Список использованных источников
-
Кузнецов А.В. «Методические указания к выполнению курсовых
проектов по предмету Технологическая оснастка специальность
151001›› .Рыбинск, 1999г.
-
Аверьянов И.Н., Кузнецов А.В. «Методика назначения режимов
резания››. Рыбинск, 1999г.
-
Анурьев В.И. «Справочник конструктора машиностроителя›› .
Машиностроение, в трех томах, 1972г.
-
Ансеров М.А.«Приспособления для металлорежущих станков›› .
Машиностроение, 1963г.
-
Козловский Н.С.Ключников В.Н.«Сборник примеров и задач по курсу Основы стандартизации, допуски посадки и технические измерение››
Машиностроение, 1983г.
-
Чекмарёв А.А. «Справочник по машиностроительному черчению». «Высшая школа» 2000г.
5. Расчет приспособления на точность
5.1 Изображаем теоретическую и практическую схемы базирования:
Точки 1,2,3,4 лишают заготовку
четырех степеней свободы:
перемещений вдоль оси OZ и OY и
вращений вокруг этих осей.
Точка 5 лишает заготовку 1-ой
степени свободы – вращения
вокруг оси OX.
Точка 6 лишает заготовку 1-ой
степени свободы – перемещения
вдоль оси OX.
Рисунок 5.1 – Теоретическая схема базирования
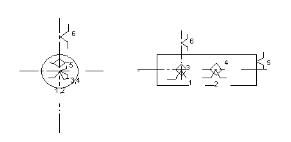
Точки 1,2,3,4- двойная направляющая база
Точки 5,6- опорные базы
Рисунок 5.2 – Практическая схема базирования
5.2 Проверяем приспособление на точность
Уравнение соблюдения условия точности:
 ,
где
,
где
 –
допуск
на размер детали, мм,
–
допуск
на размер детали, мм, =
0,15 мм [чертеж детали],
=
0,15 мм [чертеж детали],
 –
допуск
на изготовление приспособления,
–
допуск
на изготовление приспособления,
 =0.03мм;
=0.03мм;
 –
погрешность
обработки, мм;
–
погрешность
обработки, мм; =
0,03 мм. [1], стр. 18;
=
0,03 мм. [1], стр. 18;
 –
погрешность
установки, мм;
–
погрешность
установки, мм;
 [мм],
где
[мм],
где
 –
погрешность
закрепления, мм,
–
погрешность
закрепления, мм,
 =
0,03 мм [4], стр. 37;
=
0,03 мм [4], стр. 37;
 –
погрешность
базирования,
–
погрешность
базирования,
 =0
[мм];
=0
[мм];
 мм
мм


Вывод: условие соблюдается, т.е. точность обеспечивается.
3.Расчёт зажимного усилия заготовки в приспособлении
Под действием окружной силы Рz заготовка пытается провернутся вокруг своей оси, этому препятствуют силы трения в местах контакта заготовки с лепестками цанги.
∑Мio=0
 ,где
,где
 – окружная
сила;
– окружная
сила;
f – коэффициент трения в местах контакта:
f = (0,5…0,6), примем f = 0,6;
D – наружный диаметр фрезы; D =12мм;
K – коэффициент надежности закрепления заготовки,
k = 2…2,5 [1] , c.9; примем k = 2.

 ,где
,где
 – поправочный
коэффициент для заданного уровня
резания, [2], с.7
– поправочный
коэффициент для заданного уровня
резания, [2], с.7
 – предел
прочности, Мпа;
– предел
прочности, Мпа;
 =
780 Мпа;
=
780 Мпа;
Рисунок 3.1
Схема сил, действующих
на заготовку
n – показатель степени; n = 0,9; [2], с.73
x,y,n,q,ω – показатели степени
 =
68,2, [2], с.73
=
68,2, [2], с.73
x = 0,86, [2], с.73
y = 0,72, [2], с.73
n = 1, [2], с.73
q = 0,86, [2], с.73
ω = 0, [2], с.73
t – глубина резания, t = 1 мм;
B – ширина среза, B = 7,1 мм;
n
– частота вращения шпинделя, n
= 290
 ;
;
Sz
– подача на зуб, Sz
= 0,15 ;
;
Z – число зубьев, Z = 24