

3. Химическое связывание
Например, для получения абсолютного спирта, спирт-ректификат обрабатывается водоотнимающими средствами (CuSO4, CaO) прочно связывающими воду, но химически не реагирующими со спиртом. После такой обработки вода связывается в кристаллогидрат или в гидроксид. После этого при перегонке из смеси отгоняется практически чистый этанол.
4. Образование тройных азеотропов
Один компонент смеси можно связать вместе с частью другого компонента в тройной азеотроп при добавлении третьей жидкости(разделяющего агента). Например, вода, этиловый спирт и бензол могут образовать тройной азеотроп с составом 74% бензола + 19% этанола + 7% воды и с Ткип= 65 градусов. К спирту-ректификату добавляется рассчитанное количество бензола для связывания всей воды. В результате перегонки такой смеси вначале отгоняется весь тройной азеотроп, а в кубовом остатке накапливается практически чистый этиловый спирт.
5. Азеотропная ректификация
Принцип похож на метод, описанный выше. Но в этом случае третий компонент(разделяющий агент), подающийся в колону вместе с исходной смесью, связывается в азеотроп с одним из компонентов. И уже этот азеотроп (разделяющего агента и одного из компонентов смеси отгоняется), а в кубовом остатке накапливается практически чистый второй компонент исходной смеси. Отогнанный азеотроп может быть также разделен на компонент смеси и разделяющий агент, который поступит обратно в колонну.
6. Экстрактивная ректификация
К исходной смеси добавляют подобранный труднолетучий компонент (разделяющий агент), избирательно растворяющий один из компонентов исходной смеси и мало растворяющий другой. Растворяя в себе один из компонентов, разделяющий агент понижает тем самым упругость его паров и способствует разделению исходной смеси. Один из компонентов получают в почти чистом виде. Смесь растворившегося компонента и разделяющего агента разделяют ректификацией.
3) Насадочные колонны( кольца паля, рашига и тд.) Плюсы, минусы.
Широкое распространение в промышленности в качестве абсорберов получили колонны, заполненные насадкой — твердыми телами различной формы. В насадочной колонне (рис. 1) насадка 1 укладывается на опорные решетки 2, имеющие отверстия или щели для прохождения газа и стока жидкости. Последняя с помощью распределителя 3 равномерно орошает насадочные тела и стекает вниз.
По всей высоте слоя насадки равномерное распределение жидкости по сечению колонны обычно не достигается, что объясняется пристеночным эффектом — большей плотностью укладки насадки в центральной части колонны, чем у ее стенок. Вследствие этого жидкость имеет тенденцию растекаться от центральной части колонны к ее стенкам. Поэтому для улучшения смачивания насадки в колоннах большого диаметра насадку иногда укладывают слоями (секциями) высотой 2—3 м и под каждой секцией, кроме нижней, устанавливают перераспределители жидкости 4.

Рисунок 1. Насадочный абсорбер.
1 — насадка; 2 — опорная решетка; 3 — распределитель жидкости;
4 -перераспределитель жидкости.
Выбор насадок
Для того чтобы насадка работала эффективно, она должна удовлетворять следующим основным требованиям:
1) обладать большой поверхностью в единице объема;
2) хорошо смачиваться орошающей жидкостью;
3) оказывать малое гидравлическое сопротивление газовому потоку;
4) равномерно распределять орошающую жидкость;
5) быть стойкой к химическому воздействию жидкости и газа, движущихся в колонне;
6) иметь малый удельный вес;
7) обладать высокой механической прочностью;
8) иметь невысокую стоимость.
Насадок, полностью удовлетворяющих всем указанным требованиям, не существует, так как, например, увеличение удельной поверхности насадки влечет за собой увеличение гидравлического сопротивления аппарата и снижение предельных нагрузок. В промышленности применяют разнообразные по форме и размерам насадки (рис. 2), которые в той или иной мере удовлетворяют требованиям, являющимся основными при проведении конкретного процесса абсорбции.
