

Техникалық жоба (тж ) сатысында істелетін жұмыстар
Жұмыстар |
Жұмыстар мазмұны |
Ақырғы техникалық сұрақтарды шешу |
Өнімнің және оның құрама бөліктерінің ақырғы конструк-тивтік шешімдерін дайындау ақтық Т.Э. есептердің өлшемдік тізбектерді есептеу. Дәлденген кинематикалық, электрлік, пневматикалық, гидравликалық схемаларды, машинаның және оның бөліктерінің жұмыс циклограммасын жасау. Стандарттардың және бірыңғайлаудың тағайын-далған деңгейін, өнімнің сенімділігін қамтамасыз ететін техникалық шешімдерді дайындау. |
Конструкцияны талдау және өнімді бағалау |
Өнімнің және оның бөліктерінің технологияға икемділігін талдау және оны қамтамасыз ету. Тасымалдау, сақтау және монтаждау мүмкіншілік-терін бағалау. Экономикалық көрсеткіштерді бағалау (өзараалмасушылық жұмысқа ыңғайлы, ремонтқа жарамдылық). Технологиялық өнімнің деңгеін бағалау, Өнімнің патенттік тазалығын тексеру. Еңбекті қорғау және өндірістік санитария талаптарына сәйкестігін тексеру. |
Өнімнің жасалу мүмкін-шілігін және жұмысқа қабілеттілігін қамтамасыз ету. |
Макеттерді даындау, жасау және сынау. Өнімде қолданылатын жаңа бөлщектер мен материалдарды дайындауға, жинауға тапсырысты ресімдеу. Сатып алынатын өнімдерді пайдалануға рұқсат қағаздар тізімін қабылдау (келістіру). Құрастырма бірліктердің және детальдардың сызбаларын жасау. |
Жобаны Бекіту |
Техникалық жоба құжаттарын қарау, келістіру және бекіту. Тапсырысщы мен келесі негізгі қолданушымен габариттік, орнатылу және қосылу өлшемдерін, келістіру. Жобаны конструкциялық құжаттарды дайындау сатысында істелетін жұмыстар тізімін жасау. |
ТЖ - ның конструкциялық құжаттары және оларды жасауға қойылатын талаптар.
Құжат |
Қойылатын талаптар |
Детальдың сызбасы Жалпы көрініс Теориялық сызба Габариттік сызба
Схемалар (нобай, сүлбі) Сатып алынатын өнімдер тізімі. Сатып алынатын өнімдерді пайдалануға рұқсат қағаздар тізімі. * техникалық жоба ведомості. *.түсіндірме хат.
Сынақ бағдарламасы және әдістемесі Таблицалар (кестелер). Жоба есептері. Патент. Форомуляр. Техникалық деңгей және өнім сапасы картасы. * техникалық жоба міндеті. |
Габарит сызбамен бірге істелуі мүмкін. Қойылатын талаптар эскиздік жоба сатысымен сәйкес, бірақ керекті жағдайларда қабылданған деталь қодырулары, нобай өнімге қойылатын техникалық талаптар (пісіру, бүркеу тәсілдері); өнімнің техникалық сипаттамасы келтіріледі.. МСТ 2.701-84 бойынша.
Жекелей сатылатын өнімдерге жасалады.
МСТ 2.106-68 бойынша.
МСТ 2.106-68 қабылданған тәртіп бойынша барлық конструкторлық құжаттар кіргізіледі. МСТ 2.106-68 , МСТ 2.120-73 бойынша. Өнімнің құрылымы және жұмыс принципінің толық сипаттамасы. Конструкторлық қүжаттардың құра-мына кіретін барлық смемалардың түсіндірме-лері, қолданылатын материалдардың негіздемесі, термия-лық өңдеу және бүркеу әдістерінің негіздемелері, өнімді жасау және жинау дәлдігіне қойылатын талаптар, актық технико – экономилық есептер кіргізіледі.
Түсіндірме хатпен бірге істелуі мүмкін. МСТ 15.012-84 бойынша. МСТ 2.116-84 бойынша.
Құжаттары. |
Ескерту: * ( ТЖ ) техникалық жобаның қажетті құжаттары.
Әдебиет
2 негіз. [бет. 86-97, 109-112] 6 қос.
Бақылау сұрақтары
1. Эскиздік жоба. Эскизді жобаны өңдеу кезінде жүргізілетін жұмыстар, конструкциялық құжаттар.
2. Техникалық жоба. Техникалық жобаны өңдеу кезінде жүргізілетін жұмыстар, конструк-циялық құжаттар.
3. Конструкциялық құжаттардың техникалық жоба талаптары және оны орындау .
4. Конструкциялық құжаттар.
Дәріс № 5. Жобалау конструциялық құжаттарды дайындау
Жобалаудың барлық сатылары жобалау конструкциялық құжаттарды дайындауға негіз болады. Бұл сатыда соны детальдардың конструкциясы және технологияға икемділігі сияқты техникалық сұрақтар шешіледі. Сонымен бірге алдыңғы сатылардың конструк-циялық құжаттарын талқылау және қабылдау кезінде анықталған барлық кемшіліктер жөнделеді, жобалау процесінде пайда болған ұсыныстар талданады және ескеріледі. Бұл стадияның соңында жаңа өнімнің жобасы толық бітуі керек.
Жобалау конструкциялық құжаттарды дайындау сатысында конструкция-ның технологияға икемділігі және сапа көрсеткіштері қамтамасыз етіледі. ЖКҚ-тарды дайындау өндірісті техникалық дайындаумен тығыз байланысты.
Бұл сатыда келесі сұрақтар шешіледі:
- өңдеу дәлдігін анықтау;
беттердің кедір-бұдырлығын анықтау;
базаларды таңдау;
өлшемдерді қою;
өнімнің шыдамдылығы, беріктігі және т.б. тексеріс есептерін жасау;
есептердің нәтижесінде түзетулер енгізу;
нормалық және технологиялық тексеру;
өнімнің актық құнын есептеу;
өнімнің экономиялық салдарын есептеу;
тәжірибелік үлгіні, бастапқы серияны шығару, сынау;
сынақ нәтижелері негізінде конструкциялық құжаттарды түзетулер енгізу;
Конструкциялы құжаттарды дайындау процесінде жоғарыда аталған барлық жобалау стадияларының жасалуы міндетті емес. Ол конструкцияның күрделілігіне, жаңалығына және шығарылу программасына байланысты қолданылады. Жобалау мерзімін қысқарту үшін практикада іс жүзінде бірнеше сатылар біріктіріледі. Бірақ барлық жағдайда сатыларға қойылатын талаптар орындалуы керек. Конструкциялы құжаттарды шамадан тыс қысқарту ЖКҚ-тардың сапасының нашарлауына әкеліп соқтырады, ал бұл өз кезегінде өнімді өндіріске енгізу процесінде қаражатты және уақытты артық шағындауға әкеледі. Бірлік өндірістік қарапайым өнімдердің конструкциясын жасау әдетте бір сатыда-техножұмыстың жобада жасалады. Бұл жағдайда жобалық документация шығарылмайды, тек жұмысшы сызбалар жасаумен шектеледі.
Жобалау кезінде жасалатын есептер.
Машиналарды жобалау оларды есептеумен тығыз байланысты. Есептеу арқылы өнімнің техникалық сипаттамасы жүктелген бөлшектердің пішіні мен өлшемдері, беріктік (запас) коэффициенті және техникалық тапсырма тағайындалады. Есептеу мен құрылым жасау бірін-бірі толықтырып отыратын өз ара байланысты үрдістер. Механизмдердің сенімділігін, жұмысқа қабілет-тілігін, ұтымдылығын олардың есебін жасамай қамтамасыз ету мүмкін емес. Көп жағдайда қималардың өлшемдерін конструктор бұрынғы тәжірибе негізінде тағайындайды, өйкені есептеу кезінде қиманың өлшемдері төмен болып шығады. Бірақ жауапты жағдайларда ұтымды нәтижеге жетудің жалғыз жолы машинаны толық есептеу болып табылады.
Әдетте жобалау үстінде есептің бірнеше әртүрлі түрлері ;
1) кинематикалық (берілістің қатынастарын, траекторияларды есептеу);
2) геометриялық (өлшемдік тізбелерді, саңылауларды, керілу мөлшерлерін, координаталарды тізбектерді есептеу);
3) динамикалық (күштерді, жылдамдықтарды, үдеулерді есептеу;
4) беріктік есептері (жүктемелерді, кернеулерді, беріктікті деформацияны есептеу;
5) технологиялық (өнімділікті, жұмыс режимдерін есептеу);
6) қатаңдықты және ұстамдылықты есептеу;
7) сенімділік есептері (жұмыс қабілеттілік, жұмыс уақыты, ресурс);
8) энергетикалық ( жұмыс органының қозғалысына кедергіні, қозғалтқыш-тарды, жетектерді, қыздырғыштарды, салқындатқыштарды);
9) экономикалық (массаны, құнды, есептеу).
Айтыла кететін жай-кинематикалық, геометриялық есептер және жауапты элементтердің есептері жоғары дәлдікпен жүргізілуі керек. Ал әдетте есептерді қарапайым методикалармен жүргізеді, көп жағдай да эмпирикалық формула-лар мен коэффициенттер қолданылады (көптеген факторлардың күрделі әсерін бағалау үшін). Есептеу методикалары арнайы және жалпы инженер пәндер есептер жобалық және тексеру есептері болып бөлінеді.
Жобалау есептері тораптар мен бөлшектердің өлшемдерін тағайындауға керекті шамаларды табу үшін жасалады. Әдетте қарапайым не стандартты методикалар бойынша жүргізіледі.
Негізгі сатылары:
куштер мен моменттердің қарапайымдалған есептік нобайларын жасау;
есептеу арқылы олардың мөлшерлерін анықтау;
механикалық және технологиялық қасиеттері бойынша бөлшектердің материалын таңдау, қосымша олардың құны және жеткіліктілігі ескерілуі қажет;
бөлшектердің өлшемдерін табу және оларды стандарттар шамаларына келтіру;
бөлшектің, тораптық сызбасын жасау;
таңдалған құрылымға сәйкестігін анықтау.
Тексеру есептері кейде ұқсас өнімдерді жобалау кезінде жинақталған тәжірибені пайдалана отырып өнімнің құрылымы мен пішінін таңдау тиімді.
Содан кейін өнімнің жұмысқа қабілеттілігінің негізгі критерийлері бойынша тексеру есептері жасалады, яғни есептік (қауіпті, қималардағы беріктік запасы анықталады және керекті деңгейімен салы-стырылады.
Негізгі сатылары: технологиялық және беріктік қасиеттері бойынша материал таңдау;
- бұрыннан жинақталған тәжірибе немесе қарапайым есептер негізінде өнімнің құрылы-мын, пішінін өлшемдерін таңдау;
- жүктеме нобайын жасау және оны есептеу;
- есептік қималардағы кернеу мөлшерін анықтау;
- есеп нәтижелерінің таңдалған құрылымға сәйкестігі туралы шешім қабылдау.
Егер бөлшектің қималары беріктік критерийлеріне сәйкес болмаса, онда оның өлшемдеріне пішіні өзгертілгеннен кейін есеп қайталанылады.
Дайындама варианттары және ең ұтымды вариантты таңдау.
Өнімнің жаңа үлгісін жасаудағы жобалаушының мақсаты құрылымы және жұмыс принципі әр түрлі варианттарды қарастыру дайындау және олардың ішінен ең ұтымдысын таңдау болып табылады. Машинаның схемасы вариант-тарды салыстырып талдау арқылы қабылданады. Ол үшін варианттар конструк-тивтік орындалығы, кинематикалық және күштік схемаларының мүлтіксіздігі (жетілгендігі), жасау және эксплуатациялау құны, сенімділігі, габариттері, метал шығыны, массасы, технологияға икемділігі және т.б. жағынан жан-жақты талқыланады. Қарастырылған варианттардың саны көп болған сайын және олардың сапасы жоғары болған сайын ең ұтымды вариантты таңдау ықтималдығы арта түседі. Өнімге қойылатын техникалық талаптар техникалық шешімдердің варианттарын таңдауға негіз болады. Ескеретін жай-өнімге қойылатын талаптар да, қарастырылған техникалық шешімдердің варианттары да бір-біріне қайшы болуы мүмкін. Варианттардың қайшылығы әр түрлі деңгейде, тіпті өзара қарама-қарсылыққа дейін болуы мүмкін.
Ең ұтымды вариантты таңдауға оптимизация тәсілі көмектеседі. Оптимизация есебі варианттардың белгілі бір саны бар кезде және олардың ең ұтымдысы белгісіз кезде ғана пайда болады. Көптеген варианттардың ішінен ең ұтымдысын табу үшін варианттарды сипаттайтын артықшылықты көрсеткіштер туралы ақпараттар керек. Таңдалған критерийге сәйкес дайындаманың ең ұтымды параметрлерін таңдау есебі ұтымды жобалау есебі деп аталады.
Ұтымды жобалау үрдісі (процесі) үш негізгі сатыдан тұрады:
1) объективті оптимизация критериін таңдау;
2) мақсат функциясын және шешімдердің мүмкін облысын сипаттау (жобаны математикалық модельдеу);
3) есепті шешудің тиімді жолын таңдау және оны жүзеге асыру.
Объектінің оптимизациялау критерлі параметрі ретінде болып осы объект үшін ең ұтымды көрсеткіш қабылданады. Оптимизациялау критериін таңдауға келесі түсініктер негіз болады.
бұл критерий өнімнің түрлі варианттарын салыстыруға қажетті құрал болып табылады;
- бұл критерий өнімнің тиімді сапасы мен объекттің жобалау, жасау және эксплуата-циялау процестерінің арасындағы сәйкестігін көрсетуі керек.
Бұл критерийдің әр түрлі қасиеттері болуы керек:
біріншіден ол тәуелсіз, бір мағыналы болуы керек, яғни басқа параметрлердың функциясы болмауы шарт керек ;
екіншіден ол оптимизация параметрімен тура тіке байланысты болуы керек;
Оптимизация критериі ретінде жобаланатын объекттік міндеті мен сипатына байланысты төмендегі көрсеткіштердің бірі немесе бірнешеуі қабылдануы мүмкін: Объекттің құны, массасы, шыдамдылығы, дәлдік және конструктивтік көрсеткіштері және т.б. Оптимизация критериінің объекттің ізделіп отырған параметрлардан тәуеділігі мақсат функциясы деп аталады. Жоба параметрлері ретінде кез-келген сандық мөлшерлер қабылдануы мүмкін.
Оптимизацияның жобалық параметрі келесі талаптарға сәйкес болуы керек:
1) жеткілікті дәлдікпен өлшенетін болуы және ауытқу шектер өрісімен шектелуі қажет;
2) ақпаратты болуы керек, яғни оптимизациялау объекті Жан-жақты сипаттауы қажет;
3) физикалық мағынасы болуы керек, яғни процестің сәйкес жағдай-ларында құрастырма бірліктің, детальдың белгілі қасиеттерінің пайдалы нәтижелеріне жету мүмкіншілігі болуы қажет;
4) бір мағыналы болуы керек, яғни құрастырма бірліктің, детальдың тек қана бір қасиетін максимальдауы немесе минимальдауы қажет.
Мақсатына байланысты оптимизация параметрлері төмендегідей болуы мүмкін:
- кеңістіктік және уақыттық (ұзындық, уақыт, аудан, көлем, жылдамдық және т.б.);
- механикалық (масса, тығыздық , қуат, қысым және т.б.);
- сапалық ( өнімнің сыртқы түрі және т.б.);
- электрлік (магниттік, жылулық, акустикалық және т.б.).
Есептің шешімін іздеу (mах не min табу) жобалау кеңістігі деп аталатын ауыспалы шамалардың мүмкін облысында ғана ізделеді. Жобалау кеңістігіне қойылатын негізгі шектеулер:
1) сенімділік және үнемдіілік талаптары қоятын шектер (беріктік және тұрақтылық шарттары);
2)қатаңдық , қаттылық , жұмысқа қабілеттілік және стандарттар талаптары қоятын шектер, ( қатаңдық шарты).
3) конструкция элементтерінің бүтіндігін (үзілместігін) қамтамасыз ететін сыртқы күштер мен деформациялардың сиымдылығы:
4) өнімді жасау және пайдалану жағдайларына байланысты функциялық шектеулер (мысалы, ізделіп отырған шамаға қойылатын габариттік шектеулер, қолданылатын материалдарға қойылатын шектеулер).
Оптимизациялаудың түрлі әдістері бар. Объектті жеткілікті сипаттайтын негізгі бір параметрді табу мүмкін болған кезде оптимизациялау сол параметр бойынша жасалады. Бұл жағдайда есептеу жеңілденеді.
Жобалаушының және конструктордың күнделікті жұмысында оптими-зациялау есептерін өте жиі шешуге тура келеді. Негізінде кез-келген конструкцияны және өнімнің размерлерін таңдау оптимизациялау есебін шешу болып табылады. Көп жағдайларда конструкцияны оптимизациялауды конструкция жасаудың негізгі критерийлеріне, әдістеріне логикалық қорытын-дыларға сүйене отырып жүзеге асырады. Көп жағдайда конструкторға «Ойша тәжірибе» әдісі көмектеседі. «Ойша» тәжірибені бірнеше рет қайталау нәтиже-сінде ең ұтымды конструкция таңдалады.
Оптимизациялауды келесі объектер бойынша жасау тиімді:
1) Жүктеуді оптимизациялау - өнімнің конструкциясын анықтайтын негізгі критерий. Жүктеуді оптимизациялау ең тиімді конструкцияны (таңдауға, материалдарды ұтымды пайдалануға, өнімнің сенімділігін арттыруға мүмкін-шілік береді.
2) Материалды оптимизациялау өнімнің конструкциясына байланысты. Қолданылатын материалдар әр түрлі болуы мүмкін, оларды механикалық , физикалық қасиеттеріне, техно-логияға икемділігіне, құнына және т. б. байланысты таңдайды
3) Беріктікті оптимизациялау сапа көрсеткіштері, қауіпсіздік коэффициенті бойынша жасалады.
4) Өзара байланысты шамалардың қатынасын оптимизациялау өнімнің геометриялық өлшемдерін, кинематикалық және динамикалық қасиеттерін, массасын және олардың қанынастарын бағалау арқылы жасалады.
Әдебиет
1 негіз. [112-114; 132-136 б]
Бақылау сұрақтары
1) Ең ұтымды вариантты таңдауға оптимизация тәсілі.
2) Жобалау кезінде жасалатын есептер.
3) Жобалау конструкциялық құжаттарды дайындау сатысы.
4) Дайындама варианттары және ең ұтымды вариантты таңдау .
Дәріс №6 Конструкциялық жұмыстардың деңгейін бағалау
Өнімнің сапасы деп - оның мақсатына сәйкес қолданылуын анықтайтын қасиеттер жинағын атайды. Сапаның техникалық бағалауы техника жағынан алғанда өнімнің қайсысы артық екенің анықтауға мүмкіншілік береді. Ол сапаның техникалық деңгейін, яғни өнімнің техникалық сипаттамасын, эксплуатациядағы өнімділігін, басқару мен техникада күтудегі қарапайым-дығын, бұзылмай жұмыс істеуін және басқа көрсеткіштерін анықтайды.
Экономикалық бағалау өндірістің өзіндік шарттарын ескереді және сапаның жақсартылуы қандай бағаға түскенін көрсетеді. Өнімнің жоғары сапасы үшін күрес оның өмір циклінің барлық сатыларында жүргізілуі керек. Өнімнің сапасының белгілі деңгейі оны жобалау сатысында негізі қолданады, оны жасау сатысында қамтамасыз етіледі және эксплуатация кезінде сүйемел-деніп отырады. Олардың ішіндегі ең жауаптысы жобалау сатысы, бұл саты өнімнің сапасына тікелей әсер етеді. Конструктор конструкциялық құжаттарда өнімнің жұмыс принципі мен конструктивтік ерекшеліктерінің, өзгешелік-терінің негізін ғана емес, сонымен бірге оның түрлі көрсеткіштерінде мысалы; (мақсат. сенімділік жасауға икемділік, стандарттау және бірыңғайлау, органикалық, экологиялық, эстети-калық, патентті-құқтық, экономикалық және т.б.) негізін қалайды.
Конструкторлық жұмыстың сапасын бағалау үшін конструкциялы құжат-тардың сапасын немесе тек қана өнімнің жұмысқа қабілеттілігін бағалау жеткіліксіз. Жоба жоғарыда аталған барлық көрсеткіштер бойынша бағалануға тиіс. Бағалаудың негізіне өнімді эксплуатациялау кезінде байқалатын конструк-цияның тиімділіг, ұтымдылығы қабылданылады, бірақ өнімнің кейбір көрсеткіштерін, мысалы эстетикалық, эргономикалық, стандарттау және бірыңғайлау көрсеткіштеріне конструкцияля құжаттар бойынша бағалауға болады.
Мақсат көрсеткіштері әдетте сапа деңгейін бағалауда негізгі роль атқарады. Олар өнімнің қолданылу облысымен байланысты. Мақсат көрсет-кіштері бірнеше топқа бөлінеді :
классификациялық яғни жіктеу көрсеткіштері. Олар өнімдерді жіктеу үшін қолданы-лады, мысалы крандардың жүк көтергіштігі;
конструктивтік көрсеткіштер, олар өнімнің атқаратын немесе оның көмегімен атқаруға болатын пайдалы жұмыстарын сипаттайды. Мысалы, конвейерлер үшін-олардың өнімділігі, тасымалдау қашықтығы, көтеру биіктігі, габариттері, салмағы;
құрылым және сапа көрсеткіштері концентрацияны, түрлі қоспалардың мөлшерін және т.б. көрсетеді.
техникалық жетілу көрсеткіштері, олар өнімді техникалық жағынан сипаттайды және оны басқалармен салыстыру үшін пайдаланылады;
тасымалдауға икемділік көрсеткіштер , олар өнімнің тасымалдауға икемділігінің деңгейін көрсетеді;
Сенімділік көрсеткіштері өнімнің негізгі көрсеткіштерінің бірі болып табылады. Бұл әсіресе үзіліссіз процестерде жұмыс істейиін қондырғылар үшін маңызды (мысалы, металлургиялық цикл агрегаттары). Сенімділік өздігінен өнімді сипаттамайды, өнімді бағалау үшін оған қосымша техникалық сипаттамасын ескеру қажет. Өнім жақсы сапалы болу үшін оның жоғары техникалық деңғейіне жоғары сенімділік деңгейі сәйкес келуі қажет.
1) Істен шыққан көрсеткіштер тағайындалған , белгіленген уақыт ішінде өнімнің істен шықпау ықтималдығын анықтайды. Конструкцияда элементтер саны көп болған сайын олар соған сәйкес үлкен сенімділікке ие болуы қажет.
2) Жөндеуге (ремонтқа) икемділік көрсеткіштері объекттің жұмысқа қабілеттілігін қалпына келтіру мерзімі белгіленген уақыттан асып кетпеу мүмкіншілігінің ықтималдығын анықтайды.
3) Ұзақ жұмыс істеу көрсеткіштері ресурстың математикалық күту шама-сын анықтайды.
Әрбір тораптың және детальдың өзіндік жұмыс мерзімі бар. Конструк-тордың қол астында өнімнің жұмыс мерзімін ұзартуға көмектесетін конструк-тивтік және технологиялық әдістер бар. Өнімнің жұмыс мерзімі оның моральдық тозу мерзімінен аспауы шарт. Өнімнің тиімді конструкциясы оның құрамына кіретін тораптардың , агрегаттардың, детальдардың біркелкі жұмыс мерзімі принципін қолдану арқылы қамтамасыз етіледі. Бұл принцип белгіленген мерзімде ауыстырыла-тын бөлшектер немесе тораптар тобын алдын ала көрсеткен жағдайда бұзылмайды.
Жасауға икемділік көрсеткіштері жинақтау (блоктың) коэффициентімен, материалдарды пайдалану коэффициентімен сіңірілген еңбек деңгейімен, прогресивті технология-лармен жасалатын детальдардың үлесімен сипат-талады.
Эстетикалық көрсеткіштер өнімнің техникалық эстетика талаптары мен тендецияла-рына сәйкестігін көрсетеді. (сыртқы түрі, сырлануы, (үйлестірілу) компановкасы, пропорциялары, келістігі, ортаға сәйкестігі және т.б.).
Эргономикалық көрсеткіштер басқару органдарының оператордың психо-физикалық және антролологиялық ерекшеліктеріне сәйкестігін, жұмысқа ыңғайлылығын шу және вибрация деңгейін сипаттайды.
Стандарттау және бірыңғайлау көрсеткіштері стандартталған өнімдерді пайдалану деңгейін, бірыңғайлау деңгейін, типтерді, түрлерді, маркаларды, параметрліки қатарларды бірыңғайлауды анықтайды.
Патенттік-құқтық көрсеткіштер–патенттік қорғау, патенттік тазалық және басқа көрсет-кіштер.
Экономикалық көрсеткіштер – көтерме сауда бағасы, толық құны және т.б. көрсеткіштер.
Өнімдердің сапасын қамтамасыз ету, өнімдердің жұмыс істеу мерзімін ұлғайтудың конструктивтік принциптері.
- ұтымды кинематикалық схеманы таңдау, схеманы қарапайымдау, ақтамайтын күрделі-ліктерді жою;
- жеке тораптар мен механизмдерге бөлек гидро, пневмо – және электрлік жетектерді қолдану;
- энергияның ауысу сатыларын азайту;
- қайталама үдемелі тік сызықты қозғалысты механизмдерді айналмалы қозғалысты механизмдерге ауыстыру;
- күштерді жүргізу кезеңінде эластикалы муфталарды қолдану арқылы және тоқтау кезеңінде электродинамикалық тежеуді қолдану арқылы төмендету;
- қозғалу және тоқтауды автоматты түрде басқаруды қолдану;
- тіректерді ұтымды орналастыру;
- механикалық және басқа күштердің шектен асып кетпеуінен қорғайтын қондырғыларды қолдану, эксплуатация кезінде аварияларды және сынуларды болдырмау үшін сақтық және өзін-өзі өшіретін қондырғыларды пайдалану;
- өзара сиымсыз қозғалыстарды болдырмау үшін блокировканы қолдану.
Тозуды азайтудың конструктивтік принциптері.
материалды дұрыс таңдау;
- нүктелік түйісуді (контактта) сызықтық контактке, сызықтық контактті беттік контактке ауыстыру арқылы кернеулер деңгейін азайту;
- сырғанау үкелісін тербелу үйкелісіне алмастыру;
- тозуға себепкер күштерді жаупты детальдардан басқаларға алмастыру;
- абразивті бөлшектердің үйкеліс беттеріне тимеуін қамтамасыз ететін әдістерді пайдалану;
- ашық істелген механизмдердің орнына корпуска салынған механизмдерді қолдану;
- қондырудың ұтымды түрлерін қолдану, компенсация және өздігінен компенсация құрылғыларын қолдану;
- вибрацияны, динамикалық күштерді жою, статикалық және динамикалық теңестіру (балансировканы) қарастыру;
- жартылай сұйық және жартылай құрғақ үйкелісті сұйық үйкеліске ауыстыру; сұйық майлауды қамтамасыз ету, ол үшін керекті жылдамдықтарды қамтамасыз ету;
- өздігінен майлаудың орнына қысыммен майлауды қолдану; барлық тозу нүктелерін майлау;
- майлау ортасын тазалайтын құрылғыларды қолдану., «сүзгі».
Детальдардың сапасын жоғарлатудың конструктивтік принциптері
- күштердің әр түрлері үшін пішіннің ұтымды қимасын қолдану [min салмақпен ең үлкен қарсылық моментін қамтамасыз ету] :
- күштердің шоғырлануын концентрациясын азайту;
- ию күштерін азайту және оларды сығу күштеріне ауыстыру (ию, созу, қысу);
- күрделі кернеулерді жою;
- эксплуатация ортасына сәйкес тиімді металдарды таңдау;
- детальдың ұтымды қаттылығын қамтамасыз ету;
- үлкен қуаттарды, моменттерді саны көп элементтер арқылы жеткізу (мысалы, шлицті қосылыстар, тісті муфталар;
- бұрандалы қосылыстарды сенімді бекіту;
Ремонтқа икемділікті ұлғайтудың конструктивтік принциптері
- тез тозатын детальдарды жөндеу және ауыстыру үшін жеңіл жетуді қамтамасыз ету.
- жөндеудің тораптық тәсілін кең қолдану үшін өнімді ұтымды тораптарға бөлу;
- агрегаттық және блоктық конструкцияларды кеңінен қолдану;
- монтаж, демонтаж үшін конструктивтік байланыстардың аз санын қолдану;
- өнімді жинау және талдау үшін арнайы құрылғыларды керек қылмау.
Өнімдердің сапасын арттырудың технологиялық принциптері
- беттерді термохимиялық бекіту (суару, цементтеу- [HV 500-600 ], азоттау [ HV 800-1200 ],
борлау [HV 1500-1800 ], және басқа беткі қабаттардың механикалық беріктігін арттыру (бытырамен өңдеу, наклеп (нығыздау);
- беттердің кедір-бұдырлығын төмендету (кейбір металға, қозғалыс сипаты мен жылдамды-ғына, майлау түріне, өңдеу түріне байланысты таңдалады;
- тозуды азайтуға мүмкіншілік беретін түрлі физика-механикалық қасиетті үкеліс беттерін қолдану;
- беттерді қорғаушы қабатпен бүркеу (гальваникалық бүркеу, тотықтау,пластмассамен, резинамен ж.б. бүркеу);
- сапалы материалдарды балқытып, ерітіп бүркеу, дәнекерлеу.
Сапалы жақсартудың ұйымдастырушылық принциптері
-өндірістің жетілген әдістерін, технологияларын қолдануға мүмкіншілік болу үшін агрегаттарды бірыңғайлау арқылы өнімнің шығу программасын ұлғайту;
-стандартталған немесе нормальданған детальдарды тораптарды кеңінен пайдалану; -жұмыс мерзімі бірдей детальдарды бірге топтау;
-конструкцияның әлзіс тораптарын қабаттау;
-ұтымды майлаушы материалдарды таңдау.
Әдебиет
1 негіз. [бет. 9-38]
Бақылау сұрақтары
1) Конструкторлық жұмыстың сапасын бағалау .
2) Тозуды азайтудың конструктивтік принциптері .
3) Детальдардың сапасын жоғарлатудың конструктивтік принциптері.
4). Өнімдердің сапасын арттырудың технологиялық принциптері.
Дәріс №7. Пісірілген қосылыстар
Металлургиялық машина жасау өндірісінде пісіру табақ темірлерден (мысалы, бункерлер), трубалардан және профильді илемдеуден (рамалар, фермалар, колонналар және т.т.) әртүрлі конструкциялар жасау үшін кеңінен қолданылады. Қазіргі кезде пісірумен корпустық және базалық бөлшектер сияқты күрделі заттар жасалады. Жекеленген және су сериалы өндірісте пісірілген қосылыстар штампталған не құйылған заттардың орнына пайдала-нылады. Оның себебі пісірілген бөлшектердің құнының арзандығында пісірілгіштігі жағынан металдар 4 топқа бөлінеді: аз көміртекті болаттар ( С мөлшері 0,25% -ке дейін), төмен легірленген болаттар (құрамында көміртегі аз), никельді болаттар пісіруге жақсы келеді. Жоғары және орта көміртекті болаттар, жоғары легірленген болаттар, түсті металдар (Cu, Al – қорытпалары) пісіруге қиындықпен келеді, себебі олардың жоғары жылу өткізгіштігінде және жеңіл тотықтануында. Жіктің құрылымы құюлы болуына, жіктің маңындағы аймақ (зонаға) пісірудің жылулық әсеріне, металдың суу кезінде отыруы себепті пайда болатын ішкі кернеулерге байланысты пісірілген жіктердің беріктігі тұтас металдан төмен болады. Ішкі, қалдық кернеулер пісірілген заттың геометриялық өлшемдерінің, пішінінің өзгеруіне, яғни отыру құбылыс-тарының пайда болуына әкеліп соқтырады. Оның мөлшері пісірудің жылулық әсері тиетін зонаның (аймағының) өлшеміне, жіктің ұзындығына сәйкес болады. Күрес әдістері:
1) отыруға мүмкіншілік бермейтін тетіктерде пісірудің арнайы әдістерін қолдану;
2) арнайы термиялық өңдеу (төмен температурада 600-650º ) күйдіру.
Аз көміртекті болаттардың созымдылығы жоғары болғандықтан ішкі кернеулер деңгейі төмен болады да, пісірілген жіктердің беріктігі жоғары болады. Жіктердің материалында химиялық өзгерістер болмас үшін пісіру балқытылған флюстердың астында немесе қорғаушы газдың атмосферасында жүргізіледі.
Пісірілген қосылыстарды тексеру үшін әртүрлі аспаптар қолданылады:
- магнитодефектоскоптар;
- рентгенодефектоскоптар;
- гаммадефектоскоптар.
Металды пісіру арқылы біріктіру өндірісінде төмендегідей түйістіріліп негізгі түрлері қолданылады:
1) тоғыстыру (стыковые) - С [ Т ]
2) айқастыру (внахлест) - Н [А ]
3) бұрыштық қосу (угловые) - У [ Б ]
4) қос табанды (таврлы) - Т [ К ]
Тоғыстырып пісіру үшін байланысты металдың шеті оның қалыңдығына байланысты былайша өңделеді:
а) қалыңдығы 3мм дейін металдарды олардың жиектерінің биіктігін қалыңдығынан екі есе артық қылып 90º -қа иіп пісіреді (а).
а) түзу жіктің жапсар қосылыстары

Созу кернеуі
 - созу кезде жіктің қосымша
кернеуі
- созу кезде жіктің қосымша
кернеуі
мұнда Р – сыртықы жүктемесі
S – детальдардың қосылған қалыңдығы;
l – жіктің ұзындығы;
Созылмалы күш ( немесе сығылысуы);

б) қиғашты жіктің жапсар қосылыстары

β = 450 - бүтін кесіндінің қаттылығы бірдей қосылы.
в) айқасты қосылыстары




α ≤ 60•К, К – жіктің катеті;
αmin бұрыштама қосылыс үшін = 30мм;
Кmin – бұрыштама жіктер үшін = 3мм, егер S ≤ 3мм.

мұнда [τ'ср] – қосымша жіктің кернеуін кесу;
базалы жіктер үшін α = l;
қиғаш жіктері үшін α = l/sinβ;
флангті жіктер үшін α = 2l1;
құрама жіктер үшін α = 2l1 + l;
г) симметриялы емес элементтердің қосылыстары


Қажетті жіктердің ұзындығы:
д) иілу моментіне әрекет жасауына берікті қосылыстардың есебі: беріктік жағдайы;

- пісіру жіктердің көрсету және белгілеу жағдайлары МСТ 2.312-72.
Айқастырып пісіру арқылы қосуда металдың айқастырылған бөліктерінің ұзындығы қалыңдығынан кем дегенде 3-5 есе артық қылып алынады.
L ≥ (3-5) S ;
Пісірілген металл жіктеріне әсер ететін күштің бағытына байланысты пісіру жіктері флангалы, көлбеу, маңдайлық жіктер болып 3 түрге бөлінеді.
Маңдайлы
жік
=
l;
Флангалы жіктер
Көлбеу
жік

Қосылған, септелген жік (комбинированный шов)
Пісіру жіктерінің кеңістікте орналасуына қарай төменгі, көлденең, тік және төбе жіктері болып бөлінеді.
Пісірілген қосылыстарды есептеу мысалдары (тұрақты күштер жағдайында)
а) маңдайлық жікті тоғыстырылған қосылыс
Созу кернеуі:
P - сыртқы күш
L - жіктің ұзындығы
S – қосылатын металдардың қалыңдығы
 -
қосылысқа
әсер ететін күштің шамасы.
-
қосылысқа
әсер ететін күштің шамасы.
б) Көлбеу жікті тоғыстырылған қосылыс
 -
созылу кезінде әсер ететін күш.
-
созылу кезінде әсер ететін күш.
- қысу кезінде әсер ететін күш мөлшері.
в) Айқастырылған қосылыс.
 ;
;
К- жіктің катеті –бұрыштық жіктердің өлшемдерін көрсеткіші. Металдың қалыңдығы s>4мм
К = 0,45 + 2мм;
α ≤ 60•К, К – ; жіктің катеті
αmin – бұрыштық жік үшін = 30мм;
Кmin – доғалы жік үшін = 3мм, маңында S ≤ 3мм.
е) Бұрыштама қосылыс
тұрақлық шарттары
Пісірілген жіктерді белгілеу МЕСТ 2.312-72
Әдебиет
2 негіз. [бет.78-83]
Бақылау сұрақтары
1. Пісіру қосылыстары.
2. Пісірілген қосылыстарды есептеу, тұрақтылығы.
3. Симметриялы емес қосылыстардың элементтері.
4. Бұрыштама , көлбеу, қарама-қарсы тік жіктерді есептеу.
Дәріс №8. Пісірілген қосылыстардың конструкцияларын жасау ережелері
Пісіру операцияларының ыңғайлы өтуін қамтамасыз ету.
а) қалқалар


б) дистанциялық түтіктер


в) цилиндрлі


Пісіру жіктері фланецті цилиндр
г) фланецті





а) стержен тұтқа
б) түтіктер қосылыстары


в) бакты пісіру


3) Пісірілген жіктердің қабаттасуына, беттесуіне қатар болуына жол бермеу.
Балқыған металдың мөлшері аз болуына тырысу.
а) қабырғаларын пісіру


б) көлбеу беттерін пісіру

4) Қалың, ауыр детальдармен жұқа детальдардың бір-бірімен пісірілуіне жол бермеуге тырысу.
Пісірілетін жіктердің қималары шамамен бірдей болуын қамтакмасыз ету.
а) маңында S / S1<
3

![]()
маңында S / S1> 3, сына тәрізді участоктар болуы керек.
l > 5(S-S1)
![]() l > 3(S – S1)
l > 3(S – S1)

б) фланецтін жұқа қабарғаларымен пісіру


5) Қосылатын деталдардың бір-бірімен пісірер кезде өзара бекітілуін қамтамасыз ету (арнайы тетіктерді керек қылмау)
а) стержінге бастарын пісіру


6) Бастары стержіндерге центрленген
б) фланцтың түтікке пісіруі


в) бобышкаларды металдардың беттеріне пісіру


г) обечайкалардың аралықтарын пісіру


7) Көп еңбекті сіңіруді қажет қылатын жиектерді өңдеу операцияларын азайтуға тырысу.
а)




б) косынкаларды пісіру


Жиектерді дайындау кезінде механикалық өңдеуге жеңілірек келетін детальдарды өңдеу.
в) бітеуіштерді түтіктерге пісіру


8) Қосылыстың контуры бойынша дайындамаларды қиыстыру операция-ларын жою.


а) дайындамалардың пішінін жеңілдету (оңайлату)
б) косынка


9) Дайындамаларды унификациялау (бірыңғайлау)

10) Жұқа қабырғалы материалдарды пісіру кезінде иілген және штампталған элементтерді кеңінен қолдану (қаттылықты).


11) Пісірілген жіктің маңындағы жіңішке жиектердің балқуының және күюінің алдын алу.
а) үшкір ұштары алдын ала кесілген.

б) фланецты қалтқыға пісіруі.

12) Өңделген беттерді пісіру зонасынан алыстату жоғары дәлдікті керек ететін беттерді пісіруден кейін өңдеу.
а) бұрандалы штуцер.
б) сақаналы пісіру.
13) Қимасы әртүрлі детальдарды пісірген кезде жылулық буферлардың болуын қамтамасыз ету. Цилиндрдің қабына гофр арқылы созылуының қасиеті берілген.


14) Тұйық көлемді бөлшектерді құыстарды пісіргенде суу кезінде вакуумның пайда болуына байланысты қабырғалардың жапырылуына жол бермеу.
а) қалтқы суығаннан кейін пісіріліп жабылатын тесік.

б) қалтқы пісіру
15) Хим-термиялық өңдеуден өткен және суарылған детальдарды пісірумен қосылуға тырысу.

Пісіру қосылыстардың жоғары беріктігі
![]()




![]()



Әдебиет
2 негіз. [бет.68-73]
Бақылау сұрақтары
1. Пісіру жіктеріне электродтардың жақындауына мысал келтіріңдер.
2. Түтікті қосылыстар.
3. Бакты пісіру.
4. Көлбеу беттерін пісіру.
Дәріс № 9. Пісірілген рамалар және тойтарма қосылыстары
Металлургия машиналарын жобалау үстінде олардың құрама бөлшек-терінің, бөліктерінің кеңістікте өзара орналасуына белгілі дәлдік талаптары қойылады. Оларды қамтамасыз ету үшін машина бөлшектері құйылған немесе пісірілген рамаларға бекітіледі. Шығарылатын машиналардың саны бестен аз болғанда сортты прокаттан (бұрышты, қостабанды, швеллерлерден немесе тілкенді не табақ темірдей) пісірілген рамаларды қолдану экономикалық жағынан тиімді

![]()
![]()
![]()
![]()






Рамаларды жинақтау – талаптары:
1) Пісірілген қосылыстардың конструкциялары пісіру операцияларын жүргізуге және тексеруге мүмкіншілік беруі керек;
2) Жіктерді мүмкіндігінше тоғыстырылған қылып жасауға тырысу керек;
3) раманың тірек беттері раманың жазықтығынан көтеріліп тұруы керек және пісіру операцияларынан кейін оларды механикалық өңдеуге мүмкіншілік болуы қажет;
4) Бекіткіш бөлшектерге аспаптар еркін жетуі қажет (мысалы гайка кілті бір салынғаннан кем дегенде 60 градусқа бұрыла алатын болуы керек
5) Раманы немесе түгел агрегаты көтеру үшін рамада ілгіш құрылғылар алдын ала ескерілуі қажет.
6) Раманы фундаментке беккітетін Ø болттарға арналған тесіктер қарастырылуы керек.
Бөлшектерді рамаларға бекіту
Бөлшектерді рамаларға бекіту ыңғайлы болу үшін профильдерді сыртқы жағына орналастырады.



Платиктердің әртүрлі деңгейде орналасуы
1) - жолақты пісіру


2) – швеллерлерді ойып кесіп алу


3) - швеллерлерді керекті қабырғаға орналастыру


4) – швеллерлерді текшелі орналастыру

Тойтарма қосылыстар
Қолдану орындары:
Жылудың зиянды әсерінен металдың құрылымының нашарлауын, қатты қыздыруды және пішінін бұзуды болғызбау керек жағдайларда;
Пісірумен қосуға келетін металдардан жасалған детальдардың қосы-лысында әртекті металдардың қосылысында;
Металдан жасалған өнімдермен басқа материалдардың қосылысында.
Ыстықтай тойтару
Күштік қосылыстарда тойтарманың диметрі 8-10мм үлкен кезде қолданы-лады..

900-10000С –қа дейін қыздыру;
тойтарма материалдары болат 30, 35, 45.
Суықтай тойтару
Негізгі шарт: тойтарманы салқындаусыз орнату, яғни қосылыстың кесілу деформация-сына жұмыс істеуін қамтамасыз ету.




 -
құыс тойтарма;
-
құыс тойтарма;
 = 90; 75; 60; 45
= 90; 75; 60; 45 - тойтару күші стерженьге беріледі де,
оны көлденең бағытта кеңітеді (кереді).
- тойтару күші стерженьге беріледі де,
оны көлденең бағытта кеңітеді (кереді).
Тойтару материалдары: болат 10 (20); 15Х; 20Х; Д1; Д16.
Қосылыстың салыстырма беріктігі
Қосылыс түрі |
Жік |
||
Бір қатарлы |
Екі қатарлы |
Үш қатарлы |
|
Айқастырылған |
0,5 – 0,6 |
0,6 – 0,7 |
0,7 – 0,8 |
Тоғыстырылған |
0,6 – 0,7 |
0,75 – 0,85 |
0,85 – 0,9 |
Тойтарма қосылыстарды есептеу
Кесілуге:
 ;
;
Мұндағы: [τ ]
– рұқсат етілетін кесілу кернеуі, [τ
]
болат 3 = 140 МПа;
]
– рұқсат етілетін кесілу кернеуі, [τ
]
болат 3 = 140 МПа;


К – қосылыстағы кесілу жазықтықтарының саны;
d – тойтарманың диаметрі.
Сығылуға немесе езілуге :
мұндағы n – тойтармалардың саны;
S – қосылыстағы жұқа детальдың қалыңдығы;
[σез] болат . 3 = 320 МПа; [σсоз.] болат. 3 = 90 МПа ;
Созылуға ( басының жылылуына):
 ;
;
[σсоз.] болат. 3 = 90 МПа ;
d = S + (4÷8) ;
3d < t < 6d ;
1,5 < l < 2d ;
Мұндағы: S = (5 ÷ 60) мм; d = (3÷3,5) мүнда: S – қосылыстар салмағы.
мүнда: S – қосылыстар салмағы.
Суықтай пластикалық деформациялау әдістері мен жасалған қосылыстар
Бөлшектердің өзара орналасуын бекіту үшін қолданылады. (фиксация- орнықтыру). Суықтай пластикалық деформациялауға жұмсақ, тұтқыр (салыс-тырмалы ұзаруы δ>3-4% металдар, мысалы босаңдатылған (отоженные) болаттар Сu, Al, Mg – қорытпалар, Ti -қорытпалары келеді.
СПД әдістері – тойтармалау (расклепование);
- Ішке айналдыру (завальцовка);
- жаю (раскатывание);
- қобылау (прошивание);
- безеулеу (чеканка);
- керндеу (закерновка);
- шырқайналдыру (развальцовка);


![]()

Жұқа материалдардан жасалған конструкцияларды тығызды қолданылуы мүмкін: ию-гибка; көмкеру- отбортовка; зигтеу-зиговка; фальцтеу-фальцовка.
Мүмкіндігінше пластикалық деформацияны қажетті минимуммен шектеу қажет. Деформацияланған металдың көлемі және деформация деңгейі аз болған сайын жарықшақтардың пайда болу мүмкіндігі азаяды, қосылыстардың беріктігі жоғарылайды, қосылыстарда қатты, берік материалдарды қолдану мүмкіндігі пайда болады, бекіту операцияларының өнімділігі арттады.
Әдебиет
2 негіз. [бет.. 26-40] 2 қос. [бет.311-315].
Бақылау сұрақтары
1. Пісірілген рамалар.
2. Рамаларды жинақтау – талаптары.
3. Рамаларға бөлшектерді бекіту.
4. Тойтару қосылыстары. Тойтару қосылыстарды есептеу.
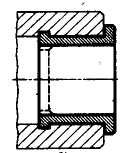
Дәріс № 10. Бекітпе қосылыстар
Бұрандалы бекітпе қосылыстардың түрлері.
Машина жасау өнеркәсібінде бұрандалы бекітпе қосылыстардың үш түрі қолданы-лады: 1) Гайкамен болттарлау, (гайка-сомын, болт-бұрандама);
2) Бұрама болттар мен (ввертные болты) ; 3) Шпилькалармен

1) Болттармен қосу – тартылатын бөлшектерді түгелдей тесетін тесіктер жасау мүмкін болған жағдайда қолданылады. Монтаждау кезінде гайканы тартқанда болттың айналып кетпеуін қарастыру қажет. С онымен бірге болтты осьтік бағытта орнықтырған (фиксация) жөн.
2) Бекітпе қосылыстар - тұйық бұрандалы тесікті қосылыстарда немесе түгелдей тесікті қосылыстарда болтты тек қана бір жақтан орнату мүмкін болған жағдайларда қолданылады. Бұрандалы бөлшек бұранданы жақсы ұстайтын материалдардан (болат, соғылмалы немесе жоғары берікті шойын, Ti – қорытпалары, қола) болуы керек. Жұмсақ материалдарда (AL, -Mq, Zn- қорытпалары ) қаттырақ материалдардан жасалған аралық бұрандалы төлкелер (футоркалар) қолданылады. Сұр шойыннан жасалған бөлшектерде бұранданың үгітілуіне (выкрашивание) және тез тозуына байланысты жиі ажырамалы қосылыстарда бекітпе қосылыстар қолданылмайды. Жөндеу әдісі – футорка орнату. Аталған қосылыста ратылатын бөлшектердің биіктігі бойынша шектеу бар, өйткені ұзын болттарды олардың бұратылуына байланысты дұрыс тарту қийынға түседі. Құрастыру және ажырату кезінде бір бөлшек – болттпен ғана манипуляция жасалады.
3) Шпилькалы қосылыстар жұмсақ ( - AL, -Mq – қорытпалары) және морт (сұр шойын) материалдардан жасалған қосылыстарда және тұйық немесе түгелдей тесікті қосылыстарда бұрама болттарды қолдану мүмкін болмаған жағдайларда қолданылады.
4) Аралық қосылыстар (поомежуточные) Болттармен салыстырғанда бұрандалы бекітпе мен шпилькалы бөлшектердің пішінін (формасы) таңдау кезінде көп еркіндік береді. Қарапайым мақсаттағы болттармен қосу әдетте болат 45 маркалы болаттан жасалады6 жауапты болшектер – 40Х, 30ХГС6 ыстыққа төзімді; 30ХМ, 50ХФА, 25Х12М10 типті болаттан, коррозияға төзімді 30Х13, 40Х13 маркалыболаттан жасалады.
Гайкалар және болттардың бастары – Пішіні әдетте алты қырлы, кейде квадрат формалы; қасқалды (лыска) үлкен диаметрлі бұрандалар үшін сегіз қырлы. Негізгі өлшемі – (кілттік өлшем (размер код ключ) – S(s = 3÷250). Кілттік өлшемнің жақтамасы (допуск) – h12, h13-қарапайым мақсаттағы бекітпе қосылыс бөлшектері ұшін; h9, h10- жоғары дәлдікті үшін. МСТ бойынша гайкалардың биіктігі – аласа (низкие) h= 0,6d (d –бұранданың сыртқы диаметрі); қалыпты (нормальные) h=0,8d; биік (высокие) h= 1,2d; өте биік (особо высокие) h = 1,5d ; Биіктігі h= 0,7d гайкалардың беріктігі болттардың бұрандалы бөлігінің беріктігіне тең болады. Гайкалардың беріктігі h>0,7d болған кезде созу критерінің әсерінен болтты қосылыстар барлық уақытта болттың бұрандасы бойынша үзіледі (гайканың астында). Болттардың қосылыстары үшін бұранданың бос участоктарының өлшемдері;
а = (2÷3)S ( S – бұранданың қадамы)
δ = (4÷6)S
f = (1÷2)S
m = (2÷3)S
n1 = (5÷6)S - бұранда метчикпен салынғанда;
n2 = (10÷12) - бұранда станокпен салынғанда.
Болттар (бұрандамалар)
Стандартты болттар жасалу дәлдігіне байланысты бөлінеді;
Қалыпты дәлдікті;
2) Жоғары дәлдікті;
3) Төмен дәлдікті.
Бұранда – метрикалық; қадамы – ірі, майда. МСТ 1759-70 бойынша көмір-текті және легірленген болаттан жасалған Б, В, Ш үшін төмендегі беріктік класстары тағайындалған: 3,6; 4,6; 4,8; 5,6; 5,8; 6,6; 6,8; 6,9; 8,8; 10,9; 12,9; 14,9.
1- сан х 100 = [σв]min (уақытша қарсылық ), МПа;
2- сан: 10 =
 ; (аққыштық шегі);
; (аққыштық шегі);
1-сан х 2 сан
х 10 = σ ;
МПа;
;
МПа;
Гайкалардың беріктік
класстары: 4;
5; 6;
8; 10; 12;
14. Сан х 100 – σ ;
;
Гайкалар үшін: 21; 23; 25; 26.
Конструктивті пішіндері бойынша:
1) d = d ; -«қатаң» болттар (әдетте аз жүктелген немесе қысқы болттар үшін);
2) d0 < d (d0min = 0,7d ) – «серпімді» болттар.
Артықшылықтары:
1) соққылы жүктемелерге қарсы жақсы жұмыс істейді;
2) қиғыштыққа (перекос) сезімталдығы төмен. Қиғыштықтың пайда болу себептері –болттың басының, гайканың тірек беттерінің перпендикулярлықтан ауытқуы, бұрандалы участоктың болттың осіне қарағанда параллельден ауытқуы. Болттардың бастары – алты қырлы; екі қасқалды; ішкі алты бұрышты; үшбұрышты шлицті (оймакілтек – шлиц).
Бұрама болттар- Құрылымы жағынан кәдімгі болттарға ұқсас, бірақ қосылыстағы жұмысы бойынша айырмашылықтары көп. Бұрама болттар үшін болттың басының тірек беттерінде еркін орнатылу мүмкіншілігін (самоустанав-ливаемость) өздігінен қондырғылау қамтамасыз етудің маңызы үлкен.
Шпилькалар -Диаметрі бұранданың сыртқы диаметріне тең «қатаң» шпиль-калар тек қысқа шпилькалар ғана қолданылады.
Кемшіліктері:
қатаңдығы; массасының үлкендігі; жоғары өнімді бұранда салу әдістерін қолдану қиындығы.
жеңілдетілген шпилькалар
 ,
әдетте
,
әдетте
 = ( 0,6 ÷
0,8d
);
= ( 0,6 ÷
0,8d
);
Артықшылықтары:
Шпилькалар тегіс және бұрандалы бөліктерінің беріктігі бірдей; икем-ділігі (податливость), салмағы жеңіл, жоғары өнімді бұранда салу әдістерін қолдану мүмкіндігі, өздігінен босап кетпеуі үшін шпилькалар корпуста керіліп отығызылады.
Винттер (бұрамалар)
Қарапайым бұрауышқа (отвертка) арналған (ойықты) шлицті винттер аз жүктемелі қосылыстарда приборларда, қамыттарда (хомут) панельдерді, қасырмаларды (скоба), кронштейндерді бекіту үшін қолданылады.
Штифттер(сұққыштар)
Аз жүктелген қосылыстарда, мысалы білікке кигізілген бөлшектерді және корпустарда осьтерді бекіту үшін қолданылады.
Кемшіліктері:-штифттің тесігінің әсерінен біліктің әлсізденуі; -қосылыс-тың кесілуге (срез) беріктігінің төмендігі; -қосылысты тарту мүмкіндігінің болмауы; -жасауға икемсіздігі (нетехнологичность); -құрастыру және ажырату-дың күрделілігі.
1) Бекіту штифттері – цилиндрлі және конусты;
а) цилиндрлі штифттер -Н7/m6, Н7/n6, Н7/p6, Н7/r6 міндетті түрде стопорлау керек.
б) конусты штифттер – жауапты қосылыстарда қолданылады.
2) Орнату штифттері (бақылау) – бөлшектердің бірбіріне қатысты орнаты-луын қамтамасыз ету үшін (редуктордың, подшипниктің корпусы) және кейбір қосылыстарда (мысалы, фланецті) көлденең күштерді қабылдау үшін қолданы-лады. а) цилиндрлі; б) конусты.
а) цилиндрлі штифттер-қосылыстағы бөлшектердің бірінде керіліп отырғы-зылады, ал екінші ұшы келесі бөлшектің тесігіне H7/js6, H7/h6 -сияқты саңылаулы қондырмамен кигізіледі. Штифттер бекіту элементтеріне мүмкін-дігінше жақын, ал бір-бірінен және бөлшектің геометриялық осьтерінен мүмкіндігінше алыс орнатылуы керек.
б) конусты штифттер –бөлшектердің дәл орнатылуына мүмкіндік береді. Орнатылу дәлдігі уақыт өтуімен өзгермейді – « жатқан» орнату штифттері.
Күштік орнату элементтері
1) Орнату саусақтары; -призонды болттар; -орнату төлкелері болттарымен. Ең қарапайым орнату саусақтары-бөлшектердің біріне керіліп қондырылған, ал екіншісіне H7/js6 қондырмасымен орнатылған цилиндрлі штифттер.
Штифттердің өлшемдері мен саны қосылысқа әсер ететін толық ығысу критері мен (болттарды тарту есебінен пайда болатын үйкеліс күштерін есепке алмай) жаншылуға және қиюлуға есептеу арқылы табылады.
Штифттер тарту болт-тарының арасына орналастырылады. Материалдар: 0,4Г-0,8%С болаттар - HRC 45-55 .
2) Призонды болттар қосымша бөлшектерді тартуға мүмкіншілік береді, олардың центрлеу участоктары тесіктерге H7/js6, Н7/n6, Н7/m6 –қондырмалары бойынша отырғызылады, призонды болттардың ұштары сфералы немесе шығыңқы болып жасалады, бұл оларды бұранданы бүлдірмей ұрып шығаруға мүмкіндік береді. Саны – есептеу арқылы.
Диффиренциалды бұрандалы қосылыстар
Екі бұрандалы белдігі бар, олардың бұрандасы бір бағытта (оң немесе сол). Бір белдіктің бұрандасының қадамы S1 екінші беғлдіктің қадамынан S2 сәл үлкен.
Ерекшеліктері:
айналу моментімен бөлшектерді үлкен күшпен тарту мүмкіндігі;
болтты босату кезінде бөлшектер бір-бірінен қашықтайды;
бөлшектерді осьтік бағытта реттеу мүмкіндігі;
тірек беттері жоқ.