,8947)/2,8947 = -0,081 |
10)Сі=(2,66-2,8305)/2,8305 = -0,06 |
По отриманих результатах будується графік синхронізації операцій (рисунок 2.1) і графік завантаження обладнання (рисунок 2.2) по двом варіантам А і Б.
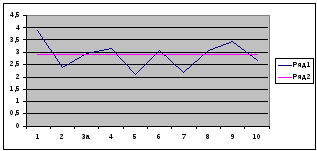
Рисунок 2.1а Графік синхронізації операцій по проекту А
А) nзісер=(87,5+58+66,5+71+47+69+49+69+77+59,5)/20 =32,67 (%)
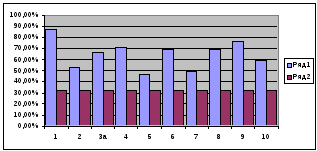
Рисунок 2.2а Графік завантаження обладнання на операціях по проекту А
На операціях 1,2,5,7,10 ступінь десинхронізації перевищує 10%, тому таку лінію слід називати прямо токовою або несинхронізованою.
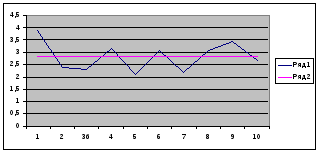
Рисунок 2.1б Графік синхронізації операцій по проекту Б
Б) nзісер = (87,5+58+52+71+47+69+49+69+77+59,5)/18= 35,5 (%)
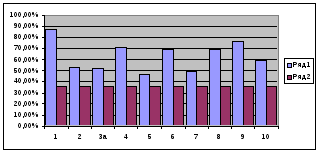

Рисунок 2.2б Графік завантаження обладнання на операціях по проекту Б
На операціях 1,2,3,5,7 ступінь десинхронізації перевищує 10%, тому таку лінію слід називати прямо токовою або несинхронізованою.