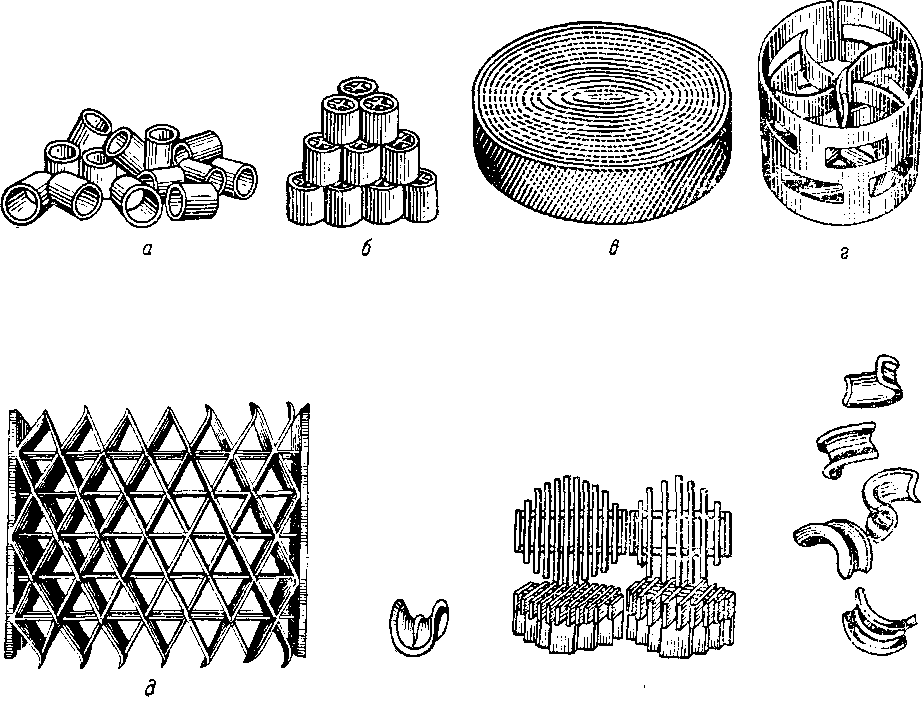
Рисунок 2. Типы насадок.
а — кольца Рашига, беспорядочно уложенные (навалом); б — кольца с перегородками, правильно уложенные; в — насадка Гудлое; г — кольца Паля; д — насадка «Спрейпак»; е — седла йерля; ж — хордовая насадка; з — седла «Инталлокс».
Насадки изготавливают из разнообразных материалов (керамика, фарфор, сталь, пластмассы и др.), выбор которых диктуется величиной удельной поверхности насадки, смачиваемостью и коррозионной стойкостью.
Широко распространена насадка в виде тонкостенных керамических колец высотой, равной диаметру (кольца Рашига), который изменяется в пределах 15—150 мм. Кольца малых размеров засыпают в абсорбер навалом. Большие кольца (размерами не менее 50х50 мм) укладывают правильным и рядами, сдвинутыми друг относительно друга (регулярная насадка).
Достоинства колец Рашига:
+ просты по конструкции;
+ дешевы в изготовлении;
+ обеспечивают удовлетворительный контакт между жидкостью и газом.
-
Лучше по своим показателям кольца Палля. Они, в отличие от колец Рашига, имеют язычки, отогнутые внутрь.
-
Седловидная насадка предпочтительна при работе с продуктами, загрязняющими насадку.
-
Хордовые насадки обеспечивают хороший контакт между жидкостью и газом и в то же время имеют малое гидравлическое сопротивление. Основное применение хордовые насадки нашли в вакуумных колоннах.
Регулярная насадка имеет ряд преимуществ перед нерегулярной, засыпанной в абсорбер навалом:
+ обладает меньшим гидравлическим сопротивлением;
+ допускает большие скорости газа.
Достоинства насадочных колонн:
1) относительно большая площадь поверхности контакта фаз, по сравнению с плёночными трубчатыми и полыми распыливающими абсорберами;
2) низкое гидравлическое сопротивление, по сравнению с тарельчатыми абсорберами;
3) высокая коррозионная стойкость контактных элементов;
4) более простая и менее металлоёмкая конструкция по сравнению с тарельчатыми аппаратами;
5) высокая движущая сила благодаря малому продольному перемешиванию.
Недостатки:
1) меньшая поверхность контакта фаз, по сравнению с тарельчатыми барботажными колоннами, и, как следствие, большие объёмы аппаратов;
2) плохое смачивание насадки при малых расходах жидкой фазы;
3) сложность отвода теплоты при экзотермическом эффекте абсорбции